基于工业试验结果对天然气总硫限制的技术经济分析
2021-11-06陈赓良
陈赓良
中国石油西南油气田公司天然气研究院, 四川 成都 610213
0 前言
2020年9月22日,国家主席习近平在第七十五届联合国大会上郑重宣布中国将增加自主减排贡献,力争二氧化碳排放在2030年前达到峰值,2060年前实现碳中和(以下简称“双碳”目标)[1]。由于我国约80%大气污染物源于化石能源,故节能是减排二氧化碳最有效的技术措施。为实现“双碳”目标,石油化工、燃煤电站和天然气净化等高能耗行业,当前正在大力促进节能减排的科技成果向生产力转化。GB 17820—2018《天然气》(以下简称GB 17820—2018)发布以来,中国石油所属有关单位为达到一类气总硫限值 20 mg/m3这个气质指标,系统地开展了天然气脱有机硫工艺技术的室内实验和/或工业试验,并获得了比较完整而丰富的数据。笔者认为20 mg/m3这个总硫限值本身并不符合我国国情,笔者从对目前已经投入工业运行的3套装置所作的技术经济初步分析来看,为实现此限值而需消耗的能量极高;恰恰与我国其它高能耗行业为实现“双碳”目标而正在努力开拓的技术发展方向背道而驰。
1 天然气净化(脱硫)行业能耗极高
我国有机硫化合物含量较高的原料天然气主要产自川渝地区的高含硫气田,如元坝气田、普光气田和罗家寨气田等,估计年产量约为200×108m3,见表1。主要脱除有机硫工艺方法为采用甲基二乙醇胺(以下简称MDEA)水溶液及以其为基础的配方型溶剂[2]。

表1 国内外部分气田和净化厂的有机硫含量及其脱除工艺表
部分天然气净化厂的综合能耗见表2。从表2可以看出:同等规模的高含硫天然气净化厂与中、低含硫天然气净化厂相比,前者的综合能耗远高于后者的综合能耗[3];罗家寨天然气净化厂处理1×104m3原料天然气的综合能耗约为重庆天然气净化总厂忠县分厂综合能耗的10倍。鉴于天然气净化(脱硫)是一个高能耗行业,笔者认为任何需要大幅度增加能耗的硫减排技术皆不可取。
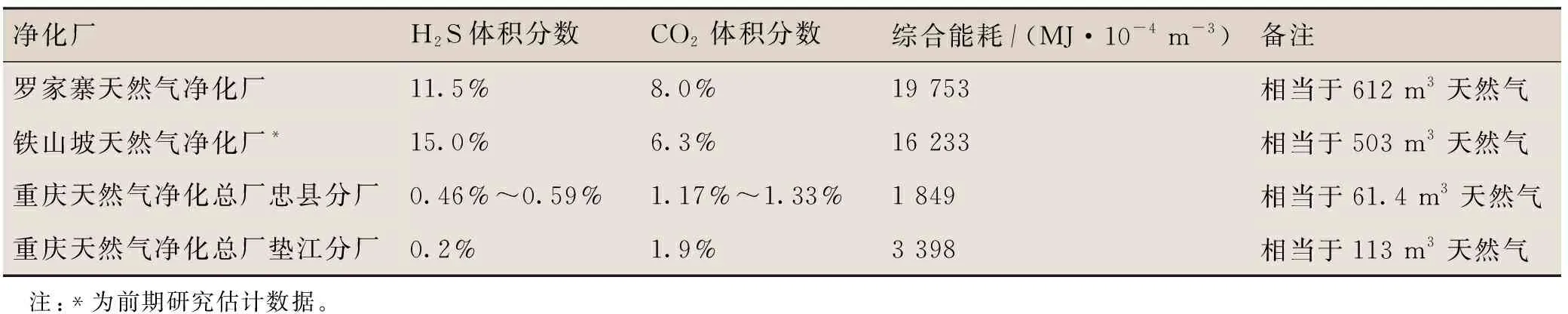
