马钢张庄矿选矿厂粗砂捞砂效益提升研究
2021-12-17张晓伟吴红王琦潘猛
张晓伟 吴红 王琦 潘猛
(安徽马钢张庄矿业有限责任公司)
马钢张庄矿采用特殊无尾矿库运营模式,随着智能化建设带来的产能提升,采充平衡压力日渐突显。近年来,技术人员通过调整前道工序湿抛磁选机给矿浓度、工作间隙,降低磁场强度等参数实现了给料最优状态,又通过摸索直线振动筛筛孔孔径,改变筛网材质等手段将直线振动筛进行了一系列的优化改造[1],已将现有直线振动筛性能发挥到极限,但粗砂产率仅提升约2.4个百分点,故进行了直线振动筛设备升级试验研究,包括市场选型及对比验证等,以期提升尾矿捞砂上限。
1 张庄选厂捞砂工艺流程简介
马钢矿业张庄矿选矿厂磨选工序中,-3.15 mm合格粒径矿石在经磨前湿式预选后,粗精矿产品进入分级—阶段磨矿—磁选工艺,粗尾矿产品则经旋流器进行分级,旋流器沉砂进入脱水筛进行脱水作业,经0.3 mm直线振动筛脱水后,筛上产品粗砂作为建材外销,筛下产品与旋流器溢流一起混入总尾进入尾矿浓缩大井。捞砂工艺流程见图1。

2 直线振动筛工作原理及使用现状
直线振动筛工作时通过筛箱两边的偏离重心轴系统给予动力使筛箱振动,偏心轴系统方向同步运转,进而在转动瞬间,两组偏心质量产生的离心力偏差使沿振动方向的分力总是在平行方向叠加,而在其垂直方向,离心力的分力总是相互抵消,通过此运动形成单一的沿振动方向的激振力,促使筛箱做来回直线运动;直线振动筛筛箱的运动轨迹和水平线之间成45°夹角,振动筛箱体由4组支承装置支承,在激振作用下,筛箱的振动使筛面上的物料作连续斜向上抛起和下落,物料在抛起过程中进行松散和分层,下落时与筛面相碰撞,细小颗粒透过筛网完成分级、脱水、脱泥和脱介作业[2-3]。
现湿抛尾矿捞砂所用的直线筛为鞍山矿达生产的ZK1848AT型直线振动脱水筛,其属老旧型设计,现场更换筛板等备件难度大、生产停机时间长。该直线筛整体采用水平设计,与地面无负倾角,易造成筛上物料堆积,筛网利用率低,脱水效果较差、筛上物料水分较高;该直线筛筛网原先采用不锈钢材质,后期使用了耐磨性更好的聚氨酯材质,但存在聚氨酯的侧压板与筛网匹配度不高的问题,现场部分侧压板与筛网的连接处存在缝隙,造成筛上物漏料的现象。该直线筛在正常运行过程中振动幅度较大,且与地面产生轻微的共振现象【4】,长时间使用容易损伤主厂房二层平台地面,存在一定的安全隐患。
3 新型高频直线筛选型依据和设备优势
选矿厂粗粒尾矿脱水(中砂)使用的2台振动筛为海王ZKJ型直线筛,现场使用筛网不堵塞、磨损小,脱水效果较好。通过对尾矿样品粒级、固体量、比重及浓度等分析,根据物料平衡计算(表1、表2),相关设备选型方案见表3。

?

?
由表1、表2可知,脱水筛入筛固体量60 t/h,故选择ZKJ1845型脱水筛1台,单台脱水筛固体处理量为50~70 t/h。

?
ZKJ1845型直线筛采用高频振动,筛面倾角设计推动筛上物料连续排放,单位面积处理量大,筛网采用耐磨柔性聚氨酯材料,筛板开孔率高,脱水效果好,使用寿命长,采用橡胶减震弹簧支撑,噪音小,设备动负荷小,不会产生剧烈振动。
4 新尾矿筛调试
经前期项目可行性研究及设备选型,2020年10—11月将原3#尾矿筛更换为ZKJ1845型高频直线筛(图2),随即进入生产调试期(图3)。

