TiC晶须增强增韧的金刚石锯片的研制
2021-11-02曹瑞香孙岚
曹瑞香 孙岚
摘 要:介绍了一种用碳化钛晶须增强、增韧的新型金刚石锯片。探索了这种锯片的制备工艺,并测试了其力学性能和切割性能(包括切割花岗岩的速率和每个锯片能切割的花岗岩最大长度)。通过比较各种TiC晶须含量的锯片的切割性能找出了最佳的TiC晶须含量。
关键词:TiC晶须;金刚石锯片;花岗岩;石材切割速率和切割长度
中图分类号:TG717 文献标识码:A 文章编号:1001-5922(2021)10-0046-03
Development of TiC Whisker Reinforced and Toughened Diamond Saw Blade
Cao Ruixiang1, Sun Lan2
(1. Jiangxi Technical College of Manufacturing, Nanchang 330095, China;
2. Xiamen University, Xiamen 361005, China )
Abstract:This paper introduces a new diamond saw blade reinforced and toughened with titanium carbide whiskers. The preparation process of this saw blade was explored and its mechanical properties and cutting properties were tested (including the rate of cutting granite and the maximum length of granite that each saw blade can cut). The optimum TiC whisker content was found by comparing the cutting performance of various saw blades with TiC whisker content.
Key words:TiC whisker; diamond saw blade; stone cutting; stone cutting rate and cutting length
0 引言
随着工业的发展和技术的进步,圆形金刚石浸渍锯片已广泛应用于锯切、研磨、修整石材、混凝土、瓦片等多种领域。这些刀具切割速度快、灵活经济、操作方便、切割面精度好,得到很好地使用。中国在圆形金刚石锯片的研制和生产等方面进行了大量的工作[1-4]。除了自制金刚石锯片外,我们还从日本、意大利、韩国等国家进口大量的锯片。进口的金刚石锯片其石材切割性能往往远优于国产锯片,这是因为进口锯片中添加了高强度的碳化硅晶须 (SiCw) [5-6]。 但具体的晶须含量以及含晶须的金刚石锯片的制备工艺却至今未见报道。为了赶超世界先进水平,我们也考虑在现有的金刚石锯片中添加一定量的晶须。考虑到碳化钛晶须(TiCw)的强度比碳化硅晶须高得多,而且作者有多年制备碳化钛晶须的经验[7-8],我们决定研制用碳化钛晶须(TiCw)增强、增韧的金刚石锯片。
1 试验材料
1.1 金刚石锯片的胎体材料
金刚石锯片胎体材料由Cu、Fe、Ni、Sn等金屬粉末,平均直径为200目。金刚石为人工合成的40~50目的金刚石。
1.2 碳化钛晶须(TiCw)
实验中的碳化钛晶须是作者用化学气相沉积(CVD)法制备的。其反应式为:
TiCl4(g)+CH4(g)→TiCW(s)
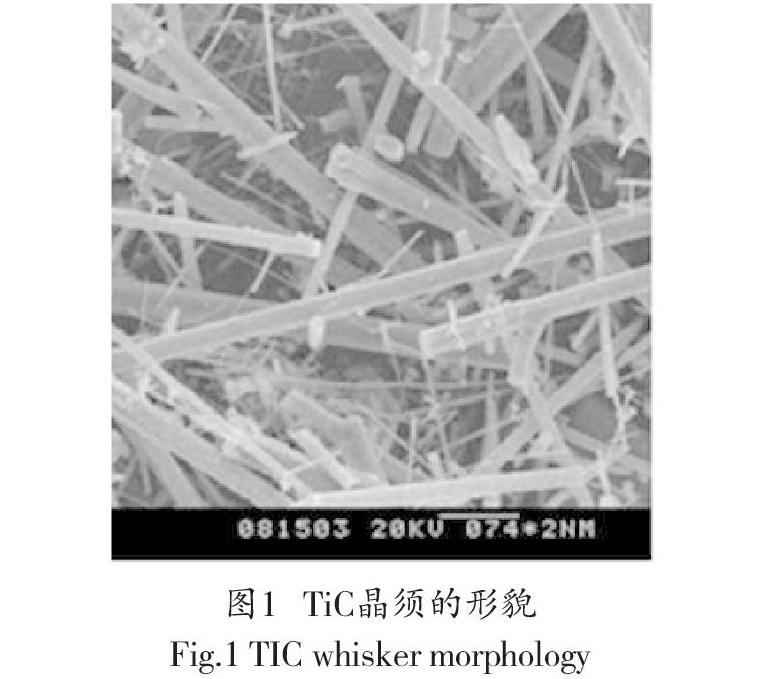
反应温度为1200~1300℃,所得TiC晶须的直径(d)约为5μm,晶须长度(?)约为100~500μm,长径比(?/d)约为20~100μm。晶须的形貌如图1所示。
1.3 试验用Ф105mm金刚石锯片钢芯
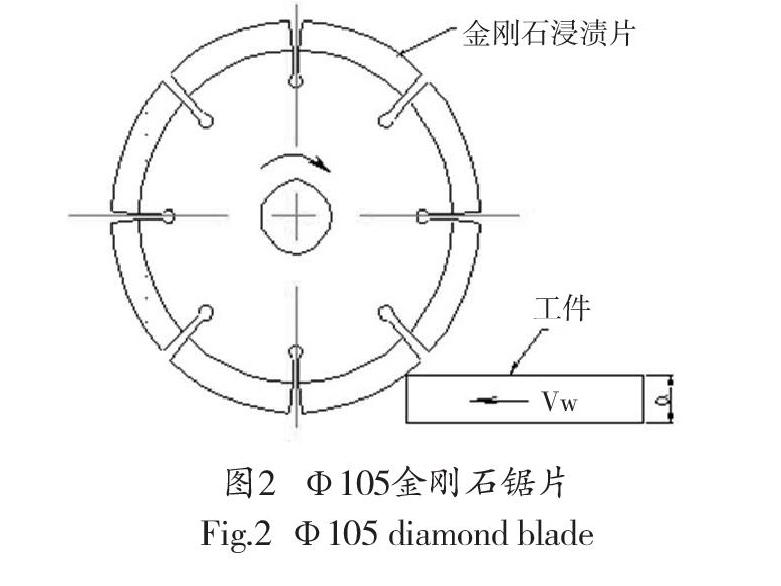
实验中使用的圆形锯片直径为105mm,宽度8mm,镶在有标准窄径向槽的圆形钢芯上,镶嵌有金刚石锯片(尺寸为37mm×8mm×2mm),刀片芯的厚度为1.8mm。如图2所示。钢芯用65Mn冷轧钢板冲压形成。
2 实验
2.1 制备含TiC晶须的新型金刚石锯片
制备含TiC晶须的新型金刚石锯片的步骤如下: 先将金刚石锯片胎体成分按Fe-33Cu-8Ni-6Sn比例配好,再加入金刚石粉,加入混合油后在球磨机上混48h,然后将超声振动处理后的TiC晶须按预定的含量(体积百分数)添加到混合均匀的金属粉末和金刚石粉中。最后将最终混合好的粉末在高压下冷压成形,放在860℃的炉子里通氢气烧结,保温1h。这样便制得了含TiC晶须的新型金刚石锯片。