表2 部分天然气净化厂的综合能耗表
2 MDEA与Ⅲ型配方脱硫溶剂系列的特性
20世纪80年代中期开始,中国石油西南油气田公司天然气研究院(以下简称天研院)就致力于开发具有高度节能效果的MDEA水溶液选吸脱硫及以其为基础的配方型溶剂系列,后者就其功能而言可分为加强选吸(Ⅰ)、脱硫脱碳(Ⅱ)和脱有机硫(Ⅲ)等三种类型[4]。由于Ⅰ型溶剂对H2S具有高度选吸性能,故能通过减少进入脱硫富液的CO2量而有效地改善硫黄回收装置的原料酸气质量,从而提高硫黄回收率并实现硫减排。对于含有机硫的原料气,目前最常用的Ⅲ型溶剂是砜胺(以下简称Sulfinol)溶剂,包括Sulfinol-M和Sulfinol-D。天研院开发的新型高效有机硫脱除溶剂CT8-16,在保持有机硫脱除效率相同的条件下,其选吸性能略优于Sulfinol-M的选吸性能[5]。
以有机硫脱除性能略优于Sulfinol-M溶剂的CT8-24溶剂(天研院研制)为例,在实验室条件下考察其有机硫脱除性能,实验结果见图1[6]。实验条件为:吸收压力5 MPa,填料高度1 m,原料气中H2S摩尔分数1%,CO2摩尔分数3%,有机硫质量浓度120 mg/m3,其中硫醇和COS各占50%。
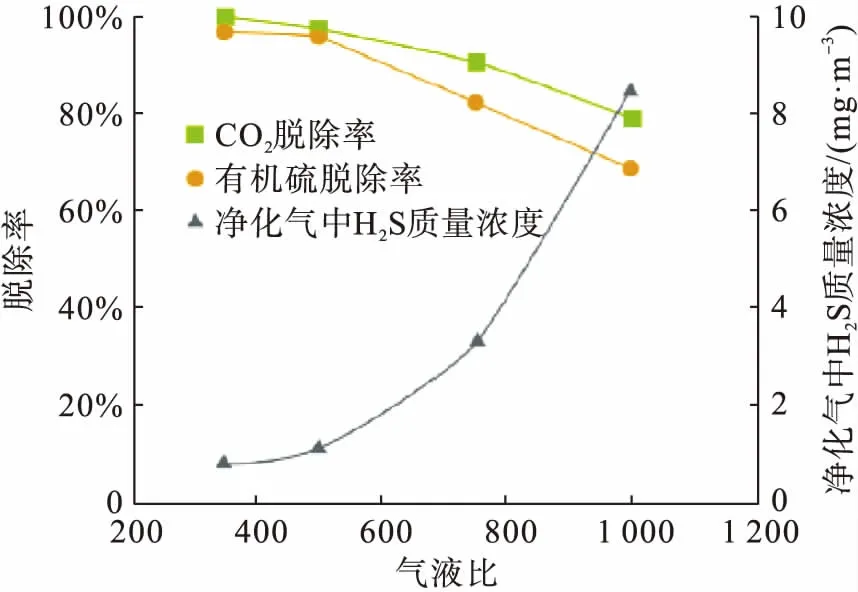
图1 不同气液比条件下溶剂的脱硫脱碳性能曲线图Fig.1 Performance of solvent on sulfur and carbon removal at different gas-liquid ratio
从图1可以看出,如果将MDEA水溶液更换为CT8-24砜胺型溶剂,并试图以提高气液比来降低CO2共吸收率而改善回收装置酸气质量时,原料气有机硫脱除率必然大幅度下降,这是一对不可调和的矛盾。
3 渠县分厂溶剂升级前后工况对比及环境损益分析