生产调试完成后,因原参数参照中砂脱水筛参数,故存在筛上物水分大、产量少的问题。经技术勘察计算,筛面挡水板向后调整2个筛网间距,并适时增加1个挡水板,适当降低调整振幅,增加物料在筛面上的停留时间,从而保证脱水效果[5],并将湿抛尾矿所用的旋流器沉砂嘴直径从70 mm改为80 mm,解决了水分过大、产量小的问题。
5 产品粒级分析及水分跟踪
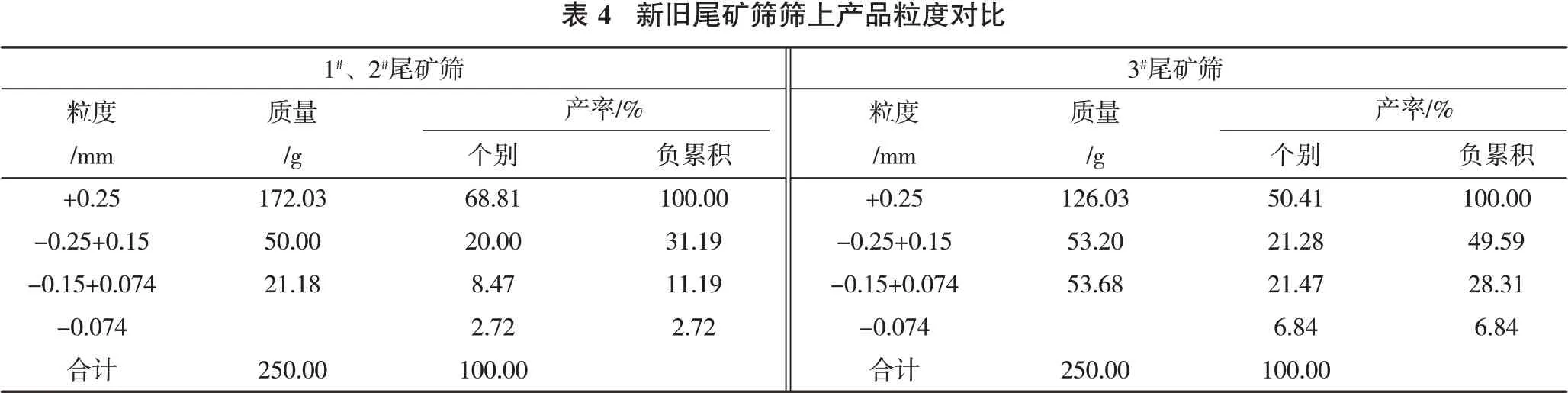
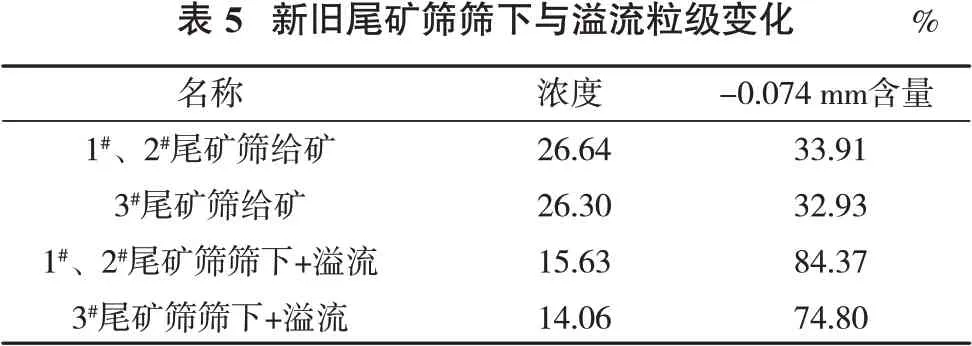
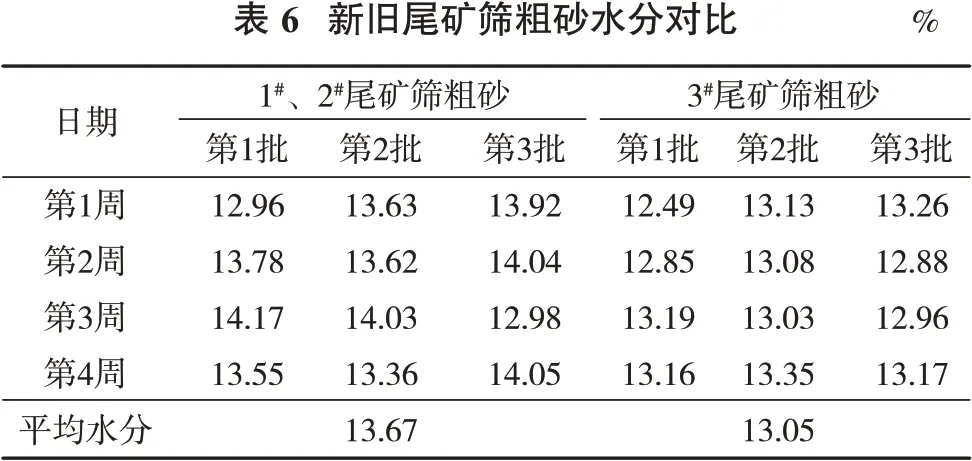
生产稳定后对粗砂系统进行了一系列取样,在系统给矿浓细度一致的情况下,分别对新尾矿筛(3#)和旧尾矿筛(1#、2#)筛上产品粗砂粒度进行筛析,粗砂产品粒度变化见表4。对进入浓缩大井的尾矿筛筛下和旋流器溢流粒度进行筛析,结果见表5。从设备安装调试开始,对3#尾矿筛进行为期1个月的水分跟踪,多批次取样检测粗砂水分,新旧尾矿筛产品水分对比结果见表6。
?
?
由表4、表5可知,1#、2#尾矿筛粗砂中+0.25mm粗粒级占比68.81%,-0.074mm细粒级占比2.72%;3#尾矿筛粗砂中粗粒级占比50.41%,细粒级占比6.84%,粗粒级下降明显、细粒级增加明显;尾矿筛筛下和旋流器溢流进入浓缩大井部分的细粒级含量明显降低。
?
