相变调温纤维调温性能试验分析
2021-12-20徐炎炎樊争科
徐炎炎 刘 琳 樊争科 林 娜 侯 琳
(陕西省纺织科学研究院,陕西西安,710038)
智能纺织品在提升服装舒适性、提高人们生活质量、改善作业者从业环境、满足某些特种行业和特种场合的需求方面正在发挥越来越重要的作用[1-4]。使用相变调温纤维开发的双向智能调温纺织品,可通过纤维中的相变材料实现固-液相态转化来吸收或释放潜热,使纤维温度维持在一定相对稳定的范围内。当人体皮肤温度过高时织物中的调温单元吸收多余热量,当人体皮肤温度过低时织物中的调温单元释放已储存热量,从而可缓解人体因环境和自身温度降低或升高导致的过冷过热现象,达到改善舒适性的目的[5-8]。
目前市场上的调温纺织品以针织内衣类产品为主,机织类产品及相关研究较少,且现有产品大多使用进口Outlast纤维。近年来,国产相变调温纤维逐渐成熟,因此本研究对国产相变调温纤维含量、纺纱加工、织物组织结构以及染色加工对调温性能的影响进行试验分析,以期为调温纺织品的开发提供参考。
1 相变调温纤维含量与调温性能试验
1.1 试验原料、仪器
试验原料:国产相变调温粘胶纤维(以下简称调温纤维),规格1.65 dtex×38.0 mm,断裂强度2.3 c N/dtex,纤维纵向表面有沟槽,横向截面中调温微胶囊呈海岛分布,调温微胶囊壁材耐受温度为160℃,芯材采用烷烃类固-液转化相变材料,相变温度28℃,相变热焓值5 J/g~8 J/g。对照样选用的普通粘胶纤维规格为1.65 dtex×38.0 mm,断裂强度2.41 c N/dtex。涤纶规格1.65 dtex×38.0 mm,断裂强度4.5 c N/dtex。试验仪器:B-260型恒温水浴锅(济南东仪实验室设备有限公司),高精度电子温度计组合测温装置(自组装,冀兴仪器仪表厂),HS-100B型恒温恒湿试验箱(宁波市奔阳大成试验设备有限公司)。
1.2 试验方案
(1)测试样制备:将调温纤维与涤纶混配制备测试样,经反复人工梳理使纤维均匀混和。调温纤维的含量将直接影响织物的调温能力,文献表明[9-12],调温织物中调温纤维的含量不得少于30%,因此,本研究将试样中调温纤维的最小含量设为30%,同时考虑调温纤维的强力较低,为兼顾混纺织物的使用坚牢度,将调温纤维的最大含量设为80%,调温纤维含量按10个百分点逐渐增加。各测试样的调温纤维/涤纶混配比例分别为:1#试样,30/70;2#试样,40/60;3#试样,50/50;4#试样,60/40;5#试样,70/30;6#试样,80/20。
(2)对照样制备:选用普通粘胶纤维/涤纶50/50的纤维混和样作为温度测试对照样(记为0#试样),采用反复人工梳理的方式使纤维混和均匀。
(3)升温性能测试:将调湿后同质量的测试样与对照样分别装入不同的测试管中,然后将两试样同时置于10℃的恒温恒湿箱中持续一段时间,待其温度保持在10℃后,将两试样取出放入水温为40℃的恒温水浴中,按一定时间间隔记录试样的瞬时温度,直至测试样与对比样的温度升到水浴锅温度40℃,根据所测数据绘制升温温度-时间曲线[13]。