中国石油西南油气田公司天然气净化总厂渠县分厂建有2套设计处理量150×104m3/d的脱硫装置,处理含少量有机硫、碳硫比略高于1的低含硫天然气,见表3。升级改造前采用的MDEA水溶液选吸脱硫工艺具有较好的节能效果,再生酸气中H2S含量为50.5%,碳硫比降至0.95。原料气所含有机硫化合物中85%为硫醇型硫。2019年天研院在该厂第Ⅱ套装置上进行了CT8-24高效有机硫脱除溶剂脱有机硫工业试验。结果证实,在对工艺参数适当进行调整以保持原有选吸效率及再生酸气组成基本不变的工况下,CT8-24能将有机硫脱除效率提高至60%以上,从而使净化气的总硫含量指标降至≤20 mg/m3,见表4。
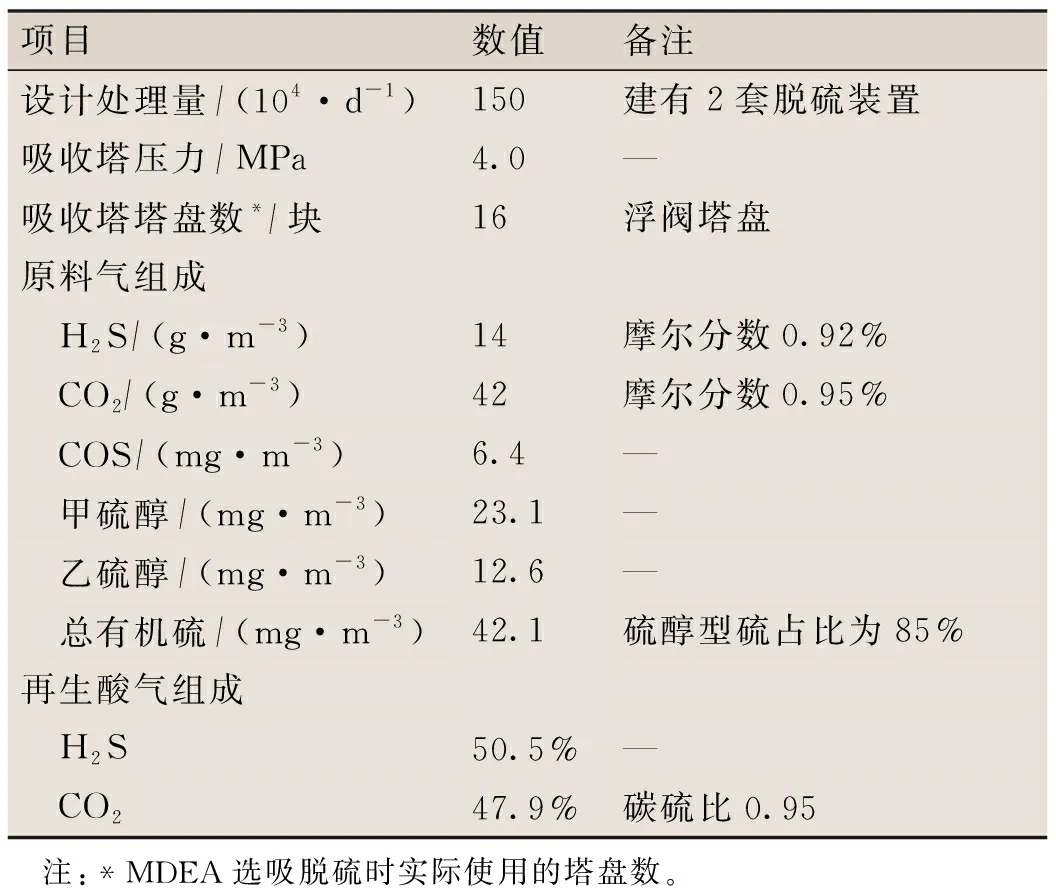
表3 渠县分厂主要工艺参数表
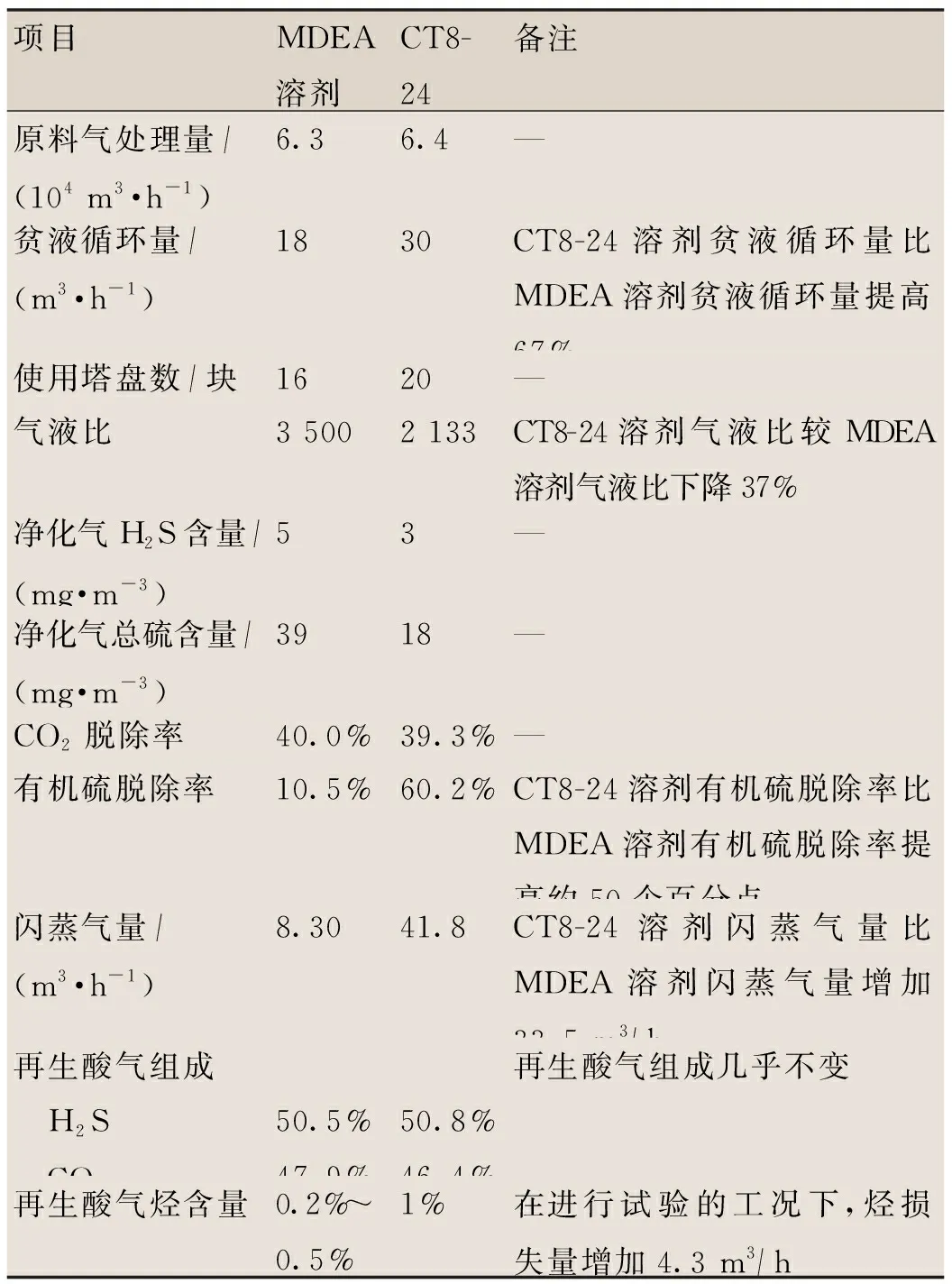
表4 两种溶剂的运行工况与有机硫脱除效率比较表
在渠县分厂脱硫装置的工况条件下,取得1 kg硫减排环境效益估计可能产生的能耗约 3 790 MJ,并导致碳排放量增加37 kg,见表5。
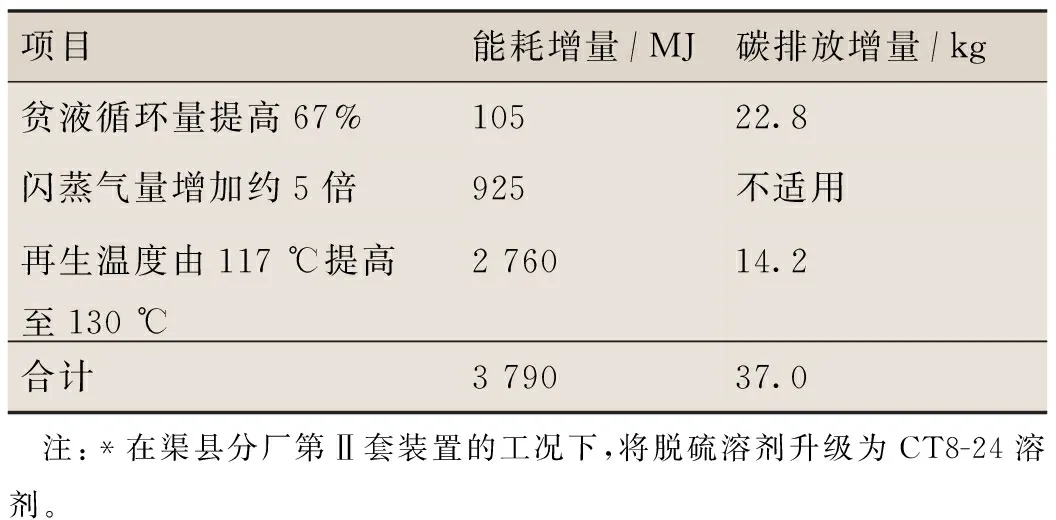
表5 估计1 kg硫减排产生的能耗与碳排放增量表*
从表4~5可看出,由于溶剂升级而使净化气总硫含量从39 mg/m3降到18 mg/m3时,对环境损益分析的粗略估计如下:1)净化气总硫含量降低21 mg/m3取得的硫减排效益为1.34 kg/h;2)贫液循环量提高67%导致能耗增加140 MJ/h,碳排放量增加30.6 kg/h;3)闪蒸气量增加(商品气量减少)33.5 m3/h,并导致能耗增加1 240 MJ/h;4)再生温度由117 ℃提高到130 ℃,至少增加再生蒸汽用量1 t/h(或燃料气用量100 m3/h),并导致能耗增加3 700 MJ/h,碳排放量增加19 kg/h;5)以上述数据为基础,若在川渝地区与渠县分厂类似工况、采用MDEA选吸脱硫工艺的装置上实施溶剂升级,估计脱硫装置的单位能耗将从目前约1 600 MJ/104m3(原料气)上升至约2 400 MJ/104m3(原料气),能耗增幅达50%。
假定将总硫限值规定为50 mg/m3,则渠县分厂不需任何改造即可达到总硫限值指标。
4 CT8-24溶剂在引进分厂的工业应用试验
