碱预处理促进椰衣纤维厌氧消化产气研究
2021-11-13魏宝程王立功刘广青
魏宝程 王立功 王 珏 刘广青* 陈 畅*
(1.北京化工大学 化学工程学院, 北京 100029;2.中国交通建设集团股份有限公司 第三公路工程局有限公司, 北京 100010)
引 言
椰子是一种深受大众欢迎的热带作物,我国每年产量约2.5亿个。椰子在加工过程中会产生大量的椰衣废弃物[1-2],而目前椰衣大多被直接丢弃,造成了严重的资源浪费和环境污染,因此寻找合适的椰衣处理方法成为亟待解决的问题。
椰衣含有丰富的可降解有机物[3],利用厌氧消化处理椰衣不但可以生产清洁能源和有机肥料,还可以缓解环境污染,兼顾经济效益和环境效益。然而,椰衣中复杂致密的木质纤维结构带来了消化启动缓慢、发酵周期长、生物降解率低、产气量低等问题,限制了椰衣生物质的高效转化利用和沼气的规模化发展[1]。纤维素和半纤维素的高效转化是提高椰衣生物质产气效率的核心,而如何利用预处理技术破除其致密结构和降低木质素阻滞是其中的关键环节。
常见的预处理方法主要分为物理法、化学法和生物法3种方式。物理预处理尽管可以提高产气量,但能耗较高,且在应用过程中很难实现装备的大型化,成本居高不下[4]。生物预处理能耗较低,有利于后续的酶解,但预处理周期较长。相较之下,化学预处理的效果良好,常用试剂包括酸、碱、氧化剂、尿素等。其中碱常被用于木质纤维素的预处理,如NaOH、KOH、Ca(OH)2和碱性过氧化氢(AHP),它们可有效破坏木质素与其他化合物之间的结合,去除木质素,使得微生物更易接触纤维素和半纤维素,显著提高后续的产气量。使用碱预处理玉米、小麦等秸秆用来提高产气性能的效果已被证实[5-6]。覃国栋等[7]的研究表明,6%(质量分数,下同)NaOH溶液对稻草产气量的提升最大,较未预处理提高了716.8%。Siddhu等[8]的研究结果表明经KOH预处理后玉米秸秆的累积甲烷产量为243.1 mL/g(除特殊说明外,本文产气量单位均基于挥发性固体含量即VS),较未预处理的玉米秸秆提高了56.4%。Li等[9]发现Ca(OH)2预处理有利于玉米秸秆的厌氧消化,在Ca(OH)2质量分数为4%的条件下,沼气产量最高可达427.1 mL/g。然而过高的碱浓度可能对微生物活性有抑制作用,从而影响沼气的产生[10]。因此,对于不同的原料需要确定预处理过程中合适的碱浓度,从而得到高的沼气产量,以实现有机废弃物的高效利用。目前关于椰衣预处理的研究比较匮乏,不同碱预处理下椰衣的消化效果如何、哪种预处理条件下的产气效果最好、预处理过程中椰衣的组分与结构会发生怎样的变化等问题值得深入研究。
