直升机铝合金蒙皮划伤和裂纹的修理及应用
2021-11-24李福金朱英杰
李福金 朱英杰
摘 要 随着科学技术的不断发展,直升机的应用在人们的生活中发挥着越来越重要的作用,特别是在森林火灾、农业喷药、紧急救援等方面,直升机的应用越来越广泛。机体结构是直升机的重要部件,通常由蒙皮、纵向构件和横向构件等组成,而蒙皮的主要作用是构成了直升机的外形,使直升机具有很好的空气动力特性以及承受和传递载荷。在飞行训练中,蒙皮出现划痕或裂纹,都会危及飞行安全,所以应及时修理和维护。本文主要介绍了铝合金蒙皮的划伤和裂纹修理。
关键词 直升机蒙皮 蒙皮裂纹修理 蒙皮划伤修理
中图分类号:V26 文献标识码:A 文章编号:1007-0745(2021)11-0014-02
1 蒙皮划伤的修理
直升机蒙皮出现划伤后,如果划伤较浅,在规定的划伤范围之内,则允许划伤存在,不做修理。各型直升机都有允许蒙皮划伤深度的相应规定。如果蒙皮上的划伤深度超过了规定值,则应用砂布将划伤部位进行打磨,使之能与周围蒙皮圆滑过渡,其作用是为了避免应力集中。打磨划伤表面后,进行阳极化处理,然后喷涂银粉漆,使其将划伤部位填平。如果划伤过深,除打磨、阳极化处理、喷涂银粉漆外,还应在划伤部位的内部,铆补一块与蒙皮的材料、厚度相同的加强片[1]。
2 蒙皮上裂纹的修理
直升机蒙皮承受空气动力作用后将作用力传递到连接的机身机翼骨架上,受力复杂,加之蒙皮直接与外界接触,所以要求蒙皮表面光滑,有较高的抗蚀能力。当蒙皮上出现裂纹之后,降低了蒙皮的强度,而且蒙皮还会在受力的过程中,因为应力集中的缘故,促使裂纹继续向外扩展,因此应及时地修理裂纹,以免造成更大的事故。
修理裂纹时应根据裂纹的长短、深浅程度和所在位置等情况采用不同的修理方法。
2.1 在裂纹尖端钻止裂孔
当裂纹的长度小于5mm时,可采用钻止裂孔的方法进行止裂,止裂孔的直径通常为1.5-2mm。钻止裂孔的过程,分为以下四个步骤。
1.确定裂纹的长度和深浅,用放大镜观察裂纹的外侧和内部,特别是确定裂纹的尖端位置,用钢板尺确定裂纹的长度。
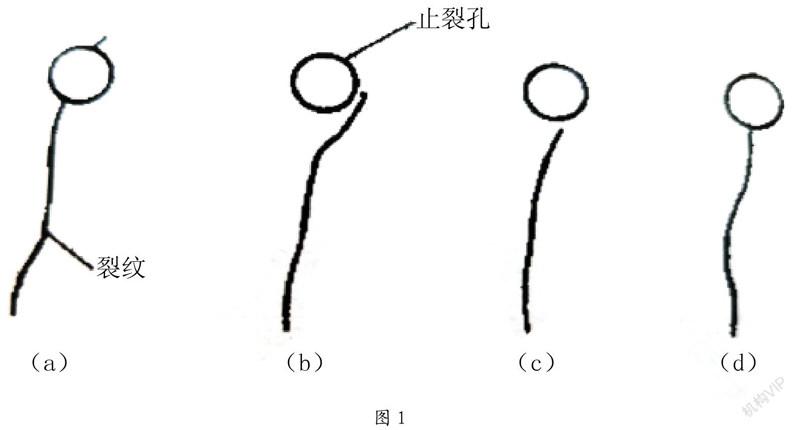
2.确定钻止裂孔的位置。止裂孔的位置是非常重要的,如果止裂孔没有钻在裂纹的尖端处,就不能消除裂纹尖端应力场的奇异性,也就起不到止裂的作用,所以确定钻止裂孔的位置十分重要。止裂孔的位置或是止裂孔的圆心超过目视看到的裂纹尖端2mm处。如图1所示(a)、(b)、(c)三种情况,止裂孔的位置都是不正确的:(a)种情况是止裂孔钻在了裂纹的中间,没有把裂纹前缘去掉,而且在钻孔的过程中,也可能受到钻孔的压力后,在裂纹尖端附近造成新的裂纹,所以起不到止裂的作用;(b)种情况是止裂孔的位置不正,起不到消除裂纹尖端处应力集中的作用;(c)种情况是止裂孔位置太靠前,这时裂纹的扩展方向捉摸不定,裂纹的扩展有可能偏到止裂孔的一侧去,止裂孔起不到止裂的作用;(d)种情况的止裂孔位置比较合理,它能有效地消除裂纹尖端处的应力集中,可起到止裂的作用。
3.铺设垫布并钻孔。铺设垫布的目的是为了收集打孔时产生的金属屑。铺设好垫布后,启动空气压缩机,在裂纹两侧确定的位置分别打孔。
4.清理工作场所。钻孔完成后,应将垫布团成团拿去,防止金属屑掉落在直升机机体内,及时清理工具,防止遗漏。
2.2 在裂纹部位铆补加强片
当蒙皮上的裂纹较长(小于5cm)时,如果只采用钻止裂孔的方法进行止裂,虽然能够消除裂纹尖端存在的应力集中,但止裂孔处会有较高的应力集中。所以,止裂孔处在交变载荷作用下,原裂纹还会继续扩展,因此对于较长尺寸的裂纹,除在裂纹尖端钻止裂孔外,还需在裂纹部位的内部铆接一块与蒙皮材料相同、厚度相等的加强片。加强片一般制作成方形或圆形,分为下面五个步骤。
