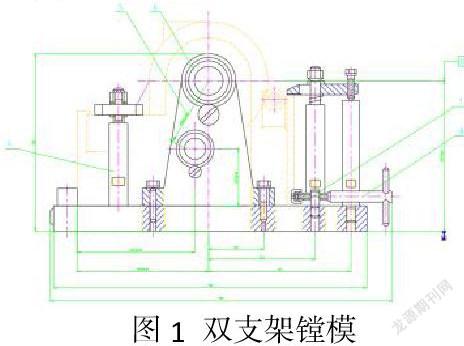
双支架镗模专用夹具
2021-12-02孙有鹏曲太旭
孙有鹏 曲太旭



摘要:双支架镗模加工工艺规程及镗孔的夹具设计是包括零件加工的工艺设计、工序设计以及专用夹具的设计三部分。在工艺设计中要首先对零件进行分析,了解零件的工艺,再设计出毛坯的结构。并选择好零件的加工基准,设计出零件的工艺路线;然后进行专用夹具设计。选择设计出夹具的各个组成部件,如定位元件、夹紧元件、夹具体与机床的连接部件以及其它部件;分析夹具结构的合理性与不足之处。
关键词:夹紧;定位;误差
1.引言:
卧式镗床主要用于加工箱体零件的孔系。镗床夹具的特点是:具有带镗模支架的镗套以实现对刀且引导管镗杆镗削。镗床夹具又称镗模。镗床夹具还可将镗杆与主轴浮动连接,从而免受机床精度的影响,以获得很高的加工精度。
镗床夹具的种类繁多,按镗模支架的布置分类,可分为双支架镗模、后双支架镗模、前单支架镗模、后单支架镗模等类型,分别适用于不同的加工中。
镗模支架布置在工件孔的两端。特点是镗杆与主轴浮动连接,主轴只提供动力,而由镗杆与镗套构成独立的回转中心,加工精度较高,常用于精密箱体零件的加工中。
2.零件的工艺分析
2.1 零件技术要求的分析
1)镗套布置在刀具进给方向的前方
如图2所示,镗模支架布置在刀具进给方向的前方。镗杆与主轴的锥孔连接,主轴的回转精度影响加工精度。镗杆为双圆柱轴径,D>d>d1,镗杆刚度较高。便于更换刀具和平锪平面。h=35mm~70mm。适用于加工D>60mm、L/D<1的通孔。
2)确定零件的生产类型
零件的生产类型一般可分为大量生产,成批生产和单件生产三种不同的生产类型,有着完全不同的工艺特征,零件的生产类型是按零件的生产纲领来确定的生产纲领是指企业在计划期内应当生产的产品产量和进度计划,年生产纲领是包括备品和废品在内的某产品的年产量。
轴承盖的质量为0.4kg,备品率取3%,废品率取0.5%则生产纲领为
式中 N----零件的生产纲领
Q----产品年产量
M----每台产品中该零件的数量
a%----备胎率,一般取2%--4%
b%----废品率,一般取0.3%--0.7%
3.定位方案
3.1工件的定位基准
1)粗基准的选择应以加工表面为粗基准,目的是为了保证加工面与不被加工面面的相互位置关系精度。
2)选择加工余量要求均匀的重要表面作为粗基准。
3)应选择加工余量最小的表面作为粗基准,这样可以保证该面有足够的加工余量。
4)应尽可能选择平整、光洁、面积足够大的表面作为粗基准,以保证定位准确夹紧可靠。有浇口、
5)粗基准应避免重复使用,因为粗基准的表面大多数是粗糙不规则的。多次使用难以保证表面间的位置精度。
3.2定位元件的选用
在定位基准确定后,就可以根据工件结构特点和定位基准面,形状,尺寸等选择标准定位元件。定位元件是确定工件正确位置的元件,且经常与定位基准接触,所以需满足以下4点要求:
1)一定的精度。定位元件的精度直接影响工件的加工精度。定位元件间的位置,尺寸及位置公差一般应为工件相应尺寸及位置公差的1/5--1/2。
2)良好的耐磨性。能长期保证其精度,必须有良好的耐磨性。
3)足够的刚性。为保证在受到切角力,夹紧力等作用下,不发生较大的变形而影响加工精度。
4)良好的公益性,便于制造,装配与维修。
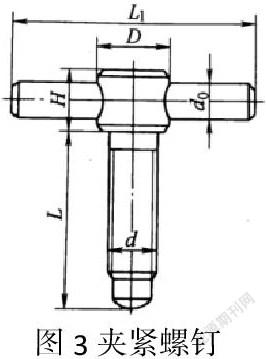
4.夹紧机构
夹紧装置由三部分组成:
1)以动力装置,动力装置是产生夹紧作用力的装置。
2)夹紧元件夹紧元件是夹紧装置的最终执行元件,通过他和工件受力面儿的直接接触而完成夹紧动作。
3)中间传动机构中间传动机构是介于立圆和夹紧元件之间的权力机构,他将原动力以一定的大小和方向传递给夹紧元件。
5.定位误差分析
5.1定位误差
定位误差是由于定位不准确而引起加工表面相对工序基准在工序尺寸方向上的最大位移量,以表示。定位误差由基准不重合和误差和定位基准位移误差两部分组成。在分析定位误差时,应分别计算各种不同定位方式下的基准不重合的误差。和定位基准位移误差定位误差的大小是两项误差的代数和。
5.2分析定位基准的选择
定位基准的选择应该尽可能的与工序基准重合,在同一工件的各道工序中,应尽量采用统一定位基准进行加工。因此在前面的定位方案中加工Φ6.5的孔时,采用零件底面和两端10的孔内圆柱面作为定位基准。
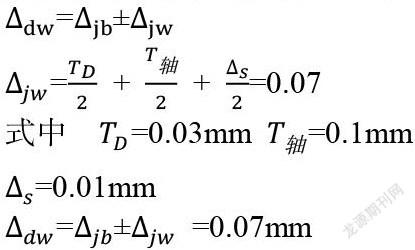
5.3 定位误差的分析
定位元件尺寸及公差的确定。夹具的主要定位元件为一个面与两个孔定位,因为该定位元件的定位基准为孔的轴线,所以基准重合=0,由于存在间隙,定位基准会发生相对位置的变化即存在基准位移误差
6.结束语:
双支架镗模的设计选择出夹具的各个组成部件,如定位元件、夹紧元件、夹具体与机床的连接部件以及其它部件;分析夹具结构的合理性与不足之处。用于加工变速箱体的孔,工件以底面和侧面在夹具体及定位块上定位,用夹紧螺杆和压板夹紧。
参考文献:
削继德.机床夹具设计[M].机械工业出版社,2012年8月.
于愛武.机械技工工艺编制[M].北京:北京大学出版社,2010.
