摆动式钻模夹具
2021-12-06万鹏曲太旭
万鹏 曲太旭

摘要:摆动式夹具是为本零件的工序加工而设计制造的,在产品相对稳定、批量较大的生产中使用,在生产过程中它能有效地降低工作时的劳动强度、提高劳动生产率、并获得较高的加工精度,其缺点在于专用夹具的使用灵活性低,生产成本较高。
最终选择摆动式夹具可实现一次装夹分两步将零件按所需要求加工完成,一次装夹既避免了多次装夹所带来的重复定位误差,同时也节约了大量的装夹时间,大大提高了加工生产的效率。
关键词:专用夹具,钻模,螺旋夹紧。
1.引言:
在批量生产中,设计专用夹具主要为了保证加工精度、提高生产效率、降低成本、减少人工劳动强度。本夹具用于钻对称的两斜面螺孔以及台阶面,主要对零件进行分析,了解零件的工位、工步、功能、特点、材料、生产类型及所需的技术要求,将分析的结果利用六點定位原理确定定位方案、选择合适的对刀、导向元件,对夹紧装置选择、对工件刀具间的切削力进行计算、校核夹具的强度,最后确定夹具体的形式和夹具总体结构。
2.零件的工艺分析
2.1 零件技术要求的分析
1)零件的加工部位
如图1所示,本训练加工的零件为对称件,主体由一Φ24F6的外圆与一端面外加两个法线垂直与轴线的小平面组成。
其中外圆Φ24F6有配合所需尺寸同时有着较高的表面粗糙度Ra1.6,外圆的精度相对较高适合于做定位基准,另外端面与外圆中轴线有相对位置精度的垂直度0.05,端面上另有两个斜向孔,本夹具加工的部位是两小平面上的斜向螺孔与台阶面。
2)工时及零件的生产类型
生产纲领N=Qm(1+a%)(1+b%)
=10000×1×(1+2%)×(1+0.5%)
=10251件/年
3.定位方案
3.1零件的定位
1)零件为对称件,外圆中轴线与端面又有垂直度0.05的要求,因此可选择位于对称线的Φ24F6的外圆主要定位基准,端面与端面上的两Φ7斜面孔与Φ24F6的外圆在同一平端面,之后可具实际情况进行定位或辅助定位。
