南芬选矿厂尾矿预富集工艺试验研究
2021-12-17康瑞芳张春田
康瑞芳 张春田
(1.辽宁冶金职业技术学院;2.本溪钢铁(集团)有限责任公司南芬选矿厂)
本钢南芬选矿厂隶属于本溪钢铁(集团)有限责任公司,是一所具有近百年历史的大型国有企业,位于辽宁省本溪市南25 km,距沈丹铁路南芬站2 km。南芬选矿厂于1915年开始筹建,1918年12月27日建成投产。
南芬选矿厂处理的矿石以磁铁矿石为主,采用三段一闭路破碎—三段阶段闭路磨矿—三段磁选—磁选柱精选—中矿浓缩再磨—高频振网筛自循环流程,拥有27个磨矿系列,粗碎为2台PX1400/170 mm液压旋回破碎机,中碎为4台φ2 100 mm标准型圆锥破碎机,细碎为16台φ1 650 mm短头型圆锥破碎机及3台H6800型液压圆锥破碎机。
为充分利用矿产资源,2009年9月南芬选矿厂增加了红矿工艺处理赤铁矿石,采用半自磨、弱磁、强磁、阴离子反浮选工艺流程。近年,由于处理露天矿北山部位难磨难选矿石比例增大,在2015年、2016年建成三段磨选工艺用于处理流程中筛上产品及磁选柱中矿,部分流程由振网筛自循环改造成阶段磨选加筛上再磨再选工艺,产品品位调整到67%以上,给炼铁工序生产运行创造良好条件。南芬选矿厂处理矿石来自南芬露天铁矿,属前震旦纪鞍山式沉积变质铁矿床,该矿生产的铁矿石低磷、低硫,有害元素极低。为探索尾矿回收再选工艺流程,对南芬选矿厂尾矿进行了预富集探索试验。
1 尾矿预富集磁场强度试验
对尾矿进行强磁预富集试验,以提高下道选别工序给矿品位,应抛尽抛,减少磨机给矿量,选用Slon-500型脉动高梯度强磁选机[1-2]。
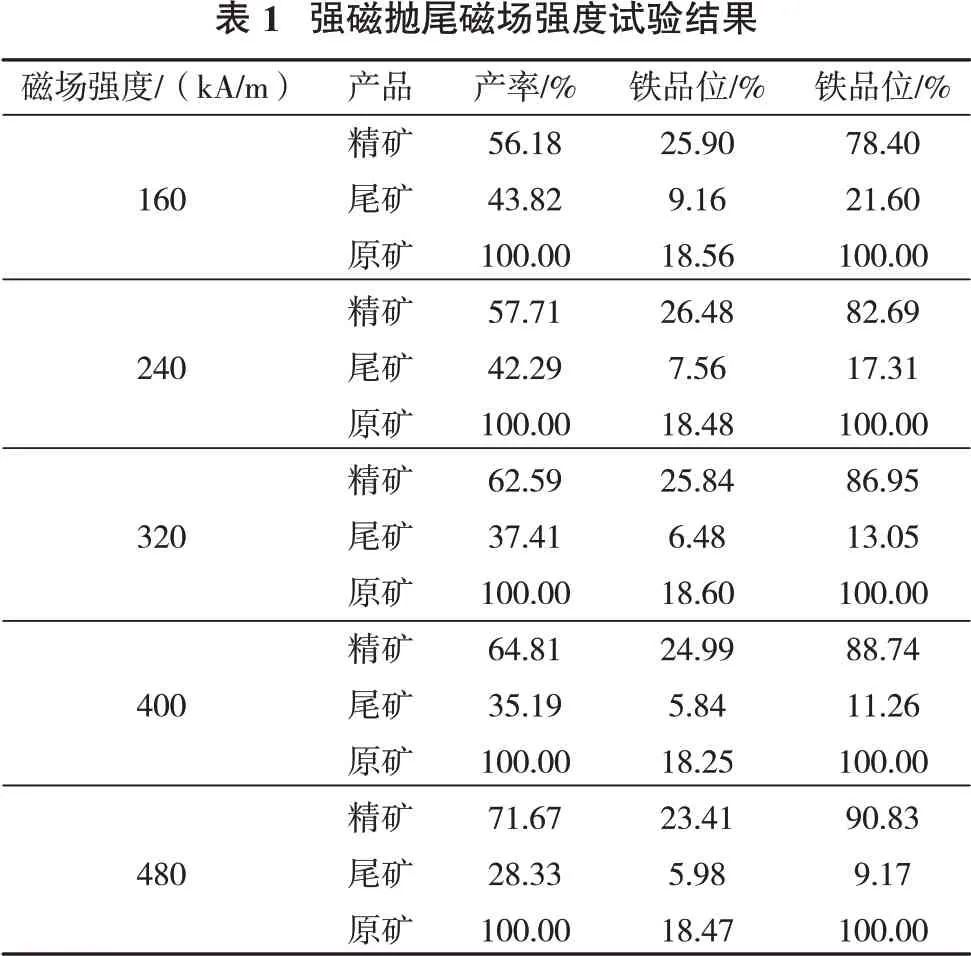
取5份烘干混匀试样,每份质量3 kg,背景磁场强度分别选择160,240,320,400,480 kA/m,试验冷却水压力0.15 MPa,给矿浓度30%,给矿量3 000 mL/min,强磁抛尾磁场强度试验结果见表1。
?
由表1可知,随着磁场强度的增加,精矿产率增加,精矿铁品位略有下降,铁回收率呈现较高的增加趋势,尾矿铁品位也随之降低[2];当磁场强度为400 kA/m时,磁选尾矿铁品位为5.84%,低于6.0%,此时对应精矿铁品位为24.99%,回收率为88.74%,尾矿抛出率为35.19%,达到了预富集铁试验的效果;综合考虑,确定预富集磁场强度为400 kA/m。
2 尾矿预富集精矿筛析试验
为更好地了解预富集后精矿产品的粒度组成以及铁元素在每个粒级的分布情况,方便后续对铁矿物地回收,对每个场强下的精矿进行粒度筛析试验,结果见表2~表6。

