基于逐点比较插补法的数控机床进给加减速控制
2021-11-08周益锋
□ 周益锋 □ 李 军
江苏联合职业技术学院盐城生物工程分院 江苏盐城 224051
1 逐点比较插补法原理
数控机床的控制系统控制刀具或工作台从A点到B点进行插补运动,常常采用逐点比较插补法,即刀具每走一步都要与程序给定轨迹上的坐标值进行比较,分析实际刀具点与给定程序点之间的位置差别,从而决定刀具下一步的进给方向。刀具的行走方向总是向着逼近给定程序点的方向趋近,对偏离给定程序点轨迹的刀具点进行插补运动。每插补运动一步,就计算一次刀具点和给定程序点之间的偏差,决定刀具点下一步的进给走向,以逼近给定程序点的理想轨迹,直至整个加工完成。
在逐点比较插补法中,每插补进给运动一步,都必须进行四个步骤,依次为刀具点和给定程序点的偏差判别、刀具点坐标进给、刀具点和给定程序点的偏差计算、给定程序点的终点判断。给定程序为:G00X0YO;GO1X4Y3;……刀具点从A(0,0)向B(4,3)的插补过程中,刀具的进给速度是非常关键的参数,存在加速和减速的问题。在这一过程中,数控机床系统进给速度直接影响到加工零件的尺寸精度、几何公差、表面粗糙度、生产效率。在刀具点插补进给过程中,要适应实际加工状态,满足各种可能需要改变的进给速度,保证运动平稳和准确定位,由此要求对数控机床系统的进给速度进行有效控制。笔者基于逐点比较插补法研究数控机床进给加减速控制。
2 加减速控制原理
在目前典型的数控机床系统中,进给速度处理可分为进给速度计算和进给速度控制两部分。数控机床的进给速度控制一般都采用程序控制来完成,以保证数控机床系统进给速度的稳定性,并且有一定的调速范围。在具体过程中,数控机床系统的进给速度必须按一定规律完成加速和减速,用程序控制实现进给速度的加减速控制,既可以在插补前进行,也可以在插补后进行,使机床进给速度的控制更为灵活方便。
