AspenPlus在催化气体分馏装置中的应用
2021-11-25郑凯隆
郑凯隆

摘要:天津分公司催化气分装置设计规模为20万吨/年。本文采用美国AspenTech公司的流程模拟软件AspenPlus对其进行了模型建立和确认,采用模型分析工具对降低脱丙烷塔能耗进行了计算;分析了影响丙烯收率的主要因素;找到了影响丙烷/丙烯分离塔分离效果的主要因素。
关键词:催化气分;脱丙烷塔;流程模拟
天津分公司催化气分装置设计规模为20万吨/年,装置采用三塔流程工艺,包括脱丙烷塔、脱乙烷塔和丙烷/丙烯分离塔。随着市场的变化,公司的丙烯产品受到市場前所未有的挤压,提高丙烯纯度势在必行,借助AspenPlus模拟软件模拟计算提高丙烯纯度的工艺条件,探索催化气分装置生产聚合级高纯丙烯的工艺路线。
1.催化气分装置的ASPEN建模
1.1单元模型的选取
本文主要涉及的操作单元为脱丙烷塔、脱乙烷塔和脱丙烯塔,属于典型的石油化工塔器分离过程,本文脱丙烷塔、脱乙烷塔和脱丙烯塔均选取RadFrac模型,塔底部均采用热虹吸式再沸器,脱乙烷塔塔顶部采用部分冷凝,脱丙烷塔、脱丙烯塔选取全冷凝器;机泵采用Pump模型。三塔均引入塔板Murphree效率来拟合理论塔板与真实塔板之间的差异,塔板效率依据各塔测温点的位置分段设置。
1.2模型计算值与实际值的比较
建立了催化气分装置的AspenPlus模型后得到了大量数据,为了验证所建模型的准确性,将模型运行的计算值与装置运行的实际值进行了比较,所建模型较好地模拟了装置的实际工况,模拟计算值与装置实际运行数据基本吻合。说明模型能够反映装置实际的运行状况,在此基础上充分利用Aspen模拟软件的其他功能,可以实现对该套装置装置不同工况模拟、装置生产瓶颈的寻找,操作条件的优化等功能。
2.催化气分装置的分析和优化
2.1脱丙烷塔分析
2.1.1塔压对脱丙烷塔的影响
应用AspenPlus的灵敏度分析工具,以脱丙烷塔塔压为变量,考察对塔底热负荷、塔顶和塔底温度的影响。在脱丙烷塔在塔顶、塔底组成固定的前提下,塔顶、塔底温度以及热负荷随压力的变化。通过软件模拟可以得出,随着脱丙烷塔塔顶压力的降低,塔底温度和再沸器负荷也逐步降低,目前该塔的操作压力为1.75MPaG,若逐步降压至1.25MPaG,则可节约再沸器热负荷1187KW,能耗降低23%。
2.1.2回流比对脱丙烷塔的影响
考察了脱丙烷塔回流比对塔底热负荷、塔顶热负荷和塔底C3含量的影响。结果见图2-1。
从图2-1可知,脱丙烷塔回流比与塔底热负荷基本呈正比关系,即回流比越小,塔底、塔顶热负荷越低,对装置节能有利,当脱丙烷塔回流比降低至2.9时,塔底C3含量增加至0.46%,继续减小回流比将无法满足产品质量的要求,因而该塔的最佳操作回流比应控制3.0左右。
2.2脱乙烷塔分析
2.2.1脱乙烷塔塔底丙烯含量对丙烯精制塔产品质量的影响
本套催化气分装置脱乙烷塔塔底物料直接送至丙烯精制塔进行精馏分离。丙烯精制塔的分离效果不仅与丙烯塔自身的操作有关,进料组成的波动也将极大的影响丙烯精制塔的产品质量[1]。
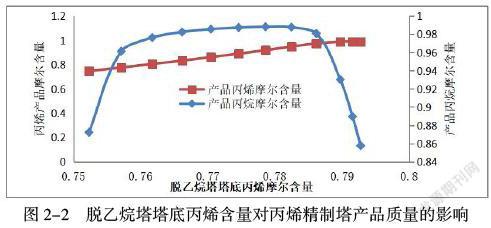
应用AspenPlus的灵敏度分析工具,考察了脱乙烷塔塔底丙烯含量对丙烯精制塔产品质量的影响,结果见图2-2。
