基于PLC 的纺织机械自动控制方法
2021-11-21陈爽
陈 爽
(辽宁建筑职业学院,辽宁 辽阳 111000)
0 引言
纺织行业中,纺织机械是主要的技术装备[1]。纺织机械的进步是满足纺织工艺要求的基础。为了担当新时代赋予纺织行业的责任,纺织机械要向更加灵活、更快响应的自动控制技术转变[2]。自动控制方法的运行需要以能耗为动力,无疑提升了企业生产成本,降低了纺织行业经济效益。PLC 技术的出现,较好地解决了这一问题[3]。在多个工业生产领域中,PLC 技术已经开始大范围应用,实现工业生产控制自动化。如下以PLC为基础,阐述设计纺织机械自动控制方法,希望能够促进纺织行业更好发展。
1 基于PLC 的纺织机械自动控制方法设计
Programmable Logic Controller,即为可编程逻辑控制器,可简写为PLC,是一种具有微处理器的用于自动化控制的数字运算控制器,可以将控制指令随时载入内存进行储存与执行。可编程控制器由CPU、指令及数据内存、输入/输出接口、电源和数字模拟转换等功能单元组成。
1.1 可编程逻辑器设计
可编程逻辑器的应用核心在于微处理器,通过微处理器完成工作系统的数字化控制。以PLC 技术为核心的机械自动控制可以根据电动机不同需要改变输出频率。对于可编程逻辑器组成结构设计,其主要组成部分包括编程器、输入和输出单元等。
PLC 技术的编程工作主要通过编程器实现控制功能。利用中央处理单元进行控制器与运算器管理,协调PLC 有效运行,保持可编程逻辑器性能。信号的接收与发送都由输入、输出单元实现,由此实现机械自动控制命令。最后是计算器、图形监控系统等外部设备,通过外部接口连接后,发挥可编程控制器最终控制效果。
1.2 基于PLC 控制变量与产品顺序
纺织机械自动控制的实现有两方面需要重点研究,分别是产品变量控制与产品顺序控制。
一方面,从产品变量控制来分析,它是纺织机械自动控制过程中的一个重要环节。在机械自动化操作中,产品变量是难以控制的,但又是不可避免的工作内容。一旦机械自动控制过程中变量出现失误,轻则会降低纺织机械的运行效率,严重的情况下,会引起纺织生产停滞,企业的经济效益受到严重打击。纺织机械自动控制中预估变量、控制变量的效果通过PLC技术实现,保证纺织机械运行中各变量数据精准转换,实现了整个纺织机械自动控制的稳定有序运行。
另一方面,由于人们生活水平的提高,纺织产品工艺不断复杂化,生产流程中的机械自动化控制产品顺序成为了一项重要内容。纺织机械运行时需要依据固定的步骤完成产品的生产,每一个生产步骤都是有严格要求的,对于最终的生产结果起着决定性作用。过去的纺织机械自动控制过程中,依靠产品的生产顺序作为根据,但是从实际应用中可以发现,固化的产品生产流程难以调整,造成纺织机械难以适应顺序控制。
