汽车涂装生产线的电气控制技术特征与优化方向
2021-11-18张翠翠
张翠翠
(四川职业技术学院,四川 遂宁 629000)
0 引言
近年来,随着科学技术的快速发展,汽车生产线逐渐向着无人化、智能化方向发展,涂装是汽车外观的基础保障,直接影响到汽车的品质、外壳耐腐蚀性和使用寿命,涂装工艺是汽车生产工艺的重要组成部分。在自动化生产线上,涂装工作的实施不仅要考虑工艺、材料、效率、输送、精度、柔性加工等众多因素,还要考虑控制流程的合理性。利用电气控制技术进行自动涂装能够实现同一条生产线对不同车型的同平台快速涂装,能更好地应对汽车产业现阶段的小批量、多品种、车型更迭快的特点,相对于传统的人工涂装,能够更好地应用不同涂料实施高覆盖率、高精度的涂装作业,涂装作业的稳定性和质量明显提升。
1 汽车涂装生产线工艺特征
汽车涂装生产线是汽车制造体系中最重要的组成部分之一,具有环境建设要求高、设备工艺复杂、机械设备应用量大、资源消耗量大、能耗高以及排放要求高等特点。自动化汽车涂装生产线不仅能够完成精确高效的涂装作业,还能实现待涂装零部件的动态输送,柔性分辨不同车型产品并应用不同的涂装工艺,利用自动涂装机械和自动输送生产线能够完成95%以上的涂装工艺,因此,涂装生产线的布局要充分考虑线上、线下各个工序的协调性,确保涂装过程的流畅性,汽车涂装生产线的常见工艺流程如图1所示[1]。
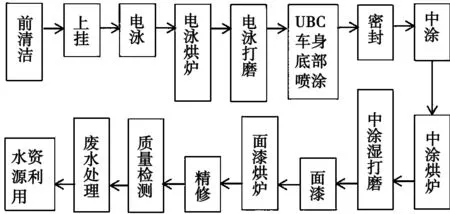
图1 汽车涂装生产线常见工艺流程
为了更好地利用生产线上各个位置的机械设备,保证涂装过程各个工序的流畅性,现代化的涂装生产线多采用立体输送的结构形式,利用计算机综合控制和可编程PLC控制器实现各个工作位置的总体控制,并在控制过程中实现时时监控和工序之间的衔接。涂装生产线主要采用并行涂装、智能输送、集中控制的模式,从主控器系统发出单列控制指令,实现对不同工序的同时并行控制。零部件的输送和供给采用柔性控制模式,能够自动适应前工序的操作时间,提高输送过程的流畅性。合理的生产线工艺设计能够很好地降低人力物力成本,提高生产效率和质量,降低资源浪费,提高环保效能。
2 汽车涂装生产线的主要电气控制技术
2.1 PLC可编程控制生产线技术
PLC可编程控制系统是汽车涂装生产线的核心系统,是各项工作精确实施的关键。首先,针对不同的涂装生产线流程、机械装备和控制功能要求,要合理选择PLC硬件平台,对于PLC需控制的DI、AI、AO、DO、电源灯各个模块进行综合考量,确保PLC选型的准确性;其次,在完成PLC选型的基础上,从PLC的功能特点出发与生产线的硬件设施进行匹配,PLC需要完成的工作包括获取并分析各个工作位采集并传输的信号,调整生产线的整体运行动态,针对不同工序实施不同的控制流程,控制输送带的链速,配合机器人自动涂装,分辨工作实施的正常状态,对于可能的故障做出相应处置。因此,在实现PLC控制涂装的各个工艺流程中,为确保控制流程的高效性,PLC软件系统设计和程序编制应确保简单、可靠、控制精准[2]。
2.2 零件信息识别与传输技术
现代化的汽车生产线必须要实现柔性涂装的功能需求,这就代表着同一个涂装生产线会同时对多个车型的不同零部件进行涂装作业,为满足不同车型零部件的混合生产,必须精准对各个零部件进行识别,并将识别后的信息传输给PLC进行程序选择应用。对于零部件的信息识别,主要采用RFID载码体信息识别与传递技术,系统主要包含电子标签和读写器组合,通过与行程开关和光电开关的配合,能够自动检测指定位置的零部件的代码信息,PLC通过获得的车型代码信息,匹配喷漆流程、油漆颜色代码等数据。
2.3 高压静电涂装技术
高压静电涂装技术是汽车涂装的主要实施工艺技术,是在传统空气涂装的基础上发展而来的,高压静电涂装主要与自动涂装机械臂配合实施(图2)。在涂装过程中,管道内的涂料以油气状态与压缩空气一同进入喷枪,空气与涂料形成高压混合油气,喷枪末端的旋杯雾化器工作时产生很强的离心力,使高压油气中的涂料进一步细化成为小雾滴,旋杯内的静电极针使产生的雾滴带有电荷。涂装时车身的电极性与涂料雾滴极性相反,使涂料在零部件表面形成紧密的吸附层。该涂装技术相对于传统涂装工艺优势明显,且对于不同的涂装工艺需求能够通过调整压力值和旋转杯转速进行控制[3]。

图2 高压静电涂装汽车表面
3 涂装生产线的优化改进
3.1 功能匹配与生产效率优化
涂装生产线本身各个系统的兼容性和匹配程度对工作效率影响很大,生产线应在实际应用过程中对软硬件的设施做持续的优化和改进。重点分析以下问题,一是各个工序的设备运行能力是否符合整体生产线的效率需求,避免出现个别工序技术落后影响整条生产线效率问题,应对个别落后的设备进行及时更新;二是分析涂装工艺技术实施的合理性,改进涂装过程中的涂料浪费、环境污染问题,优化涂装工艺,降低返修率和报废率;三是优化涂装车间环境,减少涂装区域的颗粒物数量[4]。
3.2 涂装线的物流模式优化
很多车企在引进现代化涂装设备的同时不重视物料输送、暂存、存储方面的规划,导致生产流程出现物流模式的不合理问题。因此应针对物流通道进行合理规划,改善周转控制和库存控制模式,使生产线运行的过程中对于汽车零部件的获取、输送、输出形成更好的匹配关系,从而提高涂装生产效率。
3.3 涂装污染物的优化处理
涂装过程会产生大量的污染物质,包括油、COD、铁粉、灰尘有机挥发物、漆雾等,这些物质可能造成多种形式的污染,处理不当会影响车企的周边环境。因此,应重视污染物质的处理工作,对于涂装过程产生的废水,应通过分类多级处理,一方面对水资源进行重复利用,另一方面要确保排污水符合《GB8978-1996污水综合排放标准》中的一级排放标准。同时,重视水过滤和空气过滤设备的升级和定期维护,确保污染物的净化和处理质量[5]。
4 结语
现代化的汽车涂装生产线应用了大量的电气控制技术,使生产过程的自动化程度得到了显著提升。从我国汽车制造企业应用的自动涂装技术来看,仍存在技术落后、工艺设计不合理等问题,对于先进的涂装技术应用达不到国际先进水平。因此,在提升汽车结构和功能的同时,汽车企业也应当重视涂装技术的升级,使汽车产品的外观品质得到更好的提升。
(05)