(4)降温性能测试:将经升温性能测试后温度为40℃的两试样同时置入水温为10℃的恒温水浴中,按同样的时间间隔记录试样的瞬时温度,直到测试样、对比样的温度达到水浴锅温度10℃,绘制降温温度-时间曲线。
(5)根据混和纤维升温和降温曲线,计算每个时间点测试样与对照样的温差ΔT,并取所有温差ΔT的最大绝对值记为混和纤维的最大温度调控值ΔTmax。
1.3 结果与讨论
纤维混和样升降温度-时间曲线分别见图1、图2。由图1、图2可以看出,调温纤维与涤纶混配后具有一定的调温效果,调温性能随着调温纤维含量的增加而提升,最大温度调控值出现在升温过程,这是由调温纤维本身性质决定的,目的主要是快速吸热。当环境温度从高到低时,混和纤维中的相变材料由液态逐渐转换成固态,释放内部储存的热量,因此与对照样相比,测试样温度下降较缓。随着调温纤维比例的增大,所含相变材料越多,混和纤维温度下降速率就越小,调温效果越明显。
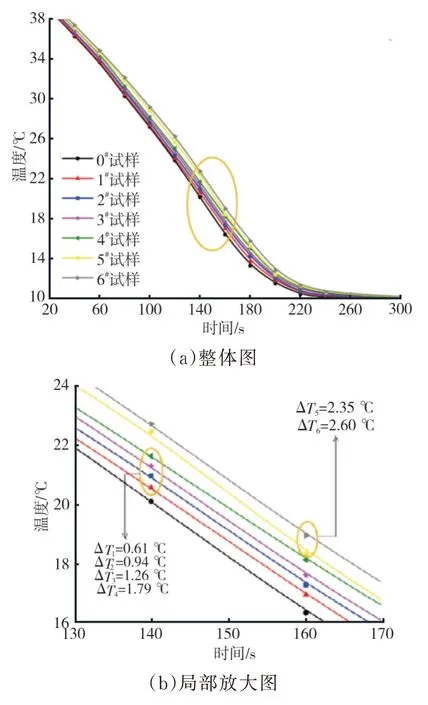
图1 纤维混和样降温温度-时间曲线及局部放大图

图2 纤维混和样升温温度-时间曲线及局部放大图
当环境温度从低到高变化时,混和纤维中的相变材料由固态逐渐转换成液态,吸收环境热量并储存于纤维内部,与对照样相比,测试样均表现出较缓的温度上升速率,且调温纤维比例越大,相变材料越多,其相变潜能就越大,混和纤维温度上升就越慢。当调温纤维含量在50%以下时,最大温度调控值较小,调温效果不明显;当调温纤维含量达到50%以上时,最大温度调控值超过3℃,满足调温类产品的标准要求。这是因为调温纤维含量低时,混和纤维中相变材料含量较少,其总相变潜热较少,不足以补充(降温时)或吸收(升温时)环境热量,温度调控范围较小。
2 纺纱与调温性能试验
2.1 纺纱情况
为了解调温纤维的可纺性、调温纤维配比对纱线性能、纺纱生产对纤维调温性能的影响,选用调温纤维/涤纶50/50和70/30两种混纺比纺制小样纱,纱线线密度均为14.8 tex×2。采用棉型设备纺纱,工艺流程为:原料预混和→清梳联→并条(三道)→粗纱→细纱→络筒→并线→捻线→蒸纱。由于调温纤维基体中含有调温微胶囊,为防止纺纱加工造成微胶囊的挤压破损,设计合理的纺纱工艺参数至关重要。开清、梳棉工序采用“大隔距,低速度,轻打击”的工艺原则;粗纱工序胶辊加压偏轻掌握;细纱工序速度、后区牵伸倍数偏小设置,后区隔距偏大掌握,选择合适的钢领钢丝圈,以防止由于张力过大而造成纱线断头、挂花等现象,减少毛羽产生[14-15]。
纺纱过程中设备、纤维及纱线未出现油污现象,说明相变微胶囊未发生损伤外漏情况。同时,用电子显微镜观察纱线中调温纤维的纵向、横向结构,相变微胶囊的分布与原纤维基本一致,未发现明显的胶囊破损现象。此外,纺纱生产顺利,表明调温纤维可纺性较好。调温纤维涤纶14.76 tex×2混纺纱线质量如下。
