某高压井口装置平板阀开裂的原因
2021-12-08张耀明杜志杰匡生平张春婉邹光贵史盈鸽
张耀明, 杜志杰, 匡生平, 张春婉, 邹光贵, 史盈鸽
(1.中国石油塔里木油田分公司, 库尔勒 841000; 2.西安摩尔石油工程实验室股份有限公司, 西安 710065)
平板阀是高压井口装置的重要组成部分,阀板与阀杆之间的螺母通过T型槽挂接,阀板与阀座之间采用硬密封,以保证其在恶劣工况下的密封性[1]。阀体和阀座不需要进行熔覆密封,只需借助某种热源,将具有特殊性能的合金材料熔覆在阀门密封面,就可以得到具有耐磨损、耐腐蚀、硬度高、抗刮伤、耐高温等特殊性能的阀门,使其恢复原有形状、尺寸[2]。
某油井平板阀回收后经检验发现,阀板发生开裂,该平板阀从供井使用到回收共服役60 d,其型号为KQ78/65-105 EE,额定工作压力为105 MPa,温度级别为P.U(-29~121℃),材料等级为EE级,规范级别为PSL3 ,性能级别为PR1。该平板阀熔覆层采用等离子喷焊工艺制备,填充金属为Ni60合金。焊前清除平板阀待焊表面的油污、水锈等,在700~800 ℃预热1 h,焊后经700~800 ℃保温1~2 h,之后随炉冷却。为查出该平板阀的开裂原因,笔者进行了一系列的理化检验与分析。
1 理化检验
1.1 宏观观察
开裂平板阀长为262 mm,宽度为118.18 mm,通孔直径为78.3 mm。对平板阀表面进行渗透探伤,如图1所示,平板阀中部存在裂纹,裂纹长度为65 mm,距通孔约40 mm,且裂纹位于圆形压痕区域内,压痕是服役过程中阀板和阀座之间的挤压摩擦造成的。

图1 平板阀表面渗透探伤后的宏观形貌Fig.1 Macro mophology of flat valve surface afterpenetrant inspection
1.2 化学成分分析
在平板阀基体部位取样,采用ARL-3460型直读光谱仪进行化学成分分析,结果见表1。由表1可知,平板阀的化学成分满足API SPEC 6A-2010《井口装置和采油树设备规范》标准要求。

表1 平板阀基体的化学成分Tab.1 Chemical compositions of substrate of flat valve
在平板阀敷焊层部位取样,对其进行能谱分析,结果见表2。由表2可知,敷焊层主要含镍、铁、铬、硼等元素。

表2 平板阀敷焊层的能谱分析结果Tab.2 Energy spectrum analysis results of weldinglayer of flat valve %
1.3 力学性能试验
在平板阀基体处取棒状试样进行拉伸性能测试,试样标距内直径为12.5 mm,试验温度为室温,试验结果见表3。由表3可知,该平板阀基体的抗拉强度、屈服强度低于API SPEC 6A-2010标准要求的下限值,断后伸长率满足API SPEC 6A-2010标准要求。

表3 拉伸试验结果Tab.3 Tensile test results
在基体上取纵向夏比冲击试样,试样尺寸为10 mm×10 mm×55 mm,沿壁厚方向开V型缺口,试验温度为-29 ℃,试验结果见表4。由表4可知,平板阀的冲击吸收功满足API SPEC 6A-2010标准要求。

表4 冲击试验结果Tab.4 Impact test result
维氏硬度试验采用高度为15 mm的硬度块进行,试验结果见表5。由表5可知,平板阀基体和热影响区的硬度均低于API SPEC 6A-2010标准要求。