由图2-2可知,当脱乙烷塔塔底丙烯摩尔含量从0.75升高至0.79时,丙烯精制塔塔顶丙烯含量从0.75升高至0.99,说明脱乙烷塔塔底丙烯摩尔含量的变化可能会导致丙烯精馏塔产品质量的较大波动,且出现不合格的情况,故应将脱乙烷塔塔底丙烯摩尔含量控制在0.786以上。
脱乙烷塔塔底丙烯摩尔含量的变化对丙烯精制塔塔底丙烷产品的影响较为复杂,在脱乙烷塔塔底丙烯摩尔含量从0.752增加至0.757时,丙烯精制塔塔底丙烷摩尔含量从0.872急速上升至0.961,而后进入缓慢增加的平台阶段,当脱乙烷塔塔底丙烯摩尔含量升高至0.782时,丙烯精制塔塔底丙烷摩尔含量达到0.988的最大值,脱乙烷塔塔底丙烯摩尔含量由0.782继续升高时,丙烯精制塔塔底丙烷摩尔含量又将急速下降。因此为了保证丙烷产品的摩尔含量在0.9以上,脱乙烷塔塔底丙烯摩尔含量应控制在0.757至0.792之间。
2.3丙烯塔分析
2.3.1塔顶采出量对丙烯塔的影响
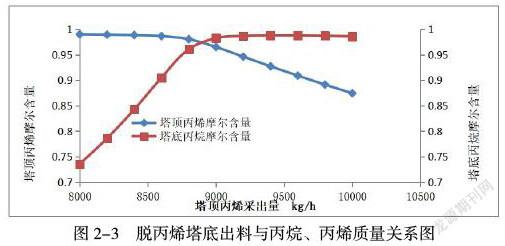
丙烯塔的稳定操作对气分装置的产品质量至关重要,当丙烯、丙烷产品质量发生波动时,操作人员通常通过调整塔底再沸量和采出量进行调节。通过模型模拟,计算了丙烯塔塔顶采出对塔顶丙烯,塔底丙烷含量的影响。结果见图2-3。
由图2-3可知,随着丙烯塔塔顶采出量的增加,塔顶丙烯摩尔含量逐渐降低,而塔底丙烷摩尔含量逐渐升高,该装置目前的分离目标为塔顶丙烯含量不低于97%,塔底丙烷含量不低于90%,从图中可知,塔顶采出量若高于8.9t/h,则塔顶丙烯含量低于97%,塔顶采出量若低于8.6t/h,塔底丙烷含量则低于90%,因而只有将塔顶采出量稳定控制在8.6t/h至8.9t/h之间,才可以保证产品丙烯和丙烷的质量达到分离质量要求。
2.3.2回流比对丙烯塔的影响
增加回流比可以改善丙烯和丙烷的分离精度,但回流比的增加将导致丙烯精馏塔塔底热负荷的增加,同时也增加了塔顶冷凝器负荷。[2]以丙烯精馏塔回流比为自变量,考察丙烯精馏塔回流比对丙烯精馏塔产品质量、塔底热负荷的影响,通过模拟得出随着丙烯精馏塔回流比的增加,塔顶丙烯摩尔含量和塔底丙烷摩尔含量都相应增加,但塔底热负荷也将随着回流比的增加而增加,当丙烯精馏塔回流比为17时,塔顶丙烯和塔底丙烷的产品质量已能满足要求。因此在塔顶采出量为8.6t/h时,丙烯精馏塔回流比应控制在17.5左右。
3.模型验证结论
本文以降低催化气体分馏装置能耗、提高装置丙烯纯度为主要目的,利用AspenPlus化工流程模拟软件对装置进行流程模拟和优化操作,得出以下主要结论:
1.脱丙烷塔回流比降低至3.0,塔压降至1.25MPaG,脱丙烷塔可节能1953KW。
2.综合考虑降低丙烯损失和保证丙烯精馏塔分馏精度,脱乙烷塔回流温度需控制在40.6℃到43.1℃之间。
3.丙烯塔塔顶采出量控制在8.6t/h至8.9t/h之间,回流比控制在18左右,可保证产品丙烯和丙烷的质量达到分离质量要求。(丙烯摩尔含量为0.97)。
4.将丙烯精制塔板效率提高至0.75以上,塔顶产品中丙烯摩尔含量即可达到0.997,同时塔底产品中丙烷摩尔含量可达0.945。
AspenPlus的工况和灵敏度研究等功能,对改善工厂操作及确定改善操作的方法非常有用,根据需要利用模型指导生产,通过改进流程或调整操作条件,得到一定的经济效益。
参考文献
[1]张宏利.利用模拟软件优化脱乙烷塔操作[J].石油化工设计,1997,14(3):25~28
[2]杨进华.气体分馏装置的工艺操作优化[D].天津:天津大学,2005,13~14