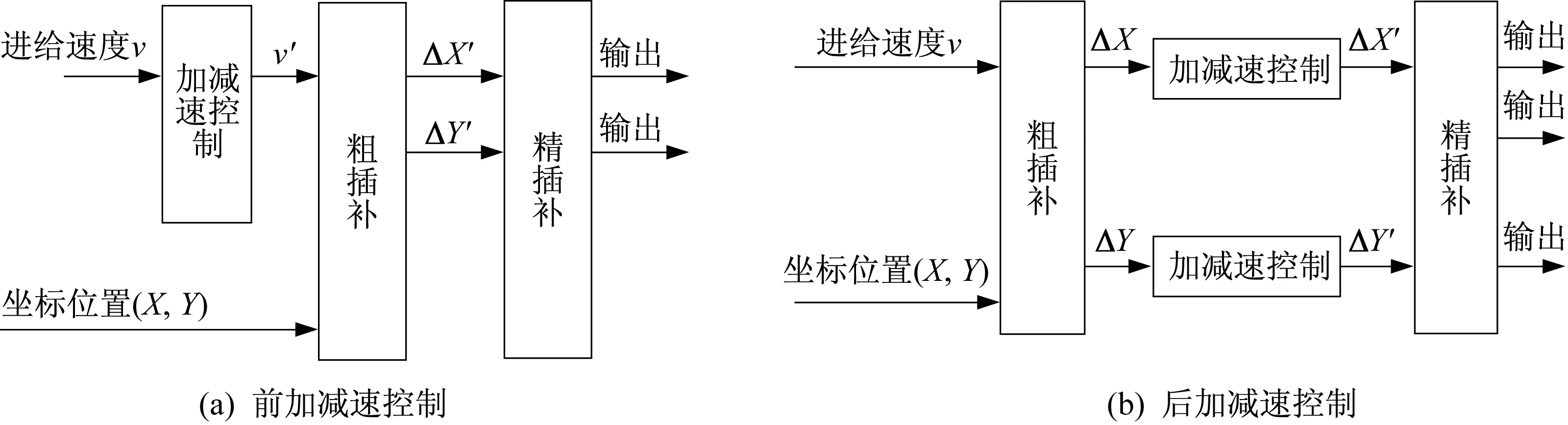
在插补前进行的加减速控制称为前加减速控制,在插补后进行的加减速控制称为后加减速控制,原理如图1所示。前加减速控制不会影响刀具点实际插补输出的位置精度,但是需要进行预测刀具点减速值的计算,花费计算时间。后加减速控制不需要预测刀具点减速值,简化大量计算,但在加减速过程中会产生实际位置误差。两者各有利弊,可以斟酌使用。
3 前加减速控制研究
当数控机床在启动、停止或在切削加工过程中需要改变刀具的进给速度时,控制系统会自动进行加减速运算处理,即控制系统会根据插补时刀具的稳定运行速度和瞬时速度,进行插补前的加减速控制。前加减速控制就是对程序的进给速度v进行有效控制。
首先计算出刀具运行的稳定速度vs,即在一个插补周期T内每进行一次插补的进给量,为:
vs=1 000Tkv/60
(1)
式中:k为速度补偿因数。
刀具瞬时速度vi是数控机床系统在每个插补周期的实际进给量,反映了数控机床的实际工作状态。
当数控机床处于稳定运行进给状态时,刀具瞬时速度vi为程序设定的稳定速度vs。当数控机床处于加速状态时,vi小于vs。当数控机床处于减速状态时,vi大于vs。
▲图1 进给速度加减速控制原理
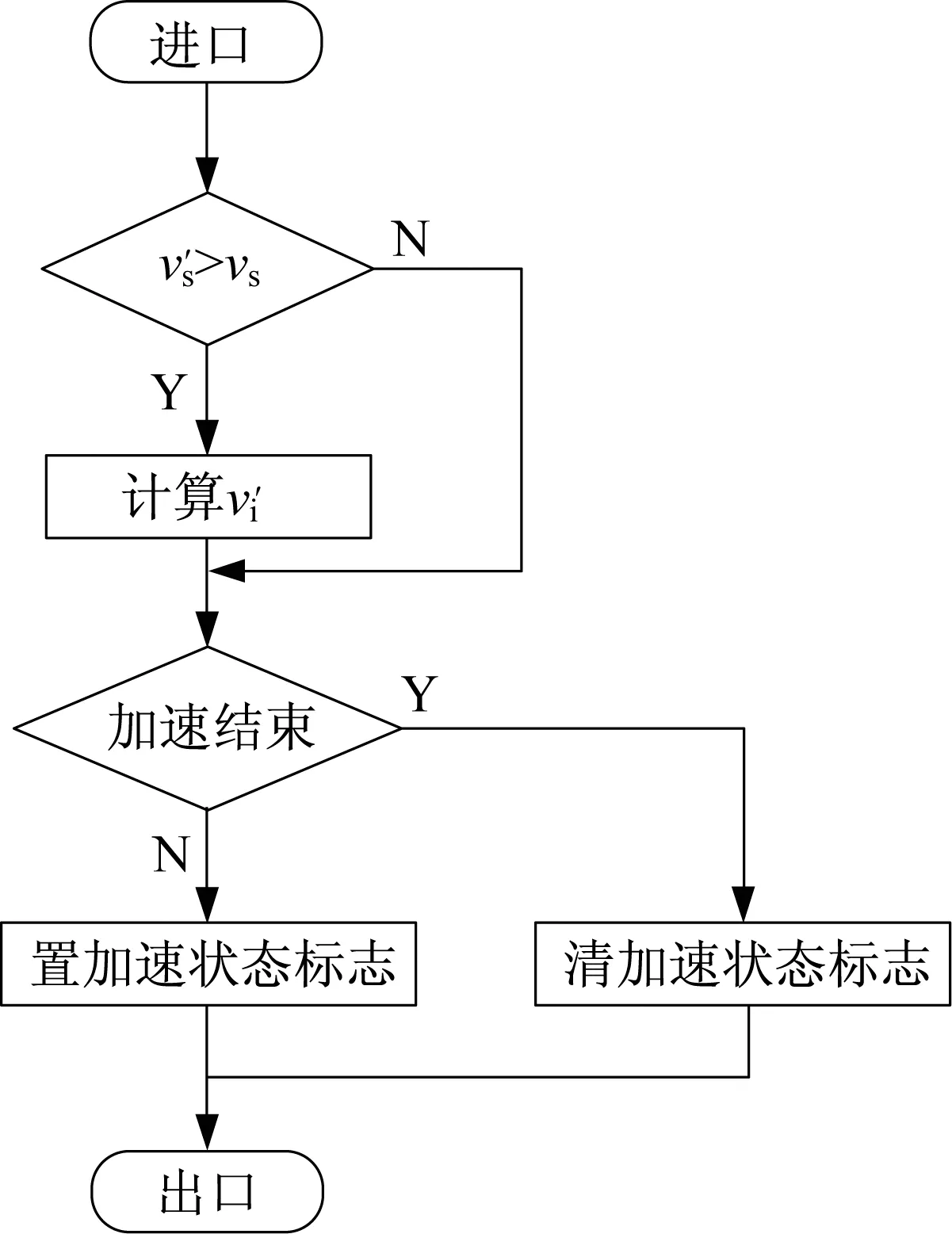
对于前加速控制,数控机床系统每插补一次,都要进行稳定速度、瞬时速度、加减速计算。当稳定速度的计算值v′s大于原来的稳定速度vs时,要加速。当瞬时速度的计算值小于原来的稳定速度vs时,也要加速。前加速控制程序流程如图2所示。
▲图2 前加速控制程序流程
插补过程中,每插补一次,刀具的瞬时速度v′i为:
v′i=vi+at
(2)
式中:a为加速度;t为时间。