1.3 计算机械自动控制负载惯量
由于纺织机械属于全机械传动结构,结构组成比较复杂,因此在机械自动控制研究过程中,需要对机械运行的负载惯量进行计算,分析自动控制方法的性能。机械自动控制负载惯量的计算从分离罗拉惯量和机械输出轴惯量两方面入手。根据研究发现纺织机械的传动结构都是轴体,所以其运动惯量公式为:

(1)式中,J 表示传动结构中轴体转动惯量,而物理总质量和轴体转动半径分别用M、R 来表示。
通过机械输出轴的惯量计算,可以得到输出的机械惯量的近似值。从运行阻力和重量上来分析,纺织机械结构中的平衡重锤是主要负载,针对这一部分采用立方体惯量估算方法,以及对偏心转动的惯量补偿公式。至此,完成纺织机械传动结构惯量分析工作,依据惯量计算结果设计机械自动控制的模拟负载,并依据负载情况优化纺织机械自动控制方法。
现场总线控制层是完成纺织机械自动控制的最终步骤,通过现场总线控制层汇总了各种生产信息,设计了生产过程中机械设备的通讯接口。以编程的方法传送纺织机械自动控制数据,在监控系统中显示设备自动控制状态。
2 实验分析
为了检测所设计的自动控制方法有效性,特进行实验。选择某一纺织生产企业作为目标,应用所设计的方法实现纺织机械的自动控制。将自动控制方法的负载重量设置为25t,运用所给的方法实现机械的带载起升、停止与自动调速,并且将不同运行速度下的机械运行情况进行统计,结果如表1 所示。

表1 运行情况统计结果
从表1 统计结果得出,所设计的机械自动控制方法有效实现了机械频率、电流的自动控制,并且在控制过程中处于稳定过渡的方式,不会产生明显震荡而影响生产。因此,设计方法可以在实际应用中具有良好的控制效果。为了保证实验的科学性,选择两种传统的自动控制方法在同样条件下进行纺织机械的运行控制对比。
3 实验结果分析
将实验期限设置为一周,对7d 内的使用不同自动控制方法产生的机械能耗进行统计,统计结果如表2所示。
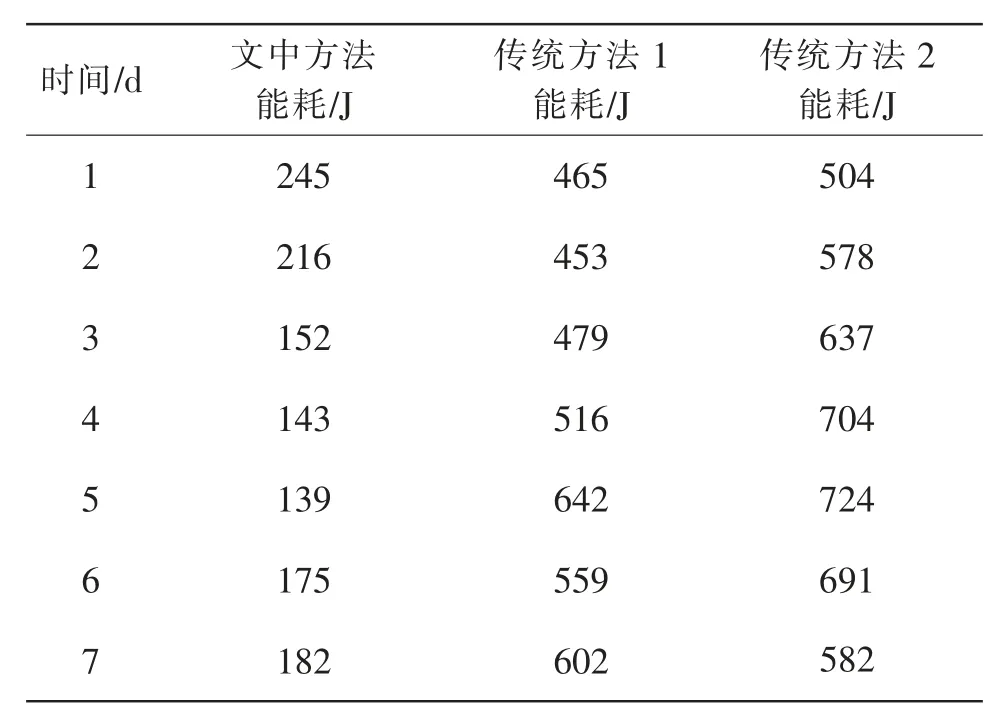
表2 3 种自动控制方法7d 能耗变化对比
从表2 的对比结果可以发现,文中所用设计方法的工作状态下的能耗,相比原有机械自动控制方法工作状态下的能耗大幅度降低。通过对7d 平均能耗的计算结果,得出文中方法平均能耗为179J,而两种传统自动控制方法的平均能耗分别为531J、631J。因此,验证了文中方法实际应用中具有节能的效果。
4 结语
针对纺织机械自动控制问题,依托于PLC 技术设计新的控制方法。通过研究发现,所设计的自动控制方法具有良好的应用效果,并且具有节约能耗的作用。为此,应推动纺织行业与现代控制技术、信息技术的良好融合,以提升我国纺织行业的发展水平。