三维打印技术在义齿加工中的应用*
2021-11-08汶斌斌张亚峰贺新杰赵利渊
□ 汶斌斌 □ 余 森 □ 张亚峰 □ 程 军 □ 王 昌 □ 贺新杰 □ 赵利渊
西北有色金属研究院 西安 710016
1 应用背景
随着人们健康水平的不断提高,人们对口腔健康的要求也越来越高。义齿镶配是齿科治疗的必要手段,由于义齿种类繁多,并且需要手工一对一配作,加工质量难以控制。随着数字化加工技术和三维打印技术的发展,义齿加工配作进入数字化时代,义齿的数字化加工将成为未来的发展趋势。义齿和活动支架如图1所示。
2 传统义齿加工
传统义齿加工离不开牙科技师手工制作蜡模和铸造金属牙冠,义齿返工率居高不下,工作效率低,并且降低了患者佩戴义齿的舒适度。
传统石膏牙模的加工工序主要包括制取口腔印模和灌注石膏牙模。制取口腔印模需要牙医对患者口腔进行预备处理,清洁拟取印模区域及进行排龈处理,然后选择大小合适的托盘注入硅橡胶材料,并将托盘放置在患者口腔内制取印模。灌注石膏牙模时,将适量水和超硬石膏粉调拌成均匀糊状。将调和均匀的糊状石膏从印模的高点处填入,边填边轻轻振荡,使石膏灌注完全。成功灌注牙模才能制作出优良的义齿。
义齿中烤瓷牙金属内冠的制作方法为,根据石膏牙模制作出金属内冠的蜡型,进行金属内冠的失蜡铸造,主要包括铸道安放、包埋、失蜡、铸造四个步骤,然后再经过表面处理和饰面,最终完成烤瓷牙金属内冠的制作。
3 义齿数字化加工
数字化加工技术使义齿加工脱离依靠牙科技师的手工配作,进入数控加工义齿的新阶段。在数控机床上加工金属牙冠时,对牙冠三维模型进行加工编程,生成数控机床加工程序进行加工,具有精度高、产品稳定性好等特点。使用数控加工技术制造金属内冠,不需要制作蜡型和失蜡铸造金属内冠的过程,取而代之的是数字化口腔模型扫描、计算机辅助设计、计算机辅助制造和自动化金属牙冠切削等步骤,金属牙冠的精度得到保障。

▲图1 义齿和活动支架
在加工材料方面,数控加工设备除了能加工钛、钴铬合金等金属材料外,还可以加工氧化锆、玻璃陶瓷等牙科材料。
数控加工的不足之处是加工效率低、浪费原材料。
4 三维打印技术的应用
三维打印技术于20世纪90年代发展起来,集成了计算机辅助设计技术、数控加工、激光三维打印等现代科技成果,是先进制造技术的重要组成部分,国内外有不少企业采用这一技术。
在国外,德国BEGO公司是知名的牙科设备与材料制造商,所生产的设备能够制造局部义齿金属支架铸造蜡型,打印手术导板、口腔模型、个性化印模托槽。Dentaurum是一家由口腔诊所发展而来的口腔产品制造商,提供口腔修复、种植领域的产品和材料,所生产的材料可用于选择性激光熔化三维打印设备制造金属牙冠。
在国内,最具代表性的是西安铂力特激光成形技术有限公司、江苏永年激光成形技术有限公司、湖南华曙高科有限公司。
选择性激光熔化三维打印使用高强度激光作为能量来源,直接融化金属粉末层,使超薄的二维横截面依次沉积。
由于义齿加工具有高度个性化的特点,因此采用激光三维打印技术制作义齿成为最佳选择。
激光三维打印技术在义齿加工中的应用主要包括可摘义齿、矫正器、种植牙的制作加工。激光三维打印效果关键取决于激光功率、层厚、打印速度、光斑大小等参数。
与传统成形方式相比,激光三维打印技术突破了设计和传统加工技术的局限性,不需要模具,一次性打印成形,材料利用率高,设计、制作周期短,可加工的材料几乎不受限制。随着相关技术的提高,激光三维打印技术在加工精度方面已经有了明显提高。激光三维打印义齿的加工工艺流程为:① 通过计算机断层扫描、磁共振等临床诊疗手段获取患者牙冠的三维数据,结合逆向工程学设计义齿的三维数模,转换为三维打印制造标准数据;② 采用合适的软件将三维数据转换为沿纵向的二维层切片;③ 激光三维打印设备根据二维数据逐层融化金属材料,完成义齿的加工。
相比义齿的数控加工,激光三维打印技术在义齿生产成本和效率方面的优势更为突出。
激光三维打印义齿具体操作时,利用三维软件建模。将三维模型保存为.STL格式文件时,将玄长设为0。将保存好的.STL格式文件导入三维打印软件,添加打印支撑文件。支撑文件添加后,分层切片。切片后,将支撑文件保存为.SLC格式,将产品文件保存为.STL格式。在三维打印设备中,将.STL格式产品文件导入AUTOFAB软件,对产品文件进行切片,并将切片完成的文件保存为.AFF格式。将.AFF格式文件转换为.EPA格式,导入三维打印设备,调出文件。将三维打印设备打印范围设置为400×400,打开.EPA格式产品文件,并打开.SLC格式支撑文件,调整打印参数,开始打印。激光三维打印义齿如图2所示。

▲图2 激光三维打印义齿
打印参数中,每层打印厚度的设置很重要。层厚的设置取决于激光打印功率和打印金属球形粉末颗粒平均直径。层厚设置过小,打印金属球形粉末颗粒平均直径大于层厚,激光将熔覆不了而导致打印失败。层厚设置过大,激光无法融化对应层底部打印金属球形粉末颗粒,造成未彻底熔融现象,在后期打印过程中形成球化,导致缩孔、缩松,使义齿机械强度降低,甚至不达标。激光光斑指激光照射在粉层表面所形成的照射面积,光斑过小,激光功率集中能量密度高,会导致粉层过烧。扫描间距指两次扫描之间的搭接率。搭接率高,使熔融反复发生,提高致密度,但表面粗糙度值相应增大。搭接率低,使义齿的机械强度有所下降。因此,适当的扫描间距是提高义齿加工质量的保证。针对打印好的义齿,应检查贴合度,如图3所示。
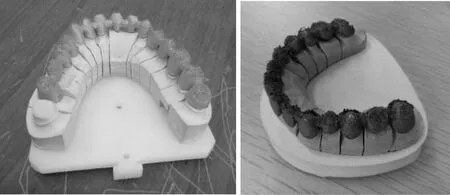
▲图3 义齿贴合度检查
5 结束语
随着激光三维打印技术的进一步发展,软件和设备能力的进步,生产智能化程度将更高,打印设备将更完善,并将更适合义齿个性化生产。有理由相信,激光三维打印技术未来将成为义齿加工的主流技术。
