浅谈三辊卷板机加工圆筒时出现扭斜的处理方法
2021-12-09王秋实张野马驰张强徐进
王秋实 张野 马驰 张强 徐进
摘要: 目前,公知的三辊卷板机加工圆筒过程中出现圆筒端口错边扭斜的处理方法,一般都是调整圆筒的位置改变整体板材的受力方向而两边辊依旧水平施力使圆筒的错边扭斜现象消除。三辊卷板机圆筒错边扭斜处理的技术方法,不调整板材位置通过调整两下辊的施力方向起到一个约束扭转的作用,该方法不需要起重机配合,调整圆筒的错边量有数据可依安全可靠同时可以随时对圆筒的错边现象进行调整。
Abstract: At present, the well-known three-roll roll coil processing cylinder process appears in the wrong side of the cylinder port twisting treatment method, generally adjust the position of the cylinder to change the force direction of the overall plate and both sides of the roller still horizontal force so that the wrong edge twisting phenomenon of the cylinder eliminated. Three-roll roll roller wrong edge twisting treatment of the technical method, do not adjust the position of the plate by adjusting the force direction of the two rollers to play a role in constraining the twist, this method does not need a crane to cooperate, adjust the wrong edge amount of the cylinder data can be safe and reliable at the same time can be adjusted at any time the wrong edge phenomenon of the cylinder.
关键词: 三辊卷板机;圆筒加工;圆筒扭斜;约束扭转
Key words: three-roll coil machine;cylinder processing;cylinder twisting;constraint twisting
中图分类号:U673.38 文献标识码:A 文章编号:1674-957X(2021)23-0062-02
1 三辊卷板机结构
三辊卷板机有对称式和非对称式,本此实验主要是对称式三辊卷板机。其三个工作辊对称分布,两下辊为主动驱动辊,同时两下辊可上下垂直运动同时两下辊的四个点也可以单独上下垂直运动。上辊为固定辊无驱动也不可以做上下垂直运动。工作时两下辊上升使上辊下压板材,使板材发生塑性弯曲变形,通过下辊的运动带动板材卷制。