在重庆天然气净化总厂引进分厂的第Ⅲ列装置上进行CT8-24溶剂工业应用试验,其工艺流程见图2[7]。
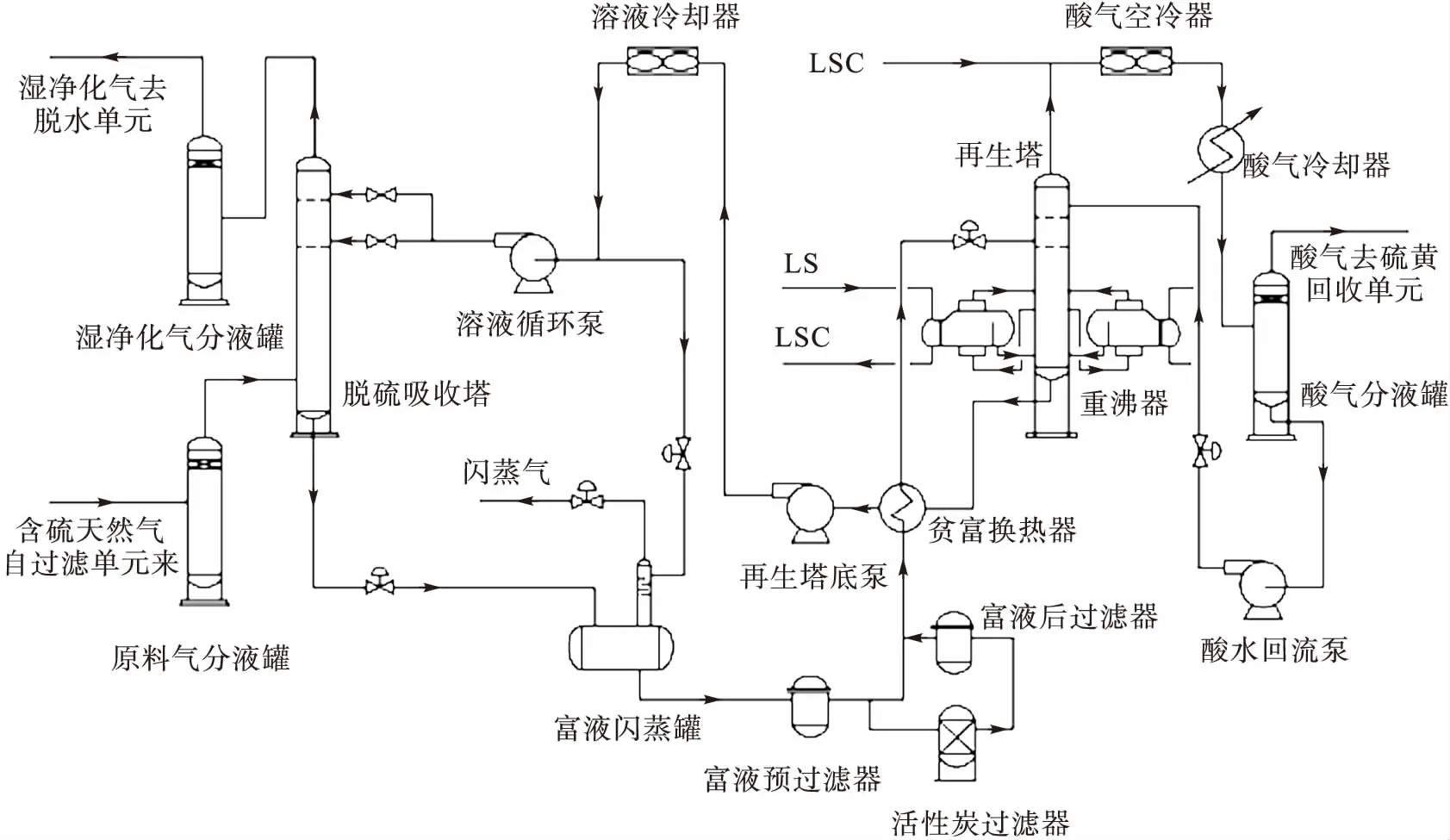
图2 引进分厂脱硫装置工艺流程图Fig.2 Process of desulfurization facilities of Yinjin branch plant
该脱硫装置设计处理量为400×104m3/d,1980年12月建成投产。当时该装置处理的原料气中H2S体积分数为4.0%~5.0%,有机硫含量为1 000~1 200 mg/m3。此后,随着原料气气质变化,该装置曾多次进行技术改造。在本次技术改造前,该装置采用MDEA水溶液处理低含硫天然气,吸收塔贫液入口设置在14层和20层塔盘处以调节CO2脱除率。
工业试验取得了丰硕成果,不同工况下CT8-24溶剂的吸收性能见表6,并据此总结出使净化气中H2S质量浓度稳定低于6 mg/m3的较理想工况条件:在处理量不大于260×104m3/d时,溶液循环量应为68~70 m3/h,脱硫溶液中水含量为18%~20%。
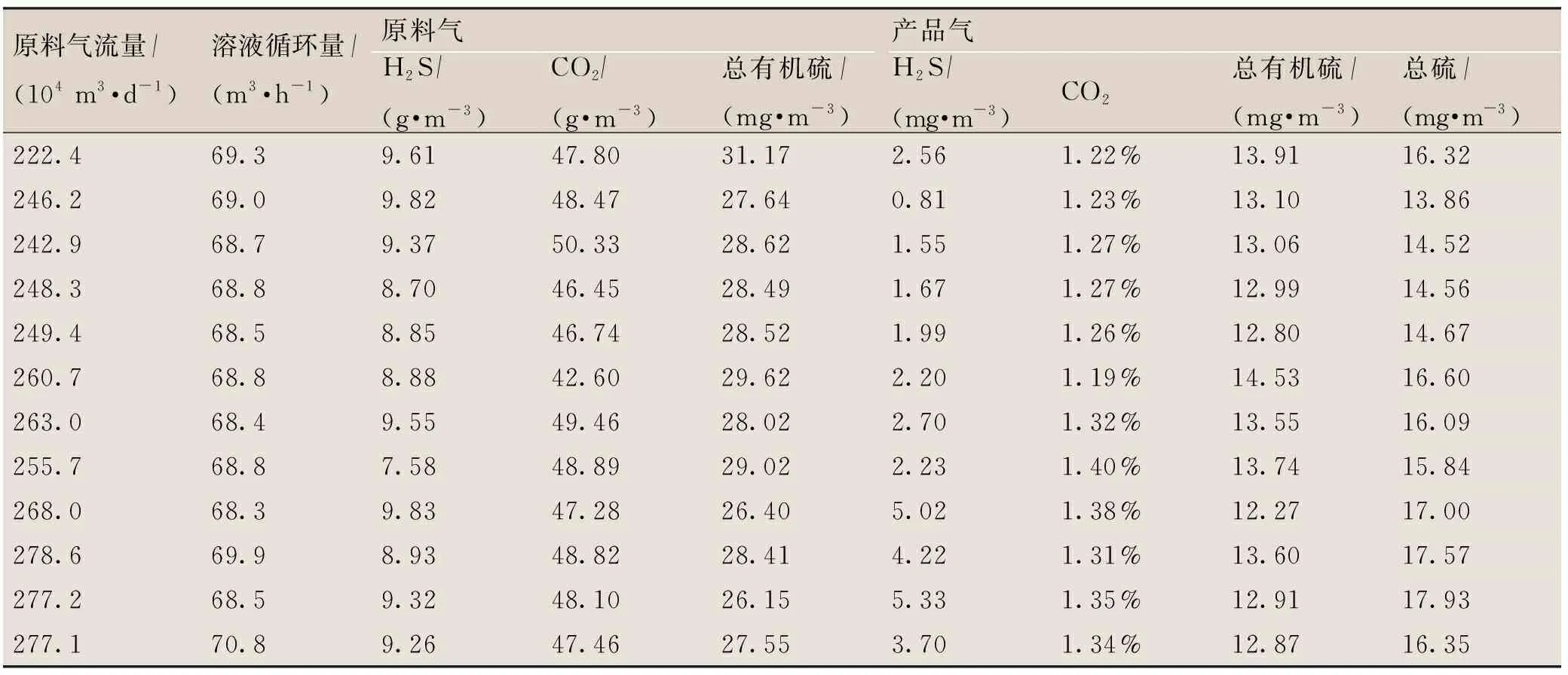
表6 不同工况下CT8-24溶剂的吸收性能表
尽管工业试验非常成功,但若假定在GB 17820—2018中将一类气总硫限值规定为50 mg/m3,则上述溶剂升级及其相应的一系列技术改造措施均可不必进行,且MDEA水溶液选吸脱硫的操作成本也远低于砜胺溶剂的操作成本。
5 万州分厂总硫限值20 mg/m3达标方案
重庆天然气净化总厂万州分厂的原料气中有机硫的质量浓度目前已经上升至约186 mg/m3;且宣汉天然气净化厂和中国石化普光天然气净化厂(以下简称普光厂)原料气中有机硫质量浓度均较高,达到300 mg/m3以上。