从图2中可以看出,刀具瞬时速度的计算值要参加插补计算,从而对各运动坐标轴进行进给增量的分配,使刀具一直加速到新的或给定的程序稳定速度vs为止。
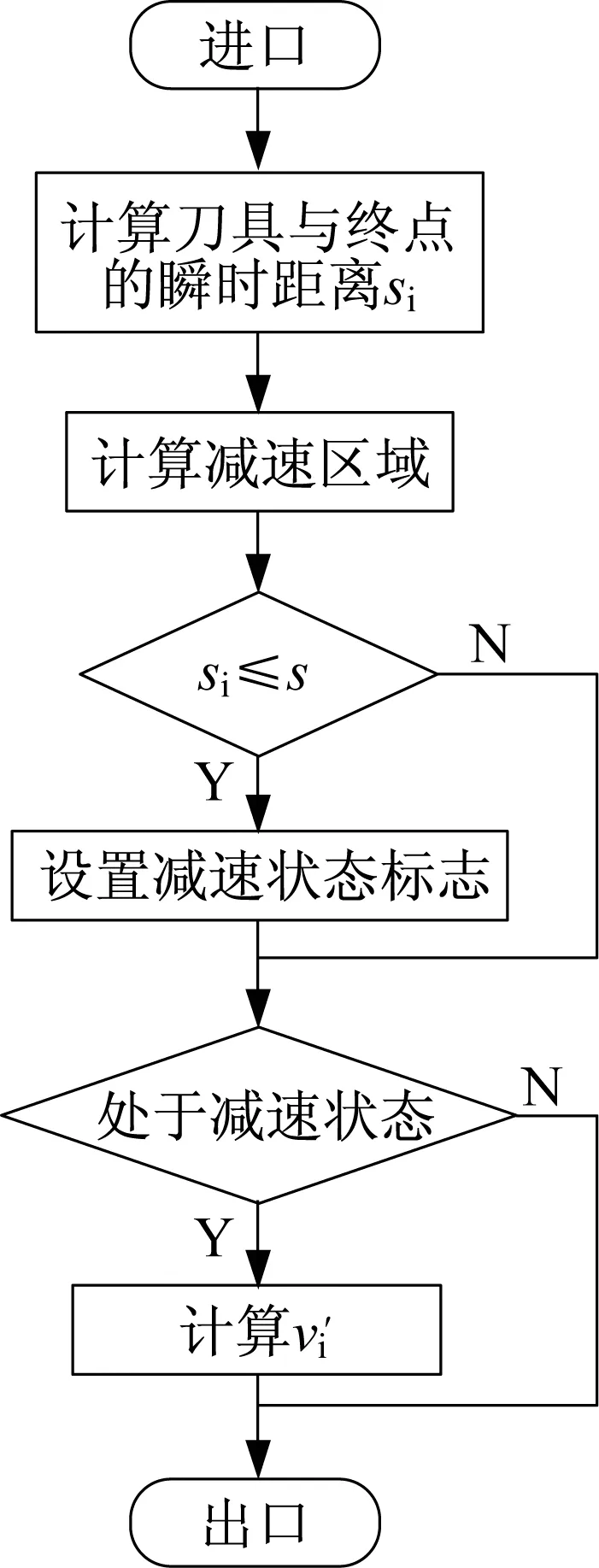
对于前减速控制,当数控机床系统处于减速运动状态时,瞬时速度大于稳定速度。前减速控制程序流程如图3所示。由图3可以看出,数控机床系统每进行一次插补运算后,都要进行终点判断,计算出刀具与终点的瞬时距离si,并按减速标志判别是否已到达减速区域。若已到达,则要进行减速处理。若未到达,则进行正常插补。在减速过程中,如果刀具稳定速度vs和设定的加减速度a已确定,那么减速距离s为:
(3)
若要进行减速,即瞬时距离si不大于减速距离s,则设置减速状态标志,并进行减速处理。每减速一次,刀具的瞬时速度v′i为:
v′i=vi-at
(4)
瞬时速度v′i参加插补运算,对各运动坐标轴进行进给增量的分配,一直减速到新的稳定速度。如需要提前一段距离开始减速,则可按需要将提前量Δs作为参数,预先设置好标志,这样减速距离s为:
(5)
▲图3 前减速控制程序流程
4 结束语
数控机床进给速度的调节与控制是一个很重要的功能,与零件加工尺寸精度、几何公差、表面粗糙度、表面质量、生产效率有密切的关系。
数控机床的进给速度要求稳定,并且有一定的调速范围。刀具在插补过程中要求对数控机床系统的进给速度进行有效控制。从前加减速控制和后加减速控制的原理分析可知,前加减速控制的特点是需要进行预测减速点的计算,花费计算机的计算时间,但是不会影响实际插补输出的位置精度。后加减速控制的特点是不需要预测减速点,简化了计算,但在加减速过程中会产生实际位置误差。笔者分析了前加减速控制的原理与计算方法,为进一步了解插补过程和选择数控机床系统提供了理论依据。