因此,本文利用NaOH、KOH、Ca(OH)2与AHP 4种试剂对椰衣纤维进行预处理,评估不同的预处理方法、碱浓度对椰衣厌氧消化性能的影响;对预处理前后椰衣结构及主要成分的变化进行表征,并结合产甲烷动力学综合揭示预处理的作用机制。本文工作有望为今后椰衣厌氧消化制备生物燃气技术的工艺开发与应用奠定基础。
1 实验部分
1.1 实验材料
椰子购自海南某水果基地,椰衣纤维经搅拌机搅碎后,装袋冷冻封存;接种物为取自北京市某沼气站的厌氧活性污泥。原料和接种物的化学组成见表1。NaOH,福晨(天津)化学试剂有限公司;KOH, 过氧化氢,北京化工厂;Ca(OH)2,西陇化工股份有限公司。以上试剂均为分析纯。

表1 椰衣纤维与接种物的化学组成Table 1 Chemical composition of coconut fibers and inoculum
1.2 实验方法
1.2.1预处理实验
在1L塑料盒中进行预处理。将搅碎后的椰衣纤维浸泡在质量分数分别为1%、3%、5%和7%的NaOH、KOH、Ca(OH)2和AHP溶液(共16组)中,系统含水率设定为90%,在25 ℃下放置24 h并每隔6 h手动搅拌一次。含水率计算如式(1)所示。
(1)
式(1)中,wMC为预处理系统含水率,%;m0为椰衣纤维干重,g;m1为椰衣纤维总质量,g;m2为试剂质量,g;m3为添加的水质量,g。
1.2.2厌氧消化实验
使用500 mL血清瓶作为厌氧消化反应器,工作体积设置为250 mL,接种比(原料与接种物的质量比,基于挥发性固体含量)为1,有机负荷为20 g/L(基于挥发性固体含量)。消化温度为37 ℃,初始pH调节至7.0~7.5。每组实验设置两个平行,同时为消除接种物产沼气的影响,设置两个只含污泥和水的空白对照组。
1.3 分析方法
木质素、半纤维素和纤维素的含量使用纤维素测定仪(A2000,美国ANKOM公司)测定[11]。C、N、H和S元素含量由元素分析仪(Vario EL cube, 德国Elementar Analysensysteme GmbH 公司)测得;O元素含量根据C、H、O、N元素含量之和为99.5%(基于VS)计算得出[12]。反应器的压力由数字压力计(3151WAL-BMP-Test,德国WAL Mess-und Regelsysteme GmbH公司)测定,并通过式(2)计算日沼气产量[13]。沼气中甲烷的体积分数通过气相色谱仪(GC-2014C,日本岛津公司)测定[14]。总固体含量(TS)与挥发性固体含量(VS)根据文献方法[12]测定。
(2)
式中,Vbiogas为产沼气量,mL;Δp为厌氧消化反应器排气前后测得的压力差,kPa;Vhead为厌氧消化反应器顶空体积,L;C为标准摩尔体积,22.4 L/mol;R为理想气体常数,8.314 J/(K·mol);T为绝对温度,K。
