机泵设备振动故障诊断处理方法
2021-11-19邵新成陈文忠刘武李党生霍世栋
邵新成 陈文忠 刘武 李党生 霍世栋


摘 要:在石化行业中,机泵类设备作为使用最基本、最广泛的工艺单元,其良好的运行状况对石化企业的平稳运行具有重要的意义。目前在企业生产装置中运行的机泵有一定数量的振动数值较大,在机泵检测标准评定级别C区甚至是D区中运行,对此我们采取故障诊断分析并处理的方法,以确保机泵良好运行状况。
关键词:机泵振动;工频;倍频;叶轮口环间隙;频谱图;波形图
前言
目前在石化行业中,机泵类设备的振动测量与评价方法执行国家标准GB/T 29531-2013。机泵类设备的振动级别分为A、B、C、D 四类,评定级别C区以上的运行设备必须进行处理,但是机泵类设备的振动原因是比较复杂的,在這里我们通过实例的分析与处理,为机泵振动故障分析处理方法提供有益的参考。
1 实例
某炼油厂百万吨级柴油加氢解吸塔顶回流泵P-403A,该泵是为单级悬臂磁力泵,输送介质轻烃,工作温度温度175℃。
2 故障现象
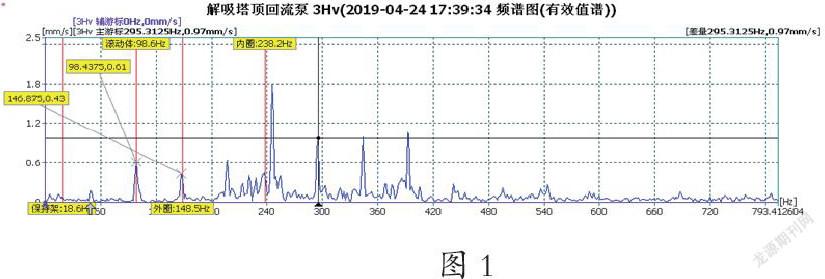
该泵运行期间,润滑油检查正常,机泵有异常响声,现场离线对该泵进行监测,监测数据显示驱动端轴承水平方向振动速度值3Hv偏高,振动幅值最高达到14.923mm/s,振动波形图显示为正弦波形中有少量截波成分与毛刺(图1)。振动烈度按GB/T 29531-2013评定级别为C区,说明该泵处于不合格状态,必须采取相关措施。
3 原因分析
3.1从频谱图看
频谱图出现1x~8x倍频成分,以及4.5x、6.5x、7.5x等半频成分。所以通过波形图和频谱图1X倍频到8X倍频均有振动分量,同时出现大量的半频,我们认为该泵可能存在内部机械松动从而导致机泵转子与设备本体产生碰磨。(碰磨可能引起滑动轴承碰磨磨损(图1))。
频率分析可以看出在98hz和148hz出现缺陷频率,滚动轴承故障频率与转子的倍频频率基本相近,符合轴承故障的频率特征,轴承故障可能性较大。(图2)
3.2从GIE趋势图和包络图看
GIE趋势图(图3)对轴承进行包络分析,GIE数值有原本已经报警的31.208猛增到43.833,上升趋势十分明显。包络频谱图(图4)中,可以看出分析包络频谱,频域出现滚动体和外圈的故障频率。滚动轴承故障频率与转子的倍频频率基本相近,疑似滚动体与外圈可能出现故障。
4诊断意见及维修方案:
诊断意见:1、通过驱动端水平方向3Hv波形频谱分析推断可能有磁套与隔离套摩擦的故障。由于频谱图出现1x~8x倍频成分,以及4.5x、6.5x、7.5x等半频成分,推断有可能出现内部机械松动而导致滑动轴承与轴产生磨擦的现象。2、通过对驱动端垂直方向轴承加速频谱及轴承 冲击脉冲包络分析,我们认为该泵振动的主要原因是设备长期运行引起轴承磨损,轴承滚动体与外圈可能出现故障。
维修方案1、停机检查轴承运行情况;2、检查叶轮,检查滑动轴承。
5实际维修验证:
在实际拆解中,该泵具有如下缺陷:
1、解检发现叶轮口环磨损严重,与壳体口环径向间隙达到3.82mm。2、解检后发现滑动轴承磨损严重,轴承径向间隙达到2.2-2.4mm。3、滚动轴承(型号6309)游隙达到0.11-0.12mm,游隙超标。
解体检查发现的问题与我们分析的诊断意见基本吻合。主要是由于机泵长周期运行,滚动轴承与滑动轴承都产生了不同程度的磨损,滑动轴承磨损严重引起转子不平衡导致口环磨损。
针对上述故障进行处理后启动该泵运行,监测结果显示所有监测数据全部在正常标准范围,机泵运行正常。
6结论
通过对设备振动监测数据分析,可以较快的确定振动产生的原因,并进行针对性处理,以提高消除设备故障的效率。保障石化企业的生产活动正常进行。
参考文献:
[1]成大光.王德夫.机械设计手册,北京:机械工业出版社。
[2]淮慧海,朱晓辉《水泵振动原因及对策》,机械工程及自动化。
[3]张义民,《机械振动》,上海交通大学出版社。