2009年投产的万州分厂装置规模为200×104m3/d,原料气来自高峰场气田和云安厂气田,2009年其原料气与产品气的组成见表7[8]。脱硫装置采用MDEA水溶液,处理后产品气中总硫含量约80 mg/m3。随着万州区块高含硫天然气井的投产,2020年原料气中H2S含量上升至77 g/m3,因潜硫量达到硫黄回收装置处理负荷上限,只能将原料气处理量降到130×104~170×104m3/d。经研究分析,最终确定万州分厂总硫限值20 mg/m3的达标方案为:脱硫单元采用MDEA水溶液脱硫+COS水解+高效有机硫脱除工艺,改造后的工艺流程见图3。
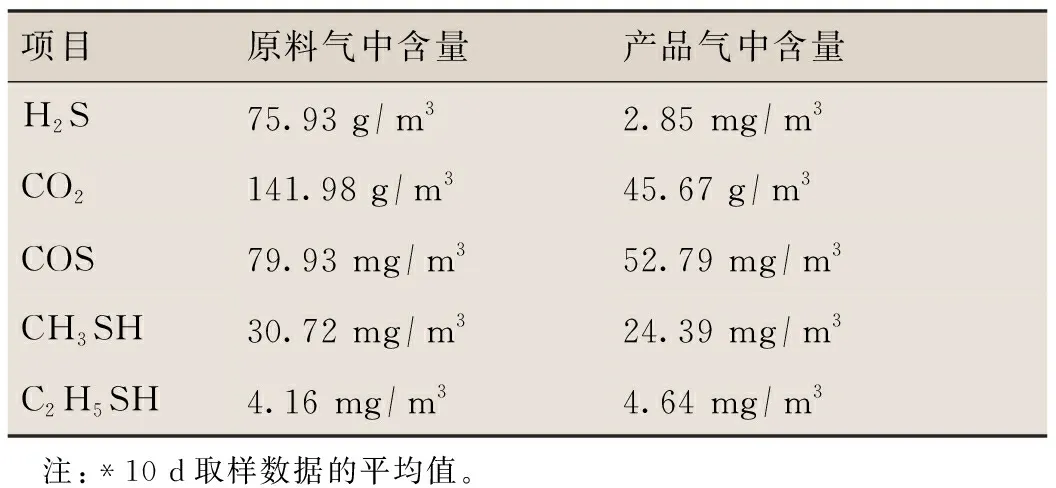
表7 万州分厂原料气和产品气的组成表*
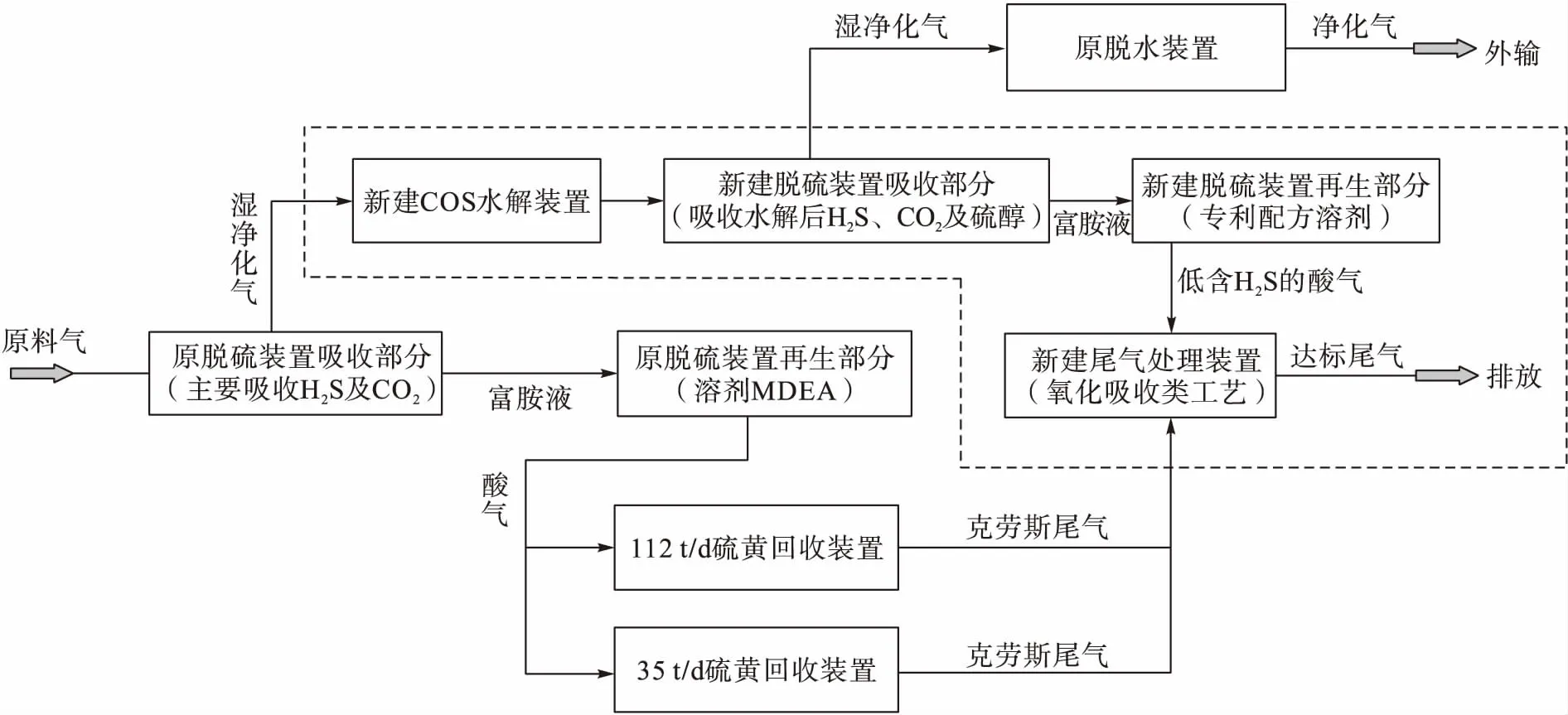
图3 万州分厂商品气升级改造工艺流程示意图Fig.3 Upgraded process of production plant of Wanzhou branch plant
6 COS组分水解催化剂CT6-16
目前,市场供应的油气工业上常用的COS组分水解催化剂大多以氧化铝为载体,通过一次或多次负载碱金属、碱土金属而制成,其外观见图4。催化剂CT6-16实验室制备样品与国外同类样品的物性参数对比见表8。

图4 COS组分水解催化剂外观照片Fig.4 Photo of COS hydrolysis catalyst

表8 实验室样品与国外同类产品样品的物性参数对比表
天研院按万州分厂达标方案要求,对COS组分的水解工艺及其配套催化剂CT6-16开展了全面研究,并取得了丰硕成果[9]。对实验室及中试放大生产的催化剂研究结果表明,各项性能指标均达到国外同类催化剂的水平[8]。
2020年在万州分厂建设了1套处理量为6 000 m3/d的COS水解中试装置,其催化剂装填量为47 L,试验结果见图5~6。现场2 000 h连续运转试验结果表明,在反应温度90~150 ℃,空速2 000~6 000 h-1的工况下,湿净化气经催化剂CT6-16处理后,产品气中COS质量浓度小于2 mg/m3,COS水解率大于99%。

图5 水解中试装置反应器出入口COS质量浓度图Fig.5 COS mass concentration at inlet and outlet of hydrolysis reactor pilot-plant
