循环换热分离器改造及工艺优化
2021-11-19张武
张 武
(国家能源集团宁夏煤业煤制油分公司,宁夏银川 750411)
国家能源集团宁夏煤业400×104t/a 煤炭间接液化示范项目,是全球单套规模最大的煤制油液化项目[1],项目设计年煤转化20.36×104t,年产油品406.05×104t。费托合成单元是煤炭间接液化项目的核心装置,采用中科合成油中温浆态床F-T 合成技术[2]。费托合成反应是以合成气(H2+CO)为原料在铁基催化剂的作用下,在一定温度、压力条件下反应生成不同碳链烃类、含氧有机物和水,同时伴有水煤气变换等副反应生成,费托合成反应简式为:

费托合成反应是强放热反应[3],在反应过程中产生的热量如何回收是本单元的主要任务,而循环换热分离器起到回收热量的作用。循环换热分离器是费托合成装置的关键设备,此设备首次应用于大型煤炭液化项目费托合成工况,通过反应器顶部出来的高温油气和低温循环气之间换热,提高净化气入塔的温度,回收高温油气的热量,降低装置能耗的作用。随着费托合成装置负荷的提高及运行周期增长,由于费托反应器顶部旋风分离器分离效果差,导致循环换热分离器内件堵塞、包边损坏、板式换热器泄漏、重质油分离效果差、重质油带水、换热效率低等问题[4-6]。本文主要研究了制约费托合成装置长周期稳定运行的瓶颈,并采取了相应的处理措施,为大型煤制油费托合成单元“长、安、稳、满、优”提供保障,实现了在百万吨煤制油项目费托合成单元应用成功。
1 工艺简介
宁夏煤业煤炭间接液化示范项目设计8 台循环换热分离器,其中6 台进口循环换热分离器采用ZIEPACK(阿法拉伐)制造换热内件,壳体由大连金重制造(见图1),2 台国产循环换热分离器采用甘肃蓝科石化高新装备股份有限公司制造。

图1 ZIEPACK 循环换热分离器结构示意图
循环换热分离器是费托合成装置的核心设备之一,采用换热和分离为一体的设备,设备采用立式结构,结构紧凑、体积小、占地面积小等特点。设备上部为板式换热器,下部为波纹板分离器,波纹板为Munters单囊波纹板(DH5000 型),分离元件由丝网+波纹板+均气板构成,其设计参数(见表1)。

表1 进口循环换热器的设计参数
循环换热分离器是高温油气从顶部进入循环换热分离器换热板束,与低温循环气换热后进入对称的4组分离内件进行气液分离,分离后的高温油气经壳体内壁收集后气出口送往高温油气空冷器,冷却的重质油经过分离内件底部积液槽和降液管自罐底部出口管线送至汽提塔。可见,循环换热分离器的主要作用是将高温油气先进行换热降温并回收高温油气的热量,再进行气液彻底分离的过程。
2 装置存在的问题
费托合成装置自从2016 年12 月28 日试车以来,由于费托反应器顶部旋风分离器分离效果差,高温油气中携带催化剂颗粒进入后系统,导致循环换热分离器内件堵塞、换热内件破裂、热侧压差高、系统阻力降高、反应器压力高、重质油分离效果差、压缩机入口滤网堵塞变形等问题,严重制约着费托合成装置满负荷长周期运行,其运行数据(见表2)。