由表6可知,1#、2#尾矿筛筛上产品粗砂水分平均值为13.67%,3#尾矿筛筛上产品粗砂水分平均值为13.05%;经调整挡水板、振幅、沉砂嘴后,粗砂水分明显降低,目前水分稳定在13.05%左右,相比更换前皮带带料效果有较大改善,皮带使用寿命延长[6-8],满足了产品外运需求。
6 粗砂产量测算
保持磨选Z1皮带给料量230 t/h不变,只开启Z1-1#、2#、4#、5#、6#选别系统,用编号Ⅰ表示,统计14#粗砂皮带1 h运载量,再开启Z1-(1#~6#)选别系统作为对比,其中3#选别系统已更换新尾矿筛,用编号Ⅱ表示,统计14#粗砂皮带1 h运载量,每日进行2次统计,共统计3 d,每日平均运载值见表7。

?
由表7可知,原尾矿筛台时量为9.3 t/h,更换后可达到9.77 t/h,即新尾矿筛比旧尾矿筛台时量增加0.47 t/h,换算为作业产率即提高约5个百分点,效益提升明显[9-11]。
7 经济效益分析
由新旧尾矿筛各项数据对比可知,新尾矿筛产品水分降低明显,单台粗砂作业产率直接增加约5%,因目前只更换了1台,仅从提高捞砂产量考虑并结合当前粗砂市场售价,仅1台新尾矿筛年创效可达25万元。同时,多生产的粗砂可节约充填费达14万元/a,累计增效达39万元/a,经济效益显著[12-14]。
8 结 语
张庄矿通过对选矿厂粗砂生产效益提升攻关研究,磨前预选湿抛捞砂作业中的粗砂作业产率提高了5个百分点,依照“能收早收、能抛早抛”的选矿原则,及时抛去脉石矿物,不仅可减轻磨矿负荷、降低磨选成本、提高磨选产能,同时降低了湿尾矿产率,减小了环保压力,增加了建材产量,降本增效作用明显,综合效益显著。