2)Φ24F6的外圆与固有端面形成短定位套加小平面组合定位,即可保证其相对位置精度还可限制5个自由度,其最后一个自由度刚好可由端面上的两个锥孔中的任意一个进行削边销限制1个自由度,综上短芯轴配小端面加削边销刚好限制零件的六个自由度,形成完全定位。
3.2定位元件的选用
综上所述,本夹具定位限制6个自由度,为完全定位方式。定位元件选择 的特质定位套, 的削边销、内孔 的固定式钻套和 的定位块作为定位元件。
4.夹紧机构
1)夹紧装置的选择
根据摆动式夹具的结构特点,需要设计一种可随之摆动的夹具机构,又可在不破坏定位的基础上将被加工零件夹紧,因此初步选用长垫板与压板用两螺栓固定的螺旋压板夹紧机构。
2)夹紧力的计算
夹紧形式:工件以外圆定位,夹紧力直接施加在工件端面作用与夹具体得定位平面。
因此采用螺旋夹紧机构。
受力分析如图,当旋转螺杆时,螺杆所受到的作用力除了转动形成得推力P外,还另受到螺母1的反作用力R和摩擦力F2(二者合力为N)以及工件3的反作用力Q和摩擦力F1,N力又可以分解为垂直的分力Q及水平分力Q2。所以在螺杆转动时它会在同时受到三个力矩。
5.定位误差分析
5.1定位误差
定位误差是由于定位不准确而引起加工表面相对工序基准在工序尺寸方向上的最大位移量,以 表示。定位误差 由基准不重合和误差 和定位基准位移误差 两部分组成。在分析定位误差时,应分别计算各种不同定位方式下的基准不重合的误差。和定位基准位移误差定位误差的大小是两项误差的代数和。即
5.2 定位误差计算
采用定位套的水平放置。
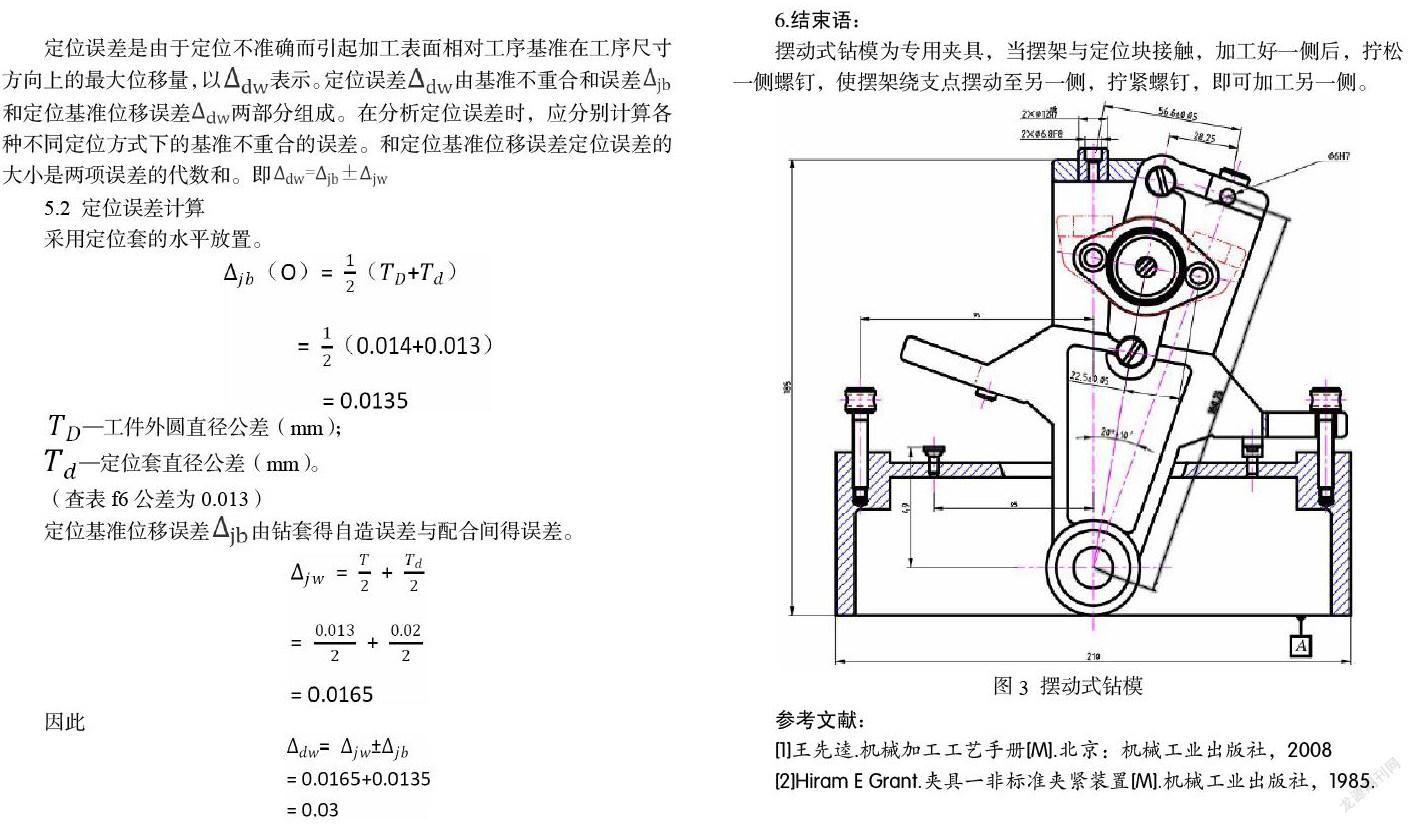
6.结束语:
摆动式钻模为专用夹具,当摆架与定位块接触,加工好一侧后,拧松一侧螺钉,使摆架绕支点摆动至另一侧,拧紧螺钉,即可加工另一侧。
参考文献:
[1]王先逵.机械加工工艺手册[M].北京:机械工业出版社,2008
[2]Hiram E Grant.夹具一非标准夹紧装置[M].机械工业出版社,1985.