取预处理前后的椰衣纤维烘干后粉碎,过0.2 mm筛后通过扫描电子显微镜(SEM)(JSM-7800F, 日本JEOL)、X-射线衍射分析仪(XRD)(D8 ADVANCE,德国Bruker AXS公司)和傅里叶变换红外光谱仪(FT-IR)(Nicolet 6700,美国Nicolet公司)观测原料的形貌和结构的变化情况[15]。其中纤维素的结晶度指数Ic由式(3)计算得出[16]。
(3)
式中,I002为(002)面的最大衍射峰强度;IAM为衍射角2θ=18°处的衍射峰强度。
1.4 动力学模型
本文实验采用修正的Gompertz模型[17]对椰衣纤维厌氧消化过程进行动力学分析,具体公式如下。
(4)
式中,B为拟合的累积甲烷产量,mL/g;B0为拟合的最大甲烷产量,mL/g;t为消化时间,d;μM为最大产甲烷速率,mL/(g·d);λ为产甲烷停滞期,d。
2 结果与讨论
2.1 甲烷体积分数
图1为不同碱预处理椰衣纤维经厌氧消化后甲烷体积分数随时间的变化情况。可看出未预处理椰衣纤维所产甲烷体积分数在实验开始后缓慢增长,从第10天开始迅速增加,到第21天稳定在49%左右。NaOH、KOH和AHP预处理椰衣纤维实验组在初始阶段甲烷体积分数迅速增加,后趋于平稳,最终稳定在50%~60%,说明这3种碱预处理方式可有效破坏木质纤维的复杂结构,减小微生物与易降解组分间的阻碍,缩短厌氧消化迟滞期。其中,Ca(OH)2预处理椰衣纤维的甲烷体积分数较其他预处理的要低,厌氧消化启动时间长,预处理效果较差。
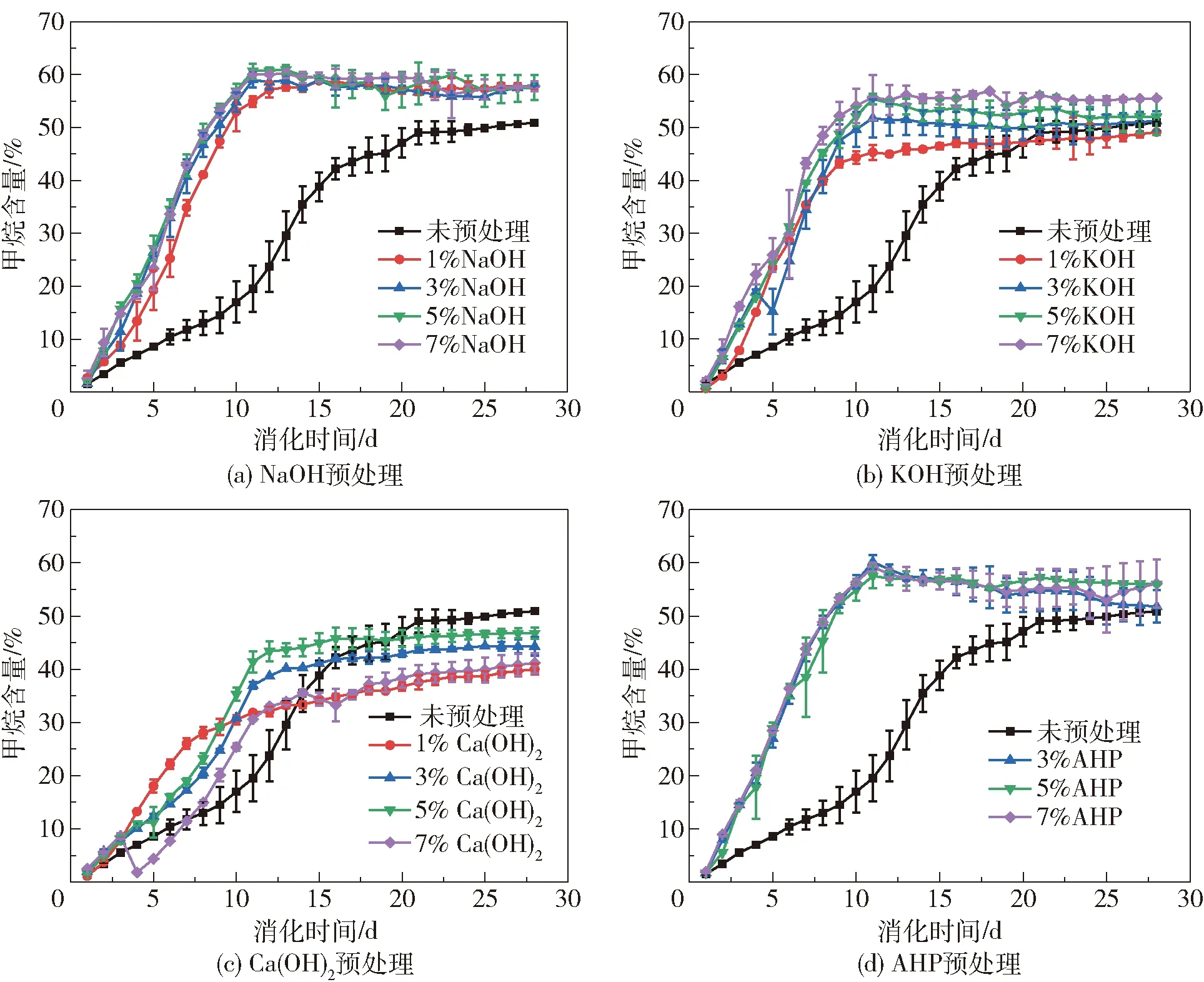
图1 不同碱预处理下椰衣纤维厌氧消化后甲烷含量Fig.1 Methane content of coconut fiber after pretreatment with different alkalis
2.2 厌氧消化沼气产量
不同预处理条件下椰衣纤维厌氧消化的日沼气产量(daily biogas yield, DBY)如图2所示。从日产气图中可看出未预处理组产气峰出现的时间较晚,在第14天出现,这可能是椰衣纤维中木质素含量高,组分不易被降解所致。经预处理后,所有预处理组的产气峰出现时间提前至第7~12天,且峰高大幅增加(Ca(OH)2预处理组除外)。其中在NaOH预处理实验组中,7%NaOH预处理组的产气峰最高,于第7天出现,最大日沼气产量为18.1 mL/g。KOH预处理组的产气峰在第8~9天出现,且随着预处理溶液浓度的降低,产气峰高度减小,最大日沼气产量为7%KOH预处理的18.0 mL/g。AHP预处理实验中,当预处理溶液质量分数为3%、5%和7%时,椰衣纤维的最大日沼气产量较未预处理提升明显,分别为16.5 mL/g、16.4 mL/g和16.9 mL/g。

