西门子S7-200 SMART PLC在UNITANK工艺过程控制中的应用
2021-11-23胡青龙
胡青龙
(无锡市政设计研究院有限公司,江苏无锡 214000)
0 引言
随着国家对环保监管力度的加强,企业生产废水的循环利用产生的经济价值和社会效益日趋显现。小型废水处理站的建设在废水循环利用中发挥重要作用,也逐渐被企业所认可,但在废水处理站的日常运维过程中需要增设专门操作维护人员时刻监视废水处理站的日常运行,这会加大企业运行成本。如何实现小型废水处理站模块化建设以及无人值守的自动化运行成为其研究的重点与方向。当今社会技术的快速发展带动了自动化产品的更新换代,使其功能越来越强大,成本越来越低,为小型废水处理站的实现无人值守提供技术上的保障。本文以某高纤UNITANK工艺废水处理站的建设为例来介绍小型废水处理站模块化建设以及无人值守的自动化的实现。
1 UNITANK工艺
UNITANK工艺是比利时西格斯公司在三沟式氧化沟基础上研发,由3个连在一起的矩形池组成,包括2个边池和1个中间池,中间池是反应池,2个边池交替作为反应池和沉淀池,污水可以从任何一个池进入,出水由两边池出水,2个边池交替作为沉淀池和反应池,中间池始终是反应池。污水连续进入,处理出水连续排出,基本上是常水位运行,剩余污泥由边池排出。3个池内的水流方向不时变换,周期运行,不同的周期安排就产生不同的运行模式,根据处理要求,可以把运行模式归纳为几个时段[1],如图1所示。
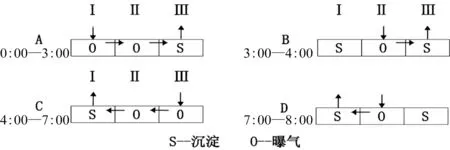
图1 UNITANK工艺时段
(1)A时段:污水进入Ⅰ池,经Ⅱ池进入Ⅲ池,然后通过Ⅲ池流出,Ⅰ池和Ⅱ池是曝气池,Ⅲ池是沉淀池。
(2)B时段:污水进入Ⅱ池,从Ⅲ池流出,Ⅱ池是曝气池,Ⅲ池是沉淀池,Ⅰ池静置,为下一时段作为沉淀池创造条件。这一时段为过渡段。
(3)C时段:污水进入Ⅲ池,经Ⅱ池进入Ⅰ池流出。
(4)D时段:污水进入Ⅱ池,从Ⅰ池流出,Ⅲ池为静置池,为下一时段作为沉淀池创造条件,这一时段也是过渡段。
每个周期时间为8 h,每天运行3个周期。
2 运行工况描述
某高纤废水处理站的废水处理实际运行工况如下。
(1)车间生产废水流入初沉池,初沉池采用溢流堰出流,初沉池中有一台剩余污泥泵,初沉池中废水来自车间输送泵送入,水位无需控制,剩余污泥泵每小时运行1次,一次运行10 min,运行时间可人为根据生产运行状态进行改动。
(2)深度水解池采用溢流堰出流,利用水泵进水,池体有4个手动闸门,排放污泥,排放周期根据现场需要人工控制。
(3)调节池、反应池、竖流沉淀池和调质池联动运行,调节池中有2台提升泵(1用1备),根据调节池浮球液位计高位启泵,低位关闭,提升泵每24 h更换启动一次;调节池提升泵启动后,反应池中3台搅拌器全部启动;调质池中有2台提升泵(1用1备),根据调质池浮球液位计高位启动,低位关闭,提升泵每24 h更换启动一次;竖流沉淀池剩余污泥泵与调节池提升泵联动启动,每小时运行1次,一次运行10 min,运行时间可人为根据生产运行状态进行改动。
(4)小鼓风机和调质池提升泵联动启动,提升泵启动时,小鼓风机启动1台(系统首次投入运行以编号为#1的鼓风机投入运行,以后根据运行时间轮询运行),鼓风机1用1备,每24 h更换一次。
(5)大鼓风机根据空气阀(现场安装两台)联动控制,上述其中一个阀门开到位后,其中1台鼓风机启动,鼓风机1用1备,每24 h更换一次。
(6)污泥浓缩池搅拌机人工手动控制,排泥泵与污泥脱水机联动控制,污泥脱水机运行后,排泥泵方可运行。污泥浓缩池上清液泵根据浮球液位计控制,高液位启动,低液位关闭。
(7)清水池清水泵根据清水池的浮球液位计控制,高液位启动,低液位关闭。