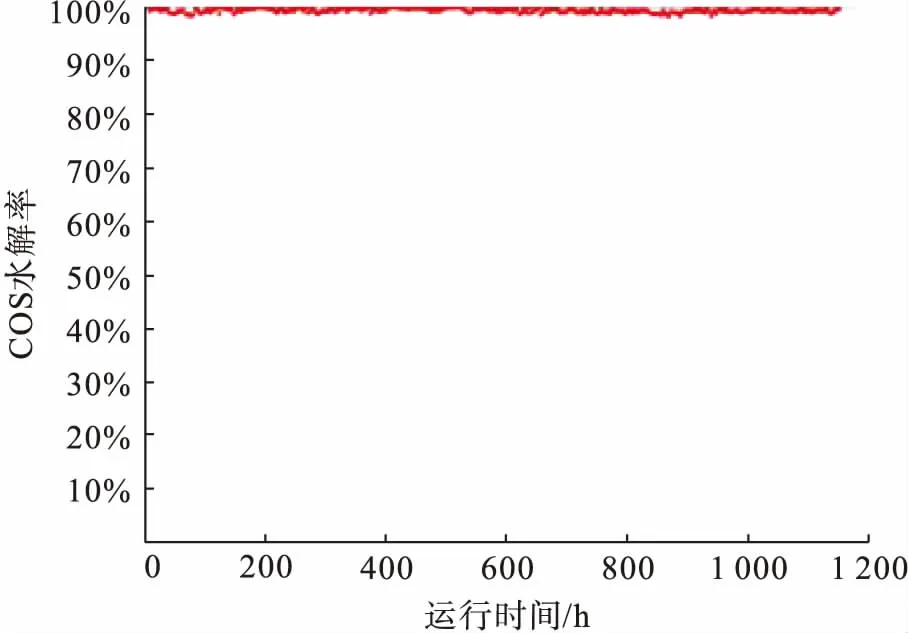
图6 1 200 h寿命试验中COS的水解率图Fig.6 COS hydrolysis rates in 1 200 h long-run test
7 对天然气中COS脱除工艺的技术经济分析
综合分析近年来文献中的有关报导,对从天然气中脱除COS组分工艺技术的进展归纳出如下认识[10]。
1)砜胺类溶剂对硫醇和COS均有较高的脱除效率,但存在价格昂贵、对烃类溶解度较高、对COS的脱除效率不及硫醇对COS的脱除效率等缺陷,大多应用于硫醇含量较高(>300 mg/m3)的原料气,一般不用于原料天然气中COS的脱除。
2)MDEA水溶液脱除COS的效率为10%~20%;而对硫醇的脱除率几乎为零。一乙醇胺(MEA)与有机硫化合物反应会生成一系列很难再生的化学降解产物,故不能应用于从天然气中脱除有机硫化合物。二乙醇胺(DEA)水溶液对硫醇有一定脱除能力,但也存在溶剂降解问题,故通常仅作为活化剂应用于活化MDEA溶剂。以二异丙醇胺(DIPA)为脱硫溶剂的Adip法特点是在全部脱除H2S的同时,仅部分脱除CO2,且能有效地脱除原料气中的COS,故在欧洲的炼厂中此法被广泛应用于脱除干气及液态烃中的有机硫。
3)德国BASF公司于1990年代成功开发出一种新型的活化MDEA溶剂,其中加有特殊的添加剂可将天然气中COS脱除率提高至50%~60%,而CO2脱除率(共吸收率)可控制在50%左右,且烃类在溶剂(水溶液)中的溶解度不太高,故此类溶剂较适合应用于原料气中重烃含量较高而COS含量不太高的场合,见图7。如果以合适的活化MDEA溶剂处理万州分厂(总硫含量不超过200 mg/m3)的原料气,可以将商品气总硫含量控制在小于100 mg/m3的水平,则该厂可通过简单的溶剂升级而实现二类气总硫达标。

图7 活化MDEA溶剂脱除COS与CO2的关系图Fig.7 COS and CO2 removal efficiency relationship of activated MDEA solvent