图2 不同碱预处理后椰衣纤维日沼气产量Fig.2 DBY of coconut fiber after pretreatment with different alkalis
不同预处理条件下椰衣纤维厌氧消化的累积沼气产量(cumulative biogas yield, CBY)如图3所示。对于每种预处理方式来说,椰衣纤维的最高累积沼气产量分别为7%NaOH预处理的218.3 mL/g、7%KOH预处理的195.6 mL/g、7%AHP预处理的217.8 mL/g和5% Ca(OH)2预处理的107.1 mL/g,较未预处理(101.1 mL/g)分别提升了115.9%、93.5%、115.4%和5.9%。在预处理实验中,NaOH、KOH和AHP这3种预处理试剂均能明显提升椰衣纤维的累积沼气产量,而Ca(OH)2预处理效果一般,这可能是由于Ca(OH)2溶解度低、碱性弱,致使预处理效果差。

图3 不同碱预处理后椰衣纤维累积沼气产量Fig.3 CBY of coconut fiber after pretreatment with different alkalis
2.3 预处理后椰衣纤维木质纤维素的变化
本文对产气效果较好的7%NaOH和7%AHP预处理的椰衣纤维的木质纤维素组成和结构变化进行了研究。
2.3.1木质纤维素含量
对经7%NaOH、7%AHP预处理后椰衣纤维的木质纤维素含量进行测定,结果如表2所示。7%NaOH与7%AHP预处理椰衣纤维能显著去除木质素(P<0.05,差异性显著),使木质素含量由17.4%分别降低至11.5%和8.6%,去除率达到33.9%和50.6%,说明这两种预处理方法有效地破坏了椰衣纤维的木质纤维结构,使微生物更容易接触纤维素和半纤维素,从而提高了椰衣纤维的沼气产量。
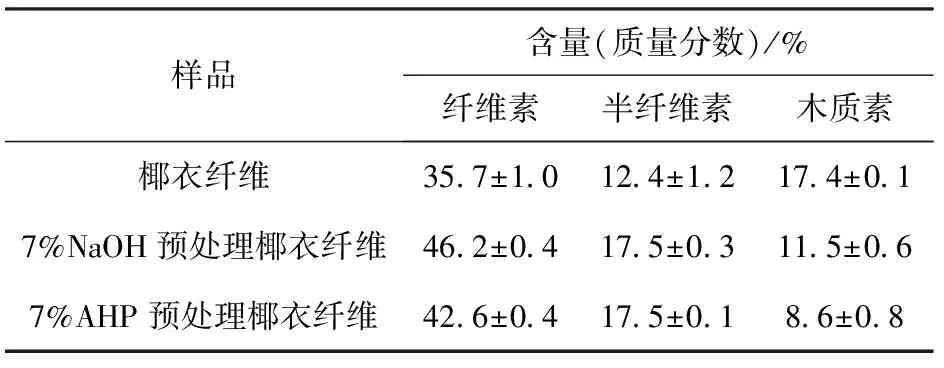
表2 预处理前后椰衣纤维的木质素含量Table 2 Lignocellulosic contents of coconut fibersbefore and after pretreatment
2.3.2木质纤维素结构
利用扫描电子显微镜对7%NaOH、7%AHP预处理前后椰衣纤维的微观结构进行观察,结果如图4所示。可以看出,未预处理的椰衣纤维表面较为平整,经7%NaOH、7%AHP预处理后,椰衣纤维的结构变得疏松散乱,表面粗糙,具有明显的裂缝,说明7%NaOH、7%AHP两种预处理方式可以有效地破坏椰衣纤维的木质纤维结构,提高了微生物对易降解组分的可及性。

图4 不同预处理条件下椰衣纤维的扫描电镜图Fig.4 SEM images of coconut fiber after different pretreatment conditions