(8)UNITANK池进水采用重力进水,调质池提升泵启动后,大鼓风机启动,UNITANK池开始运行,具体运行情况如表1所示[2-3]。

表1 UNITANK运行工况表
3 废水处理站PLC控制系统的实现
根据废水处理站的工艺要求及控制需要,配置如下主要设备:开关阀6台(空气阀、排水阀、泥水阀各两台),提升泵4台(调节池、调质池各两台),回流泵2台,排泥泵3台(竖流沉淀池、UNITANK-A池、UNITANK-B池各一台),搅拌器4台(反应池3台,污泥浓缩池1台),罗茨风机4台,污泥浓缩池进料泵1台,污泥脱水机进料泵1台,污泥浓缩池上清液泵1台,清水池供水泵1台,调节池、调质池、污泥浓缩池、清水池4个池子的高低液位共计8个浮球液位计。
根据控制需要及投资成本,对I/O作如下分配[4]。
(1)输入端
开关阀到位信号:12点;水泵运行状态及保护:26点;风机运行状态及保护:8点;搅拌器运行状态及保护:6点;高低液位保护:8点。以上输入共计60点。
(2)输出端
开关阀输出开关控制点:12点;水泵控制输出:13点;风机控制输出:4点;搅拌器控制输出:3点。以上输出共计32点。
4 SIMATIC S7-200 SMART简介
西门子公司一直致力于工业自动化最新技术的研发、推广及应用,努力为广大工业客户带来了可靠高效的自动化产品,增强客户的市场竞争力。SIMATIC S7-200 SMART是西门子公司经过大量市场调研,为中国客户量身定制的一款高性价比小型PLC产品,具有以下特点[5]。
(1)机型丰富,更多选择
CPU模块配备标准型和经济型供用户选择,单体I/O点数最高可达60点,可满足大部分小型自动化设备的控制需求,产品配置更加灵活,最大限度的控制成本。配备西门子专用高速处理器芯片,基本指令执行时间可达0.15μs,在同级别小型PLC中遥遥领先。CPU本体标配以太网接口,支持PROFINET、TCP、UDP、ModbusTCP等多种通信协议。通过此接口还可与其他PLC、触摸屏、上位机等连网通信。利用一根普通的网线即可将程序下载到PLC中,省去了专用编程电缆,经济快捷。
(2)软件友好,编程高效
在继承西门子编程软件强大功能的基础上,融入了更多的人性化设计,如新颖的带状式菜单、全移动式界面窗口、方便的程序注释功能、强大的密码保护等。在体验强大功能的同时,大幅提高开发效率。由此可见SIMATICS7-200 SMART可编程序控制器完全能够满足此废水处理站工艺控制的需要。
结合废水处理站主要设备的输入/出的点数的数量,在考虑一定备用量的基础上,选用CPUSR60可编程序控制器作为主控制模块,选择EM DR32和EM DE16模块作为数字量输入/输出的扩展模块。
5 控制系统元件选择
根据工艺要求,控制系统部分元件选择如表2所示[6-8]。

表2 控制系统部分元件选择
6 控制系统程序编写
根据UNITANK工艺运行工况表编写其控制系统的梯形图[9],如图2所示。
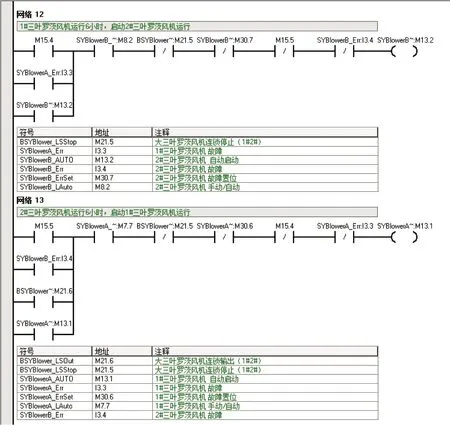
图2 控制系统部分程序(2台风机交替运行程序)
7 结束语
利用西门子S7-200 SMART系列PLC控制的UNITANK工艺在某高纤废水处理站投运至今,自动控制系统运行稳定,工艺出水水质稳定达标。系统采用顺序控制和循环控制实现了废水处理站无人值守,解决了传统废水处理站依靠值班人员时刻值守进行调节的问题。现场控制柜无按钮开关,实现触摸屏一键自动运行,当系统发生设备故障时,系统会立即进入故障处理程序,关闭系统进水阀门和出水阀门,并发出报警信号通知操作人员进行设备故障处理,故障处理完毕后,只需点击触摸屏复位按钮,系统立即进入正常运行程序,具有操作简单、运行可靠,维护方便的特点。废水处理站自动化程度高,降低了现场操作人员的劳动强度,节约了用工成本,实现了企业的经济效益和环境效益,得到了客户的肯定。