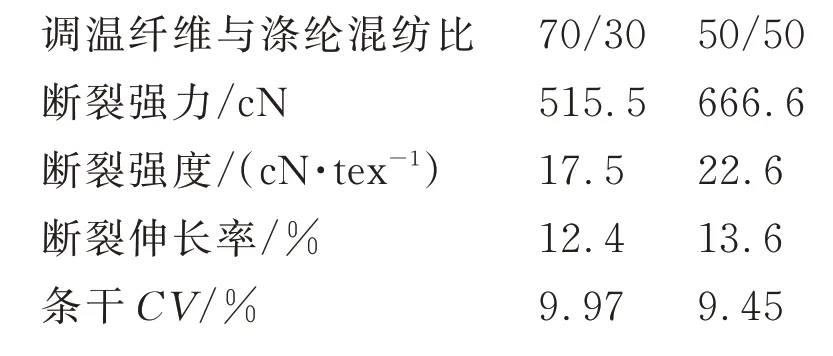
由以上可知,调温纤维混纺纱线条干较好,但随着调温纤维含量的增加,纱线的断裂强度和断裂伸长率下降,这是由于调温纤维的断裂强度小于涤纶。当调温纤维含量为70%时,混纺纱的断裂强度降至17.5 c N/tex,可以满足织物开发需求。
2.2 纱线调温性能测试分析
按照GB/T 19466.3—2004《塑料 差示扫描量热法(DSC) 第3部分:熔融和结晶温度及热焓的测定》标准,采用差示扫描量热仪测试调温纤维以及混纺纱线的DSC曲线,温度区间为-10℃~60℃,升降温速率为5℃/min,平衡时间为5 min,惰性气体为高纯氮气。调温纤维、调温纤维/涤纶50/50、调温纤维/涤纶70/30混纺纱线的DSC曲线分别见图3、图4、图5。
由图3、图4、图5可以看出,2种不同混纺比纱线的DSC曲线与调温纤维DSC曲线变化趋势基本一致,在升温和降温过程中均出现了明显的熔融峰和结晶峰,说明纱线在一定的温度调节范围内均具有调温功能。同时,相对于调温纤维2种混纺纱线的结晶焓值分别下降49.2%和34.1%,与涤纶含量50%和30%接近。调温纤维/涤纶70/30混纺纱线的熔融焓值、结晶焓值比调温纤维/涤纶50/50混纺纱线大,说明调温纤维比例越大,纱线的调温性能提升空间越大。

图3 调温纤维DSC曲线
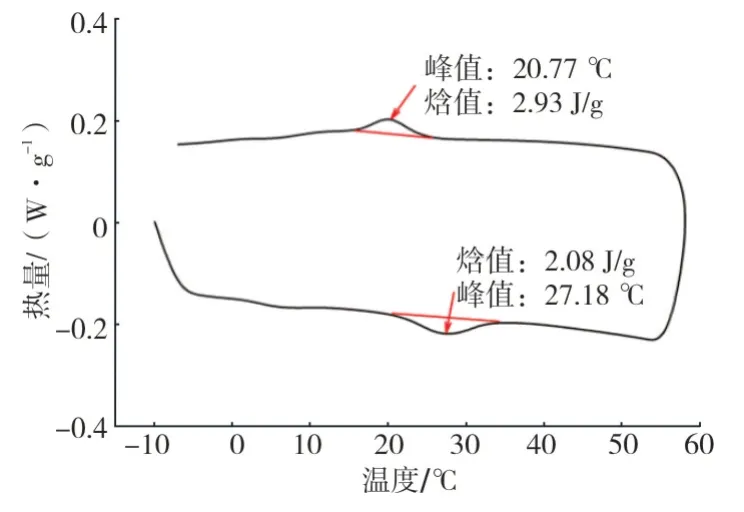
图4 调温纤维/涤纶50/50纱线DSC曲线
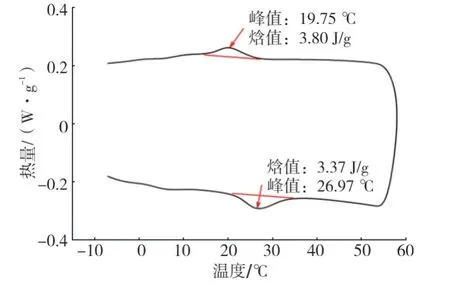
图5 调温纤维/涤纶70/30纱线DSC曲线
3 织物组织结构与调温性能试验
3.1 样品准备与测试
采用SGA598型剑杆织样机织制不同组织结构的织物小样,经纬向均采用调温纤维/涤纶70/30 14.8 tex×2混纺纱线,经密252根/10 cm,纬密244根/10 cm,组织结构分别为平纹、二上一下斜纹和二上二下斜纹,测试分析组织结构对织物调温性能的影响[16]。
织物的DSC性能测试及分析方法与纱线相同,并按照T/CTES 1005—2017《纺织用相变调温微胶囊及其应用功能评价》标准中附录A相变调温织物性能检测方法,测试样品的动态升降温最高温度调控值;依据GB/T 5453—1997《纺织品织物透气性的测定》测定织物的透气性,依据GB/T 3820—1997《纺织品和纺织制品厚度的测定》测试织物厚度。
3.2 结果与讨论
3种不同组织结构织物的DSC曲线整体趋势基本一致,在升温和降温的过程中都出现了明显的熔融峰和结晶峰,表明3种织物在一定的温度调节范围内均具有调温功能。同时,3种织物的熔融焓值与结晶焓值差异很小,说明在熔融或结晶过程织物放热量或吸热量主要与相变材料含量有关,织物的组织结构对其影响较小。织物熔融焓值与结晶焓值、动态升降温最高温度调控值等测试结果见表1。

表1 织物的熔融结晶焓值及动态升降温最高温度调控值测试