从表2 可知,随着装置运行周期增长,费托各系列循环换热分离器热侧压差不断增大,热侧压差太高会影响装置的正常运行,反应器压力高达2.98 MPa 无法高负荷运行,装置被迫降负荷(在80%负荷)运行,反应转化率低。费托V 和VI 系列热侧压差较低195~198 kPa,而I 系列热侧压差最高达332 kPa(设计值50 ℃),热侧流体出口温度150~175 ℃(设计值125 ℃),导致高温油气空冷器入口温度高至170 ℃(设计值120 ℃),油气空冷器无法满足生产需求。而冷流体出口温度较低155~170 ℃(设计值219 ℃),费托净化气入塔温度低,严重影响费托反应温度,同时反应副产蒸汽量大幅度减少,装置能耗增加。
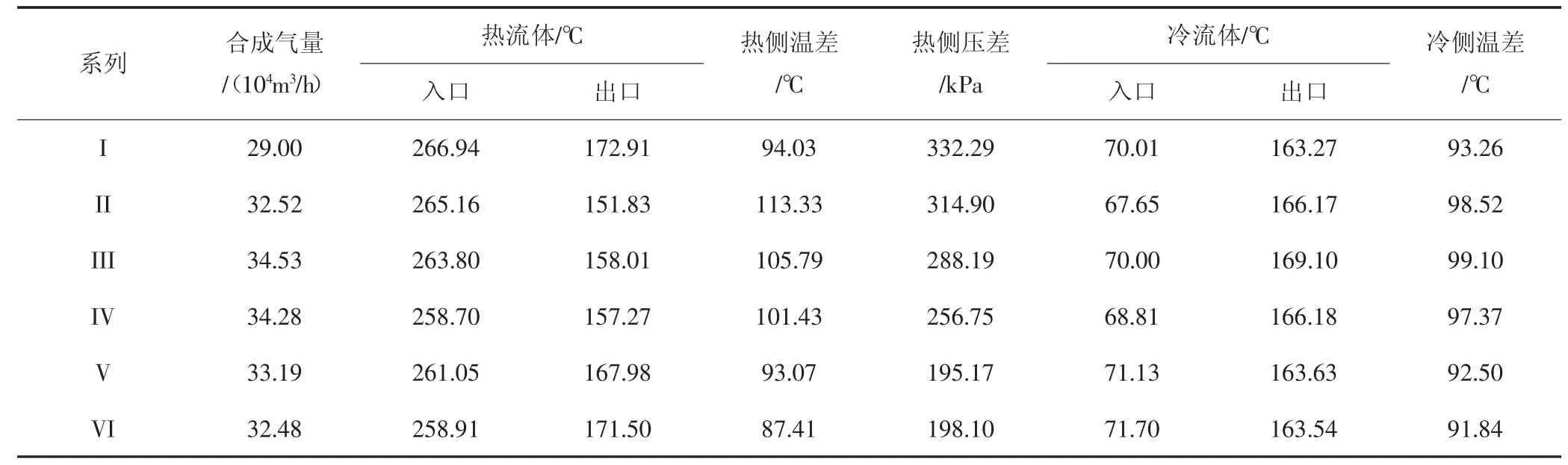
表2 循环换热分离器的运行参数
2.1 分离效果差
由于费托反应器顶部旋风分离器分离效果差,导致反应器内重质蜡液滴和催化剂小颗粒分离不彻底,高温油气携带催化剂颗粒和重质蜡液滴(重质油中铁含量>160 μg/kg),造成循环换热分离器内件堵塞及损坏。重质油和轻质油分离不彻底,甚至不分离,导致大量重质油被带入轻质油分离系统(轻质油终馏点温度>400 ℃馏程),因轻质油量大,造成轻质油泵超负荷运行。
由于高温油气带重质油严重,造成高温油气空冷管束和入塔在线分析仪堵塞,油气空冷器不能满足生产需求,合成尾气带液量大易造成压缩机入口过滤器损坏变形。循环气带重组分进入压缩机入口分液罐,易堵塞分离内件,对压缩机运行带来安全隐患,同时使压缩机透平超负荷运行。
2.2 换热效率低
随着装置运行周期增长,循环换热分离器存在内件堵塞及损坏,造成循环换热分离器换热性能差。由于换热内件堵塞,循环换热分离器冷侧出口温度155~170 ℃(设计值219 ℃),净化气进入塔温度低严重影响费托反应温度,导致反应器副产2.8 MPa 蒸汽量大幅度减少。循环换热分离器热侧出口温度150~175 ℃(设计值125 ℃),高温油气空冷器入口温度高,油气空冷后温度>50 ℃(设计值40 ℃)无法满足生产需求,造成油气空冷器、轻质油泵、轻质油加热器、压缩透平等超负荷运行,每年装置能耗和副产蒸汽减少的经济损失近亿元,装置能耗增加。
2.3 热侧压差高
循环换热分离器热侧压差随装置运行周期增长或负荷提高,热侧压差不断升高,压差上涨至一定值时,将会严重影响装置满负荷运行周期和设备存在安全隐患。上游净化合成气压力上涨,脱碳系统压力上涨,导致外送低温油洗气量增大。费托各系列热侧压差不断上涨,而循环换热分离器开工2 个月后热侧压差>200 kPa。随着装置运行周期增长及负荷不断提高,循环换热分离器热侧压差不断升高,费托I(330 kPa)高达设计值6.6 倍,持续上涨导致换热内件泄漏,造成净化气走短路,严重影响费托反应深度和转化率。