1.铆钉的选择。铆钉的材料应选择其强度略低于直升机蒙皮的材料强度。因为铆钉的直径与铆接的构件厚度成正比,构件越厚,铆钉的直径越大;构件越薄,铆钉的直径越小。为此根据试验,对于直升机蒙皮来说,铆钉的直径d=2,∑?δ为蒙皮的厚度和加强片的厚度之和,铆钉杆的需要长度取决于铆钉构件的总厚度∑?δ和铆钉墩头的尺寸,其铆钉杆的长度L=∑?δ+1.5d。在直升机蒙皮修理中,铆钉头的形状一般选择半圆头铆钉。
2.钻止裂孔。根据在裂纹尖端钻止裂孔的方法,在裂纹尖端两侧钻止裂孔,并对止裂孔内部和外部去除毛刺,防止加强片铆接时贴合不紧密。
3.加强片的制作。加强片的形状和大小应根据裂纹部位蒙皮的形状和连接铆钉数量确定,所以加强片的制作最重要的是铆钉的布置。铆钉的布置通常是根据构件结构形式和铆接构件的受力情况来决定的,铆钉的布置主要取决于铆接构接的铆距、边距和排距。在直升机的铆接修理中,通常采用边距为(2-2.5)d,排距为(2.5-3.5)d,铆距采用(3-8)d,通过计算可以得出铆钉的位置,也可以确定加强片的大小,通过铆钉的布置,对加强片进行打孔和剪切,然后去除毛刺,并将加强片四周进行倒角,角度数一般为45°,使之能圆滑过渡,是为了能与蒙皮紧密贴合。
4.对加强片进行预弯,并进行铆接。对加强片进行预弯,预弯至能与蒙皮紧密贴合,然后用定位销将蒙皮和加强片连接在一起之后进行铆接。
5.检查铆接质量。主要是检查铆接后,铆钉头部和墩头不允许有切痕,压坑,裂纹和其他机械损伤,铆钉头在铆接后应紧贴零件表面,允许不贴合的单向间隙不大于0.05mm,且这类铆钉不得超过铆钉排内总数的10%,铆钉墩头的形状应为鼓形,蒙皮不允许有被工具打出凹坑、碰、划伤的痕迹。
6.清理工作场所。檢查完成后,应及时清理金属屑和清点工具,防止遗漏。
2.3 当裂纹的长度大于50mm时,应当采用挖补的方法进行处理
挖补的方法首先是将损伤部位切割整齐,然后用补片填补切割孔,用衬片拖底,通过衬片将补片和蒙皮连成一体。其步骤如下:
1.铆钉的选择。对铆钉进行选择,还应考虑到衬片的厚度、衬片的材料与蒙皮相同,其厚度应大于蒙皮厚度0.5mm,衬片的材料、厚度都应与蒙皮相一致。
2.确定切割范围。根据裂纹的长度确定切割范围,切割线一般应超过裂纹尖端5mm,为了方便制作补片和衬片,一般将裂纹处切割成圆形或椭圆形等。切割线应尽可能避开铆钉。切割损伤部位。开始切割前,要先铺设好垫布。然后根据确定的切割线,使用开孔器、铁皮剪刀进行剪切,切割时要防止损伤内部框架和机件,并用锉刀将切割口进行锉修,去除毛刺。
3.制作衬片和补片。补片的大小和形状与切割孔相同,二者对缝间隙应符合直升机修理质量要求。制作补片时,要做到三要:一是要以切割孔为基准锉修补片;二是要做好标记,便于补片与蒙皮的对接;三是要有次序的由一个方向边锉边对,做到少锉勤对。补片做好后,要进行预弯,目的是为了与衬片紧密贴合。衬片的大小取决于破孔的直径和衬片与蒙皮连接的铆钉排数,在受力较小的部位,衬片与蒙皮用两排铆钉连接,在受力较大的部位,衬片与蒙皮用三排铆钉进行连接。确定好衬片的大小,对衬片进行铆钉的布置。
4.钻孔,并进行铆接。衬片布置好铆钉后,进行钻孔,并除毛刺,然后将衬片与蒙皮铆接在一起,补片上的铆钉布置与衬片在切割孔处的铆钉布置相同,通过衬片的铆钉布置确定补片上铆钉的位置,钻孔、去除毛刺,并进行铆接。
5.检查修理工作质量。用塞尺对补片与蒙皮的间隙进行检查,其间隙应该在0.5-0.8mm,并检查铆钉的头部和墩头,看铆接的铆钉是否合格。
6.补漆并清理工作现场。检查质量合格后,对补片位置进行补漆,漆的颜色应与原来的颜色相同。
7.清理工作场所。补漆完成后,应及时清理卫生,扫除金属屑,防止金属屑掉落在直升机机体内,及时清点工具,防止遗漏。
3 结语
直升机铝合金蒙皮的损伤有蒙皮变形、划伤、裂纹和破孔,本论文主要阐述了铝合金蒙皮变形和裂纹修理,蒙皮的损伤是不可避免的,但是合理的修理方法却能保持直升机的飞行性能,保证飞行安全,避免飞行事故的发生。
参考文献:
[1] 李传训,朱路红.直升机机体检修[M].北京:航空工业出版社,2019.