?
由表2可知,在磁场强度160 kA/m条件下的预富集精矿中+0.188 mm粒级产率最高,其次是-0.100+0.074 mm粒级,但全铁品位最高的是-0.100+0.074mm粒级,+0.045 mm粒级金属分布率为80.26%。
?
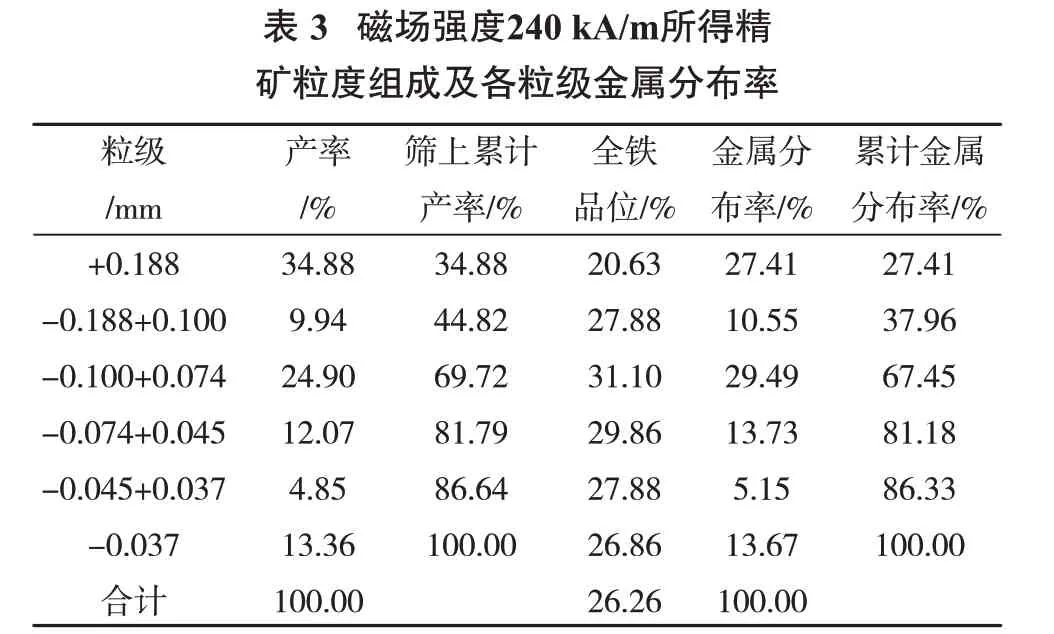
由表3可知,在磁场强度240 kA/m条件下的预富集精矿中产率最高的为+0.188 mm粒级,为34.88%,但其全铁品位最低,为20.63%;-0.100+0.074 mm粒级产率为24.90%,全铁含量为31.10%,金属占有率最高,相对表2结果而言,+0.037 mm粒级的金属占有率略有提高。
?
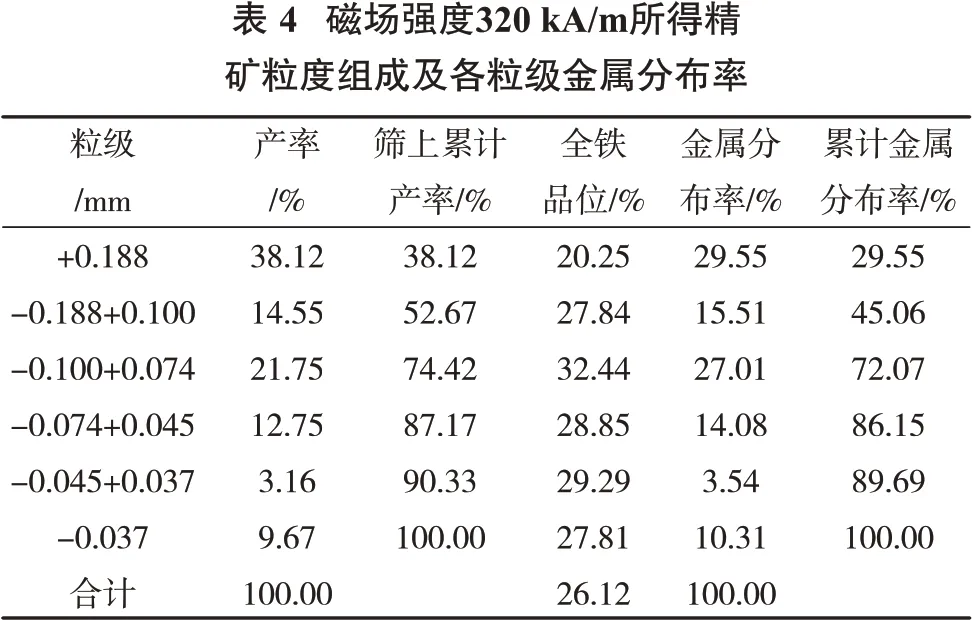
由表4可知,随着磁场强度的增加,预富集精矿中的粗粒级产率相对有所增加,而较细粒级产率有所下降;仍是+0.188 mm粒级产率最高,全铁含量最低;-0.100+0.074 mm粒级全铁含量最高,达32.44%,且+0.037 mm粒级金属占有率也有了明显提高。