根据费托合成装置存在的问题进行分析可知,该循环换热分离器首次用于费托合成工况,板片间隙小,分离器设置有丝网,在实际运行时带有含有大量催化剂小颗粒和重质蜡液滴黏结在分换热板之间,造成换热内件堵塞和分离效率下降。工业运行结果表明,此设备不适合高黏度易结垢的分离工况。
3 改造措施
针对循环换热分离器在生产运行中存在的问题,自从2016 年12 月试车以来,围绕循环换热分离器开展了一系列技术攻关和改造,主要进行了以下几种改造方案:
(1)循环换热分离器下部丝网拆除。
(2)检修期间对循环换热板束包边加固焊接。
(3)循环换热分离器增加旁边阀,提高重质油温度。
(4)循环换热分离器热侧高温油气出口至油气空冷器管线上增加积液包。
(5)分离器Munters 单囊波纹板更换为波纹TP板。
(6)增大多孔板间距,降低催化剂及蜡油黏结堵塞的风险。
经过以上改造,本装置不能彻底解决分离和换热等问题。经过对装置存在的问题与设计院沟通后进行优化改造,同时对装置的主要参数进行调整。将循环换热分离器进行技术优化,将原循环换热分离器改造为循环换热器和重质油分离器两个单独的设备(见图2)。循环换热器采用管径Φ25 mm 单管程列管式换热器,立式结构,便于清洗、气体流速大,催化剂在内无法积存;重质油分离器采用小型旋风分离器,非波纹板,避免催化剂和蜡油堵塞换热内件的风险。

图2 循环换热器和重质油分离器流程图
4 改造后运行效果
经过对循环换热分离器技术改造后,在2020 年6月19 日投料运行至今,费托合成装置运行平稳,费托各系列运行数据(见表3)。
通过技术改造,由表3 可知,循环换热器冷流体温差(126~132 ℃)和热流体温差(120~128 ℃)都增大,大幅度提高传热性能。净化气进反应器温度提高至194~197 ℃(设计值219 ℃),有效提高费托反应温度,同时增加反应的放热量,单台反应器蒸汽量增加45 t/h。热侧流体出口温度130 ℃左右(设计值125 ℃),高温油气空冷器入口温度从150 ℃降至130 ℃(设计值120 ℃),油气空冷器负荷大幅度降低,轻质油系统负荷减小,同时每年设备能耗和副产气量等节省近亿元。与检修之前相比,重质油分离更加彻底,费托反应气入塔温度提高了26~33 ℃,反应放热量大大增加。循环比由2.0 提高至2.5,总包转化率提高2.5%,CO2选择性下降2%,吨油净化气单耗降低,装置能耗降低。
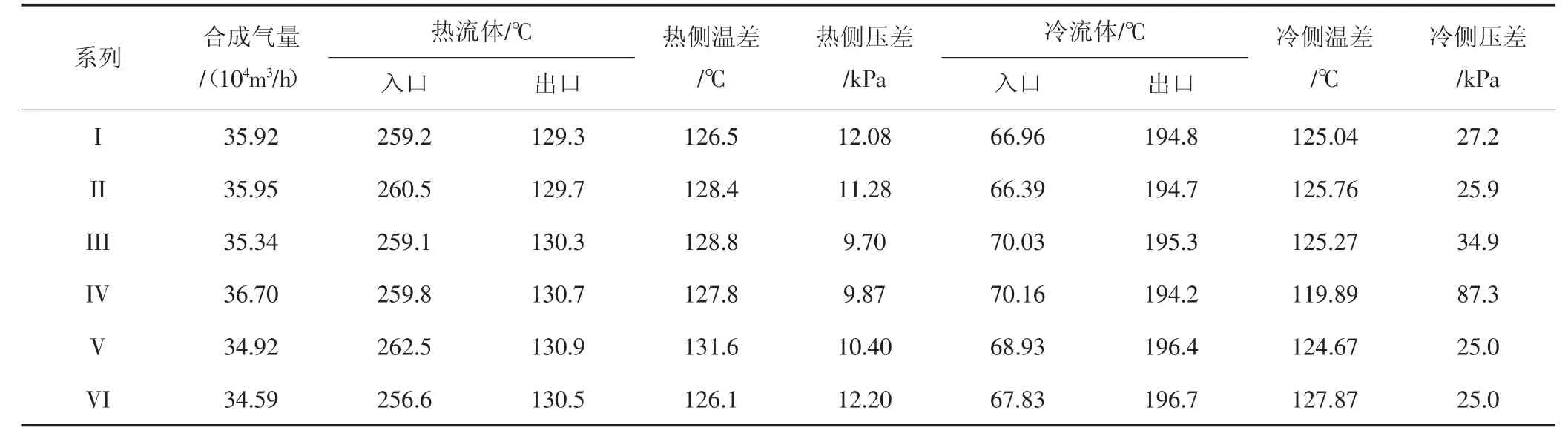
表3 改造后循环换热分离器的运行数据
5 结论
通过对循环换热分离器技术改造和优化,彻底解决了制约本装置安全稳定运行的瓶颈问题,实现了满负荷长周期稳定运行。工业运行结果表明,所采取改造方案及处理措施合理有效,换热性能高、分离效果好,为装置的长周期安全稳定运行提供了良好的保障。本次技术改造在百万吨煤制油液化项目费托合成单元得到了成功的应用,装置能耗降低,值得煤制油行业借鉴和推广应用。
