颜色识别系统在物料分拣系统中的应用
2021-11-10郝美香
郝美香
(石嘴山工贸职业技术学校,753000,宁夏石嘴山)
随着现代工业生产不断向高速、自动、智能的方向发展,颜色识别方法被广泛应用于各种工业检测、自动控制和生活领域。目前,国内针对颜色识别方法离线应用的研究比较多,而在线颜色识别方法的应用比较缺乏,它可以应用于汽车、包装、电子、表面颜色控制、有色标记检测等场合,尤其是在工业生产自动化流水线上对不同颜色的产品进行区分、归类的应用最为广泛。笔者所在学校光机电一体化实训室的THJDQJ-1 光机电气一体化控制实训系统就是一个浓缩的、典型的工厂流水线物料分拣系统,它在进行颜色识别的时候采用的是色标传感器,它能识别出物体微小的差别,但是存在两个缺陷:其一,它的标定复杂;其二,它的抗干扰能力比较差。为克服这些缺陷,本文设计了颜色识别系统,并确定了影响颜色识别系统准确性的量值,将其应用于物料分拣系统,并通过实时检测来验证颜色识别系统识别的准确性。
1 实施方案
颜色识别系统应用于物料分拣系统,由单片机控制颜色识别系统,对颜色信号进行采集与处理,然后将识别结果送给PLC(可编程逻辑控制器),由PLC 控制物料分拣系统的各执行机构,最后将物料分拣入库。整个过程如图1 结构框图所示。

图1 颜色识别系统应用于物料分拣系统的结构框图
1.1 颜色识别系统
颜色识别系统由TCS230 颜色传感器模块、单片机开发板(TX-1C)、1602 液晶、固定支架组成。实物图如图2 所示。

图2 颜色识别系统的实物图
1.2 物料分拣系统
物料分拣系统即THJDQJ-1 光机电气一体化控制实训系统,该系统的作用是模拟工厂流水线的上料、机械手抓取物料、皮带输送物料、分类储存物料的过程,按照不同的控制要求,实现对物料的分拣入库。
1.3 物料分拣系统中颜色识别的实现
1.3.1 电气控制线路的连接
物料分拣系统的电气控制由电源控制部分、按钮、PLC 单元、步进电机及驱动部分、变频器等组成。
颜色识别系统是由单片机控制的,驱动电压是5 V,THJDQJ-1 光机电气一体化控制实训系统(物料分拣系统)是由PLC 控制的。要将颜色识别系统应用于物料分拣系统,就得把两个控制模块连接起来,即由单片机输出一个信号,作为PLC 的输入信号,来实现对不同颜色物料的分拣,那么就需要设计一个接口电路。本文设计的接口电路是将输出的电压转化为电流输送给三极管的基极,三极管对电流有放大作用,放大后的集电极电流可以驱动继电器线圈吸合,而继电器的触点动作信号转换成数字量作为PLC 的输入信号。具体的接口电路实物连接图如图3 所示。

图3 接口电路实物连接图
1.3.2 软件控制
本系统的软件控制针对的是PLC(Programmable Logic Controller)的软件编程控制,它的主机是由日本三菱公司设计生产的,型号是FX2N—48MT。在充分了解系统的控制要求后,通过合理分配输入点和输出点、设计PLC 接线图、编写控制程序、程序调试四个步骤,实现系统的软件控制。
1.4 实验条件及过程
实验条件:颜色识别系统、手提电脑、固定支架、接口电路、THJDQJ-1 光机电气一体化控制实训系统、红绿蓝黄色物料、室温。
实验过程:
(1)将颜色识别系统通过夹具固定在支架上,连接数据线到手提电脑;
(2)采用四个高亮白LED 作为基准光源;
(3)观测条件选择45°/0°,测试距离选择3 cm;
(4)按图3 连接接口电路,并将变压器的另一端接220 V 电源;
(5)打开单片机烧录工具STC-ISP 4.83,将颜色识别程序的BIN 文件打开,烧录到单片机STC89C52 芯片中;
(6)将THJDQJ-1 光机电气一体化控制实训系统的各个模块单元连接好,接通电源;
(7)将GX Developer 里编辑好的程序通过数据线下载到FX2N—48MT 内;
(8)在料筒里放入红色、绿色、蓝色、黄色物料若干,按下启动按钮SB5,开始实时检测物料,并分拣入库,记录分拣物料正确和错误的数量。
2 实验结果
分拣物料正确和错误的数量及正确率如表1 所示。
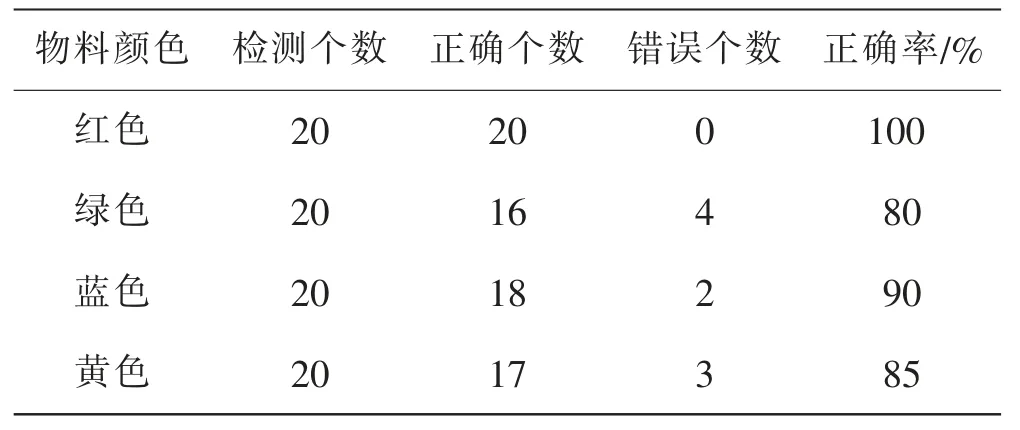
表1 在线检测颜色识别准确性实验结果
3 结语
实验数据表明,颜色识别系统应用于物料分拣系统,在线检测的准确率大于80%,基本达到要求;在有限分拣数量范围内,红色物料分拣的准确率最高,达到100%;绿色、蓝色、黄色物料都存在不同程度的错误率,以绿色物料的错误率为最高。