4)对于COS含量较高的原料气,如果因MDEA水溶液对其脱除效率不够高而导致总硫净化度不能达标时,可采用先将COS水解为H2S和CO2,然后再行脱除的所谓“1+1”有机硫脱除工艺。后者包括多种不同工艺技术的组合,通常是一类过程复杂、能耗极高的工艺,仅应用于特殊情况。
普光厂处理的原料气中H2S摩尔分数0.141,CO2摩尔分数0.086,有机硫含量340.6 mg/m3(其中COS含量316.3 mg/m3,硫醇含量24.4 mg/m3)。处理此类原料气不仅要求溶剂具有良好的COS脱除效率,同时要求其有合适的选吸能力,故只能采用“1+1”(MDEA水溶液粗脱+COS气相水解转化器+MDEA水溶液精脱)这类特殊的处理工艺。普光厂COS水解转化器操作温度为121~129 ℃,有机硫水解(脱除)率可达99%以上,见表9[11]。
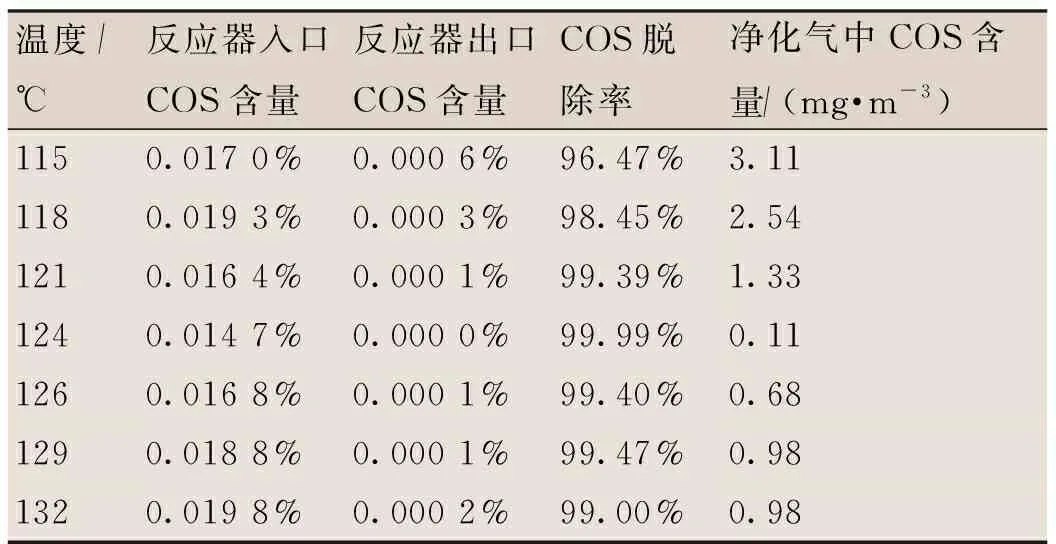
表9 不同温度下COS水解(脱除)率表
“1+1”(气相水解)COS脱除工艺的典型流程见图8。如图8所示,原料气进入一级主吸收塔下部进行粗脱并经水洗塔洗涤后,进入COS水解转化反应器。在反应器中99%以上的COS水解而转化为H2S和CO2,随后进入二级主吸收塔进行精脱,通常在进行选吸脱硫的同时,净化气中COS的体积分数可降到1×10-6的水平[10]。
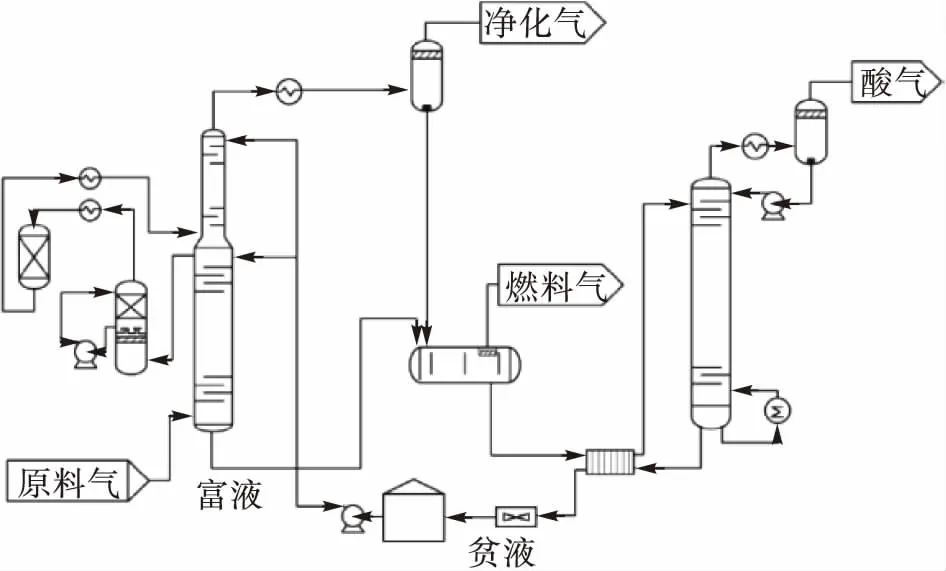
图8 “1+1”(气相水解)COS脱除工艺的典型流程图Fig.8 Typical process of “1+1”COS removal technology(hydrolysis in gas phase)
从图8可看出:在COS水解转化过程中,经一级主吸收塔粗脱的原料气需要升温至约125 ℃后再进入水解反应器;而出水解反应器的过程气又需要降到较低的温度后才能进入第二主吸收塔精脱以保证选吸(脱硫)效率,故实施此工艺的能耗极高,必须采取有效的节能降耗措施。