从表1可以看出,3种不同组织结构织物的熔融或结晶焓值差异不大,但织物的动态升降温最高温度调控值差异很明显,这是由于不同组织结构织物的透气性和厚度不同导致的。织物的动态升降温最高温度调控值实际上是对比样(将所含的调温纤维替换为与其规格一致的普通粘胶纤维)与相变调温面料试样的温差的最大绝对值,其为同一时刻待测调温面料试样温度减去对比试样温度。本试验中,织物的温度变化主要受环境温度变化影响,而织物的传热能力是受纤维性能、纱线性能和织物结构综合影响,上述3种调温织物所用纱线及经纬密度相同,因此影响其热传递的因素主要是织物组织结构。一方面,当织物的组织结构由平纹变成二上一下斜纹、二上二下斜纹时,透气性越来越好,织物纱线间的孔隙加大,测试时织物卷起(标准规定测试时将织物均匀卷绕在温度传感器上)后所含静止空气增多,而空气的隔热性较纤维材料好,所以透气性越好的织物,其动态升降温最高温度调控值越大;另一方面,随着织物组织结构的变化,其厚度也发生相应改变,二上二下斜纹织物的厚度最大,而厚度大的织物热传递速率慢,也会导致二上二下斜纹织物的动态升降温最高温度调控值大于其他2种织物。
4 织物染整加工与调温性能试验
4.1 样品准备
用HS-12P型高温高压染色小样机对二上二下斜纹调温纤维涤纶混纺织物进行染色,采用涤粘混纺织物常用的两浴法染色工艺:一浴为分散染料染色,分散蓝染料质量分数(omf)0.5%,冰醋酸5 g/L,染色温度130℃,染色时间60 min,浴比1∶10;二浴为活性染料染色,活性艳蓝染料质量 分 数(omf)0.5%,元 明 粉40 g/L,碳 酸 钠40 g/L,染色温度60℃,染色时间90 min,浴比1∶10。
4.2 结果与讨论
经测试,织物染色前后的DSC曲线变化趋势基本一致,染色织物的熔融峰值为28.36℃,焓值3.34 J/g,结晶峰值为21.31℃,焓值4.16 J/g。织物染色前后的熔融和结晶焓值变化很小,表明织物调温性能未受到明显影响。染色织物表面平整、光洁,手感柔软,织物强力变化小(染色前织物断裂强力经向650 N、纬向630 N;染色后织物断裂强力经向642 N、纬向623 N)。经130℃(低于调温微胶囊壁材耐受温度160℃)染色处理,调温织物的调温、强力等性能变化不大。
5 结论
(1)相变调温纤维与涤纶混配后具有一定的调温效果,随着调温纤维含量的增加调温性能提升;当调温纤维含量在50%以下时,最高温度调控值较小,调温效果不明显;当调温纤维含量在50%以上时,最高温度调控值超过3℃,可满足调温类产品的标准要求。
(2)纺纱过程中调温纤维不会出现相变调温微胶囊破损现象,可纺性较好。混纺纱中调温纤维比例越大,纱线的调温性能越好。
(3)织物组织结构对制品熔融和结晶焓值影响很小,但对织物的动态升降温最大温度调控值影响较大,织物厚、透气性好的织物动态升降温最大温度调控值大。
(4)织物染色前后的调温性能差异不大,调温织物可采用常规涤纶粘胶混纺织物的染整工艺。