?
由表5可知,随着磁场强度的增加,预富集精矿中细粒级颗粒得到了一定地回收,产率有所增加,依然是-0.100+0.074 mm粒级全铁含量最高,金属占有率也最高,最终精矿铁品位为25.53%,有所降低。

?
由表6可知,磁场强度进一步增加到480 kA/m,预富集精矿中各个粒级产率变化略有增大,但各个粒级的全铁含量却有下降,说明磁场强度的增加,造成一些贫连生体或石英夹杂进入到精矿中,造成精矿铁品位下降,最终精矿铁品位为24.99%。
综上对比各个不同磁场强度下精矿筛析结果表明,随着磁场强度的增加,回收的铁矿物颗粒越来越多,并呈现粗颗粒先被回收,再增加磁场强度,细颗粒被回收的几率增加;当增加到一定场强(>400 kA/m)贫连生体或石英杂质也会被选入,造成铁品位下降;综合选别指标及对样品的要求,确定预富集磁场强度400 kA/m为宜[3]。
在磁场强度为400 kA/m、给矿浓度约30%、给矿量约3 000 mL/min,对所取尾矿样品进行全部预选,所得精矿进行过滤、烘干、混匀、缩分、制备化验分析样和试验用样。
3 预富集精矿多元素与铁物相分析
为查清预富集精矿的有价组分和可回收矿物,进行化学多元素及铁物相分析[4-5],结果见表7、表8。
由表7可知,预富集后的精矿全铁含量为25.01%,SiO2含量为54.85%。

?

?
由表8可知,预富集后精矿中的主要铁矿物为赤(褐)铁矿、磁铁矿以及少量的碳酸铁、硅酸铁和硫化铁,其中磁铁矿可以通过弱磁选法回收,磁铁矿中铁由于粒度微细、与脉石交生关系较为复杂,即使通过细磨也仍将存在部分与脉石以连生体的形式进入弱磁精矿中,这也将成为影响弱磁铁精矿品位的主要因素。此外,部分磁铁矿因发生假象赤铁矿化,磨矿后视氧化程度和解离状况的不同会进入弱磁精矿或尾矿。
预富集精矿铁的赋存形式主要有2种:一是以磁铁矿的形式存在,分布率达29.49%,即为采用弱磁选工艺分选矿石中铁矿物时铁的最大理论回收率;二是以赤(褐)铁矿形式产出的高价氧化铁,分布率为36.88%,以这种形式存在的铁在弱磁选过程中绝大部分将会排入尾矿中,建议赤(褐)铁矿可通过强磁选+浮选法进行回收。此外,还有少量铁赋存于碳酸盐和硅酸盐矿物中,分布率分别为9.80%和16.19%。其中磁铁矿可以通过弱磁选法回收,赤(褐)铁矿可以通过强磁选+浮选法进行回收。
4 结 语
(1)南芬选矿厂尾矿随着预富集磁场强度的增加,精矿产率和金属回收率显著提高,精矿及尾矿品位相对下降,最终确定磁场强度为400 kA/m,此时精矿全铁品位为24.99%,铁回收率为88.74%,尾矿铁品位为5.84%。
(2)预富集后精矿多元素分析及铁物相分析结果表明,主要可回收铁矿物为磁铁矿和赤(褐)铁矿,铁占有率分别为29.49%和36.88%,碳酸铁和硅酸铁中铁占有率分别为9.80%和16.19%。其中磁铁矿可以通过弱磁选法回收,赤(褐)铁矿可通过强磁选+浮选法进行回收。
(3)预富集精矿的单体解离度分析结果表明,尾矿中的铁矿物单体解离度低,需进行细磨。