2 三辊卷板机加工圆筒出现扭斜的原因
在切割过程中因为板材的受热变形影响切割后的板材精度,在压头过程中因为油压机压力的不均匀会出现加工前的板材压头位置处圆弧有一定的偏差,在板材的对中过程中无法做到使板材绝对的对中,同时在加工过程中因为板材内部存在应力板材来回反复加载行车等等不可控因素,当板材要成圆筒形时,会经常出现板材两端扭斜现象。
3 三辊卷板机圆筒扭斜状态的板材受力分析
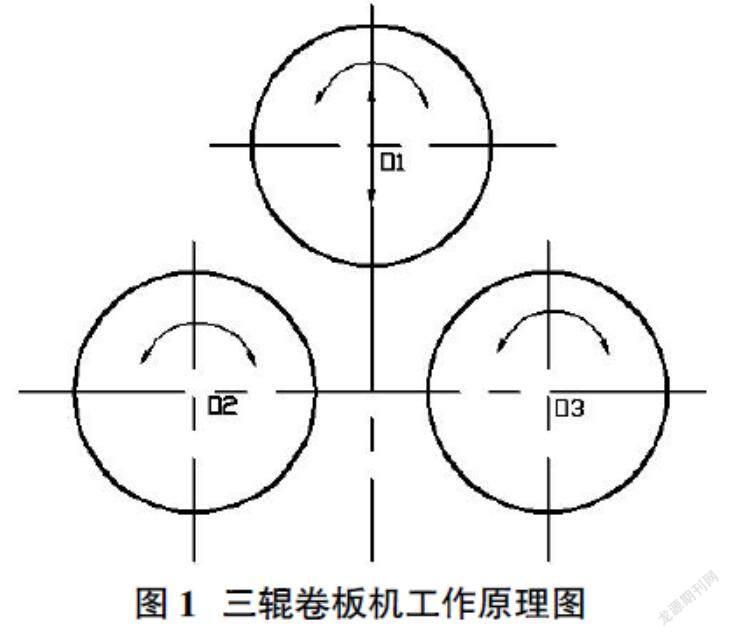
三辊卷板机卷制的板材出现扭斜状态,主要的原因是板材运动的轨迹没有与卷板机的工作辊垂直,导致板材受力弯曲变形后圆筒两边出现扭斜。若板材有纵向对称面,且横向力作用于该对称面内,则板材只可能在纵向对称面内发生弯曲,不会有扭转变形。如果横向力作用平面不是纵向对称面,板材除弯曲变形外,还将发生扭转变形。如图2,X为板材绝对对中时板材的横向对称面,Y为板材对中时的纵向对称面,Z为卷板机上辊对板材的施力方向垂直板材,GN为板材扭斜状态下的横向对称面,IJ为板材扭斜状态下的纵向对称面,DE(M)为板材辊制成圆筒时圆筒的扭斜量。
由图2圆筒扭斜状态下的几何简图,可以得出板材扭斜的几何关系。
经过B点做一条平行于Y轴(LK)的平行线与CD的延迟线相交于E点,F點为BE与X轴的交点。ABCD分别为板材的四个点,假设板材无切割误差板材为长方形ABCD四个点都为直角。由图2可知板材扭斜的角度为∠EBD,EBD为直角三角形可以得出∠EBD=arctanDE/BD
由图2可知,△GOH和△FHB都为直角三角形,根据几何关系可以得出∠GHO和∠FHB为对角,所以∠GHO=∠FHB。又因为△GOH和△FHB都为直角三角形∠GHO=∠FHB,所以∠GOH=∠FBH。同理根基几何关系可以得出∠GOH=∠IOL=∠KOJ。根据几何关系得出板材自由翘曲转角为arctanDE/BD。因为板材有纵向弯曲的同时还存在着横向弯曲,所以导致板材成圆筒后出现扭斜的现象。
可以把要加工的圆筒受力分析,假设为开口薄壁梁。符拉索夫依照自由扭转的变形特点创建了开口薄壁梁约束扭转的经典理论,在梁受力变形的过程中,横截面在自身平面内的形状保持不变,但沿梁的轴向方向可以发生翘曲变形,在梁中面上的剪应变为零。横截面的总转角由自由翘曲转角和约束剪切转角这两者组成。自由翘曲转角仅产生翘曲变形,可以看成相应扭矩作用的结果;约束剪切转角仅产生剪切变形而不发生翘曲变形,将其看成是二次扭矩作用的结果。
开口薄壁梁在偏心荷载作用下发生弯扭耦合,除了发生弯曲变形,通常情况下也存在扭转变形问题。对于横向偏心荷载作用,当荷载作用线不通过剪切中心时,横向偏心荷载会产生附加的扭矩荷载。
4 圆筒扭斜状态的处理方法
目前,公知的三辊卷板机加工圆筒过程中出现圆筒端口错边扭斜的处理方法,一般都是调整圆筒的位置改变整体板材的受力方向而两边辊依旧水平施力使圆筒的错边扭斜现象消除。当圆筒直径和厚度比较小时可以用人力调整圆筒,但是如果出现圆筒直径和厚度特别大,那就只好用起重机进行配合吊运调整,在调整过程中无数据可依靠大多数靠工人的经验,此方法无法一次准确的调整好板材的受力方向,需要不断的进行调整,费时费力而且存在一定的危险。同时因为板材已经成扭斜的圆筒状,调整好板材后卷板机加载过程中因为受力的不均为板材位置还会恢复到原来的扭斜状态。