普光厂采用的常规MDEA溶剂串级吸收和联合再生的节能型流程见图9[11]。由于脱硫单元和后续的尾气处理单元均采用MDEA溶剂脱硫,而尾气处理单元半富液中的H2S含量甚低,因而可将尾气选吸脱硫塔底排出的半富液送至脱硫单元一级主吸收塔串级使用,从而提高溶剂的使用效率和降低胺液总循环量。同时,由于脱硫装置与尾气选吸脱硫装置共用1套(富)胺液再生系统,既减少了设备投资,也降低了再生能耗和操作费用。据文献报导,此类节能型串级流程与单独设置流程相比,设备投资可减少15%,热能消耗可减少32%[10]。
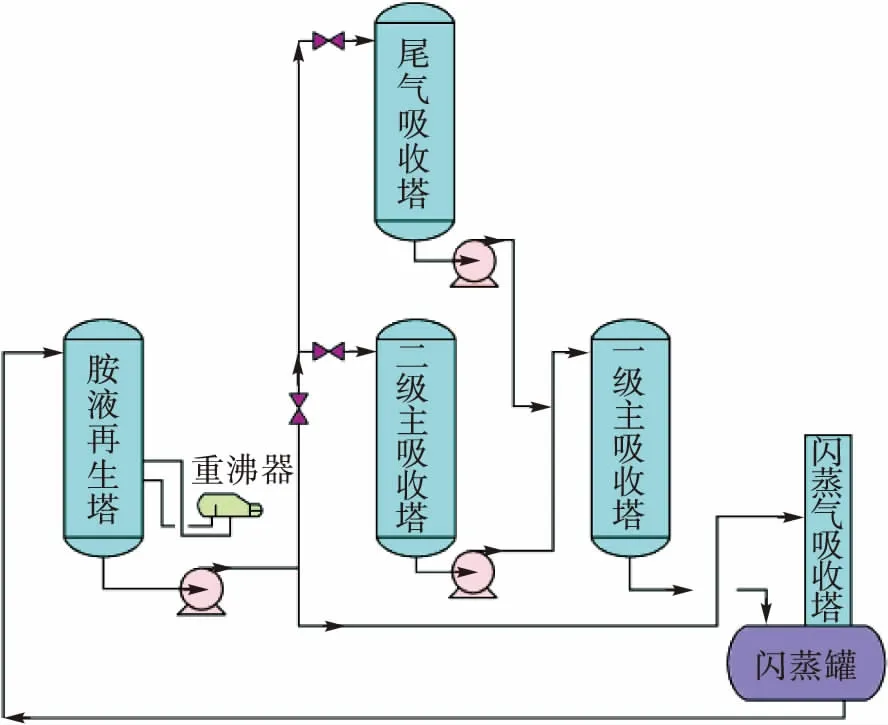
图9 MDEA溶剂串级吸收和联合再生的节能型流程示意图Fig.9 Process of cascade absorption and joint regeneration
8 结论
通过对近年来进行的现场调查、试验研究与工业实践结果的分析总结,笔者认为:
1)强制性国家标准GB 17820—2018将一类气总硫限值从60 mg/m3降到20 mg/m3的规定既无根据,也无必要,且在技术经济指标合理的前提下无实现可能。GB 17820—2012《天然气》中将二类气总硫限值规定为200 mg/m3确实偏高,但降至100 mg/m3未必合适。
2)为实现总硫限值降到20 mg/m3这个不符合中国国情的气质指标,当前正在积极开展试验(或已经投入工业应用)的,仍然是以醇胺法、砜胺法和/或“1+1”工艺方法为代表的脱有机硫工艺,实质上并无新的技术进步,纯粹是以极不合理的高能耗换取少量硫减排。此举恰恰与中国其它高能耗行业为完成“双碳”目标而正在努力开拓的技术发展方向背道而驰。
3)天然气作为清洁高效的低碳化石能源,在中国近期能源转型过程中肩负着重要的使命,故任何以大幅度增加能耗为代价的硫减排技术措施,对天然气工业协调稳定发展带来的负面影响不可低估。
4)鉴于以上认识,建议修订GB 17820—2018,并将一类气的总硫限值规定为50 mg/m3,二类气总硫限值规定为150 mg/m3。