表5 维氏硬度试验结果Tab.5 Vickers hardness test results
1.4 金相检验
1.4.1 显微组织观察
如图2a)所示,平板阀基体的显微组织为马氏体,对其进行非金属夹杂物评级和晶粒度评级,结果见表6。如图2b)所示,平板阀敷焊层显微组织中白色区域为奥氏体相,灰色区域为弥散相,黑色区域为析出的硬质相。对各相进行显微硬度测试,白色相显微硬度为493 HV0.01,黑色相显微硬度为1 783 HV0.01,灰色相显微硬度为1 122 HV0.01,该敷焊层的析出相硬度极高,这些硬质析出相为(Cr,Fe)23C6,Ni3B等[3]。如图2c)所示,热影响区组织颜色较暗。
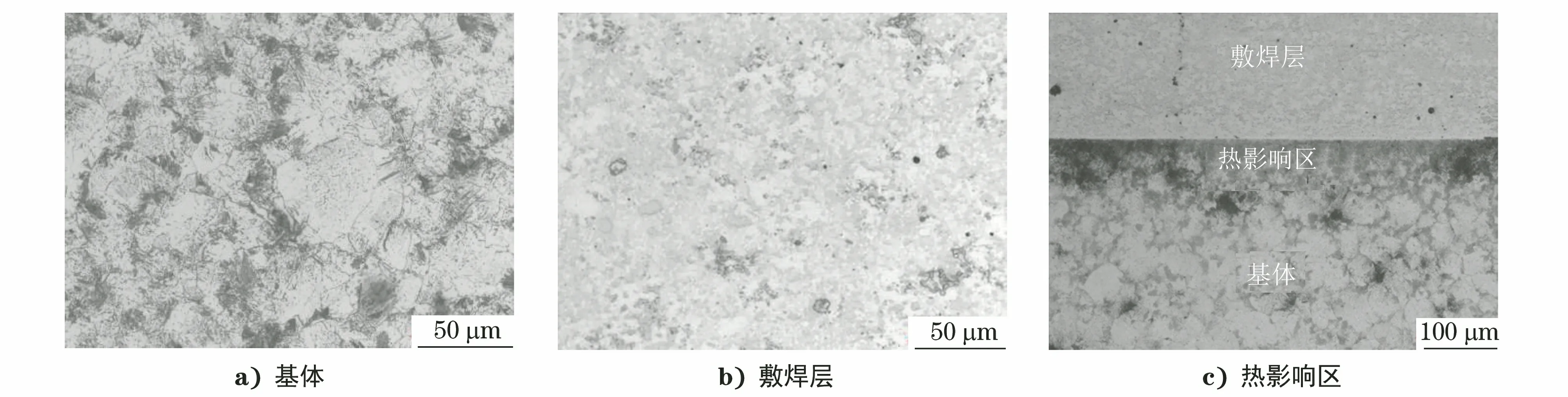
图2 平板阀基体、敷焊层和热影响区的显微组织形貌Fig.2 Microstructure mophology of substrate a), welding layer b) and heat affected zone c) of flat valve

表6 平板阀基体中非金属夹杂物的评级及晶粒度Tab.6 Rating and grain size of non-metallic inclusions ofsubstrate of flat valve
1.4.2 敷焊层与基体界面处的缺陷检验
在平板阀敷焊层与基体结合面处取样,在金相显微镜下观察发现,结合面处存在气孔缺陷,如图3所示。
1.4.3 敷焊层裂纹检验
如图4所示,敷焊层裂纹起源于结合面气孔处,裂纹贯穿整个敷焊层。经测量,平板阀敷焊层厚度为0.8 mm。
1.5 扫描电镜分析
如图5所示,沿敷焊层裂纹进行机械打开,在扫描电镜(SEM)观察下发现,其SEM形貌具有解理特征。敷焊层与基体结合面存在分层和气孔,如图6所示。

图5 敷焊层开裂面的SEM形貌Fig.5 SEM morphology of cracked surface of welding layer
2 分析及讨论
根据上述试验结果可知,平板阀敷焊层存在裂纹,平板阀敷焊层与基体界面处存在分层和气孔。敷焊层裂纹起源于基体和敷焊层界面处的气孔,裂纹贯穿整个敷焊层。敷焊层的开裂面微观形貌均呈解理特征。
平板阀敷焊层为镍基合金,基体材料为1Cr13不锈钢,两种材料的线膨胀系数和弹性模量等参数均不同。喷涂结束至冷却过程中,当敷焊层由高温冷却至常温时,敷焊层与基体的线膨胀系数不同而产生较大的失配应变[4],导致敷焊层产生残余拉应力,这是造成敷焊层与基体开裂的主要原因。敷焊之前对基体进行预热处理,可以减小敷焊层与基体之间的热应力,进而减小敷焊层的残余拉应力。
根据金相检验结果可知,该平板阀敷焊层裂纹起源于敷焊层与基体界面的气孔。在服役过程中,高速气流通过阀门时,流场发生变化,气流不稳定,导致阀门产生振动,阀板与阀座频繁撞击,导致敷焊层与基体界面气孔、分层处产生裂纹。
平板阀敷焊层硬度较高,且局部存在硬质相,在外力作用下,敷焊层内各组织的应变协调性较差,韧性较差,裂纹在敷焊层内扩展阻力较小,这也是敷焊层脆性开裂的原因之一。
平板阀基体组织为马氏体,晶界处有较多的碳化物析出,在敷焊过程中受热使强度下降,这也是该阀板基体的抗拉强度、屈服强度、硬度均不满足标准要求的原因。
综上所述,推测该平板阀开裂的主要原因是:平板阀敷焊层与基体界面存在分层和气孔,服役过程中,阀门存在振动,与阀座频繁撞击,导致敷焊层与基体界面的气孔处产生裂纹,然后裂纹扩展直至穿透整个敷焊层。敷焊层硬度高、韧性差也是开裂平板阀的主要原因。
3 结论
平板阀基体的抗拉强度、屈服强度、硬度均不满足标准要求。平板阀敷焊层出现开裂,其开裂机理为脆性开裂,主要原因是:敷焊层硬度高、韧性差;平板阀敷焊层与基体界面处存在气孔和分层,服役过程中,阀门存在振动,与阀座频繁撞击,导致敷焊层结合面气孔部位产生裂纹,然后裂纹扩展直至穿透整个敷焊层而开裂。