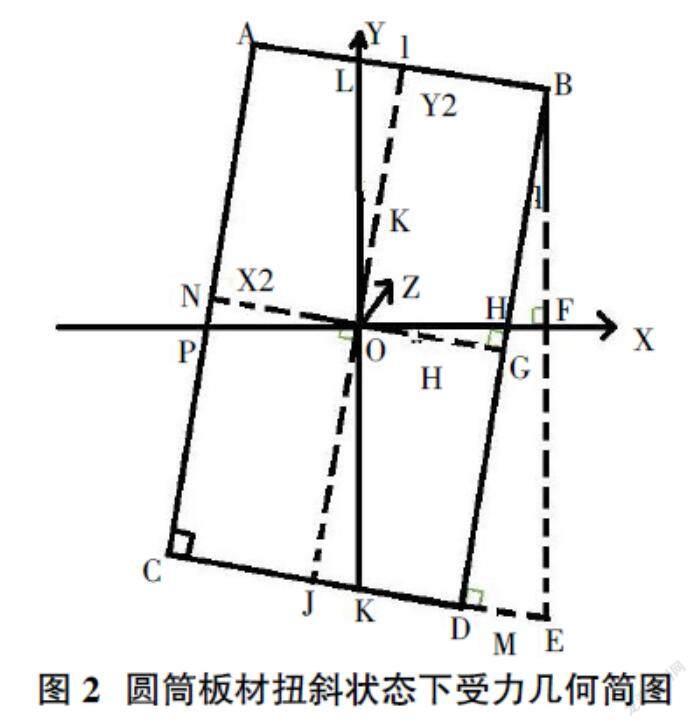
根据三辊卷板机的结构特点,提出通过调整两下辊的施力方向,改变圆筒的受力方法,同时卷板机圆筒的合力方向不变,使横向力作用在纵向对称面上,使板材只有纵向弯曲,从而达到消除扭转力消除圆筒错边扭斜现象。
在扭转的作用下,所有的薄壁梁都会产生翘曲,这意味着截面不再是一个平面。如图3所示,F1和F2为板材产生扭转的力,F3和F4为通过调整两下辊的高度产生的外力,大小与F1F2相同方向相反,主要目的起到消除横向弯曲力F1和F2出现的扭转现象。
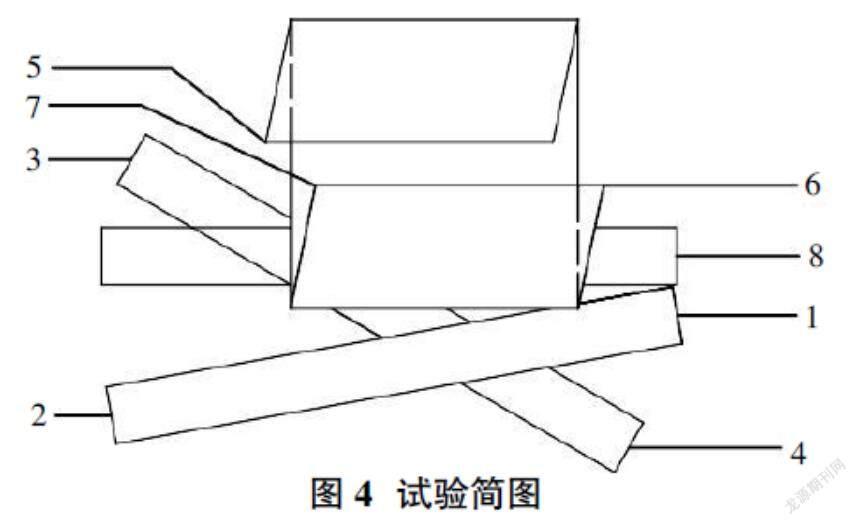
5 试验及结果
本次试验采用如图4所示,1下辊A升降右点位,2下辊A升降左点位,3下辊B升降左点位,4下辊B升降右点位,5圆筒错边A,6圆筒错边B,7圆筒错边C,8卷板机上辊。
三辊卷板机滚圆时发现圆筒两端头(5)(6)(7)发现了错边,需要消除圆筒两端头的错边。记录左下辊(1)下辊(2)当前的高度值(350/350),记录右下辊(3)下辊(4)的高度值(350/350)。然后将两下辊卸载压力到与上辊(8)出现间隙。因为两个下辊(1)(2)(3)(4)点位都可以独立升降。测量圆筒两端口(5)和(7)的错边量数值为A。之后调整左下辊(1)的高度值为350+A,左下辊(2)的高度值为350-A。调整右下辊(3)的高度值为350+A,右下辊(4)的高度值为350-A。之后在观察圆筒两端口(5)(7)是否出现错边,如果圆筒两端口(5)和(7)依旧错边,可以对左下辊(1)和右下辊(3)高度值进行调整,直到调整到圆筒(5)和(7)没有错边现象。记录好左下辊(1)(2)和右下辊(3)(4)两点位的高度差保持高度差。上辊(8)转动,之后同时加载左右两辊使(1)(2)(3)(4)加载数值相同,不断观察圆筒两端(5)和(7)是否有错边,可以在上辊(8)转动的过程中进行微調。不断地调整直到圆筒不在存在扭斜状态。
通过试验,可以得知根据圆筒的扭斜情况分别调整两下辊可以消除圆筒扭斜的现象。两下辊倾斜产生的力,分解后一部分产生弯曲力另一部分消除圆筒的剪切力,与圆筒受到的横向弯曲力大小相等方向相反达到了力的平衡。
6 结论
三辊卷板机滚圆筒时,板材出现扭斜通过调整两下辊位移量消除扭斜的技术方法调整一个下辊的单边的高度再调整另一个下辊相同的高度,使两个下辊在平面上形成一个交叉,改变自由翘曲转角不在使圆筒产生翘曲变形对板材的翘曲起到一个约束的作用,使横向弯曲的通过改变圆筒局部的受力方向可以达到消除圆筒扭斜的现象,有数据可以依靠,可以随时调整,不需要外力调整圆筒只调整三辊卷板机的两个下辊位移量就可以消除圆筒扭斜现象。
参考文献:
[1]甄诚,郭瑞峰,郭永平.对称三辊卷板机上辊挠度补偿计算与受力分析[J].机械研究与应用,2015,28(01):52-54.
[2]陈勇.考虑剪切变形影响的开口薄壁梁约束扭转研究[D].长沙理工大学,2015.
[3]王兆强,赵金城.开口薄壁梁的扭转理论与应用[J].力学学报,2011,43(05):963-967.