针对预处理前后椰衣纤维纤维素晶型进行XRD表征的结果如图5所示。2θ在16°、22°和35°左右的衍射峰对应的是纤维素Ⅰ型的(101)、(002)和(004)晶面[18]。未预处理的椰衣纤维在16°左右的峰极小,22°出现明显的峰,35°处无峰出现。经7%NaOH、7%AHP预处理后, 16°、22°处的特征峰强度增加,35°处出现特征峰,特征峰的位置均没有变化。16°、22°和35°处的衍射峰均对应纤维素Ⅰ型晶面,说明预处理并未改变纤维素晶型。经7%NaOH、7%AHP预处理的椰衣纤维的结晶度由原来的24.7%分别增加至37.0%、33.6%,说明这两种预处理方法去除了椰衣纤维中大部分的无定型组分(木质素等)。

图5 预处理前后椰衣纤维的XRD谱图Fig.5 XRD patterns of coconut fibers before and after pretreatment

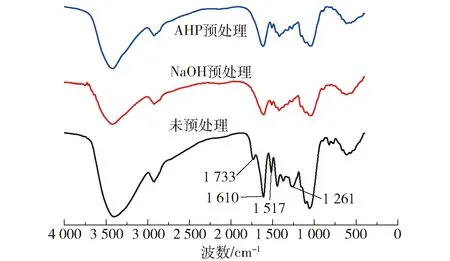
图6 预处理前后椰衣纤维的FT-IR谱图Fig.6 FT-IR spectra of coconut fibers before and after pretreatment
2.4 产甲烷动力学分析
为了更加清晰地认识预处理后椰衣纤维厌氧消化过程,使用修正的Gompertz模型对椰衣纤维厌氧产甲烷过程进行模拟,相应的动力学拟合曲线如图7所示。各实验组拟合的R2在0.985~0.997之间,表明采用修正的Gompertz模型拟合产甲烷过程效果较好。所有预处理实验组得到的最大累积甲烷产量B0均与实验所得的累积甲烷产量接近,进一步说明该模型的拟合效果好,适于拟合椰衣纤维的厌氧消化产甲烷过程。

图7 修正的Gompertz模型动力学拟合曲线Fig.7 Kinetic curves of the modified Gompertz model
3 结论
本文研究了不同碱预处理方法对椰衣纤维厌氧消化性能的影响,发现碱预处理后椰衣纤维的结构变得疏松散乱并产生明显裂缝,且木质素含量降低,表明预处理可有效去除椰衣纤维中的木质素,破坏其致密的木质纤维结构,提高微生物对椰衣纤维的可及性,从而有效缩短厌氧消化反应的迟滞期,提高沼气产量。其中,未预处理椰衣纤维厌氧消化累积产气量为101.1 mL/g,而7%NaOH和7%AHP预处理后椰衣纤维的累积产气量分别达218.3 mL/g和217.8 mL/g,较未预处理提升了115.9%和115.4%。动力学拟合结果显示修正的Gompertz模型适用于拟合椰衣纤维的厌氧消化产甲烷过程。综上所述,适宜的碱预处理方法可有效提高椰衣纤维的厌氧消化产气能力。本文工作为今后推进椰衣纤维厌氧消化技术的工艺开发与应用奠定了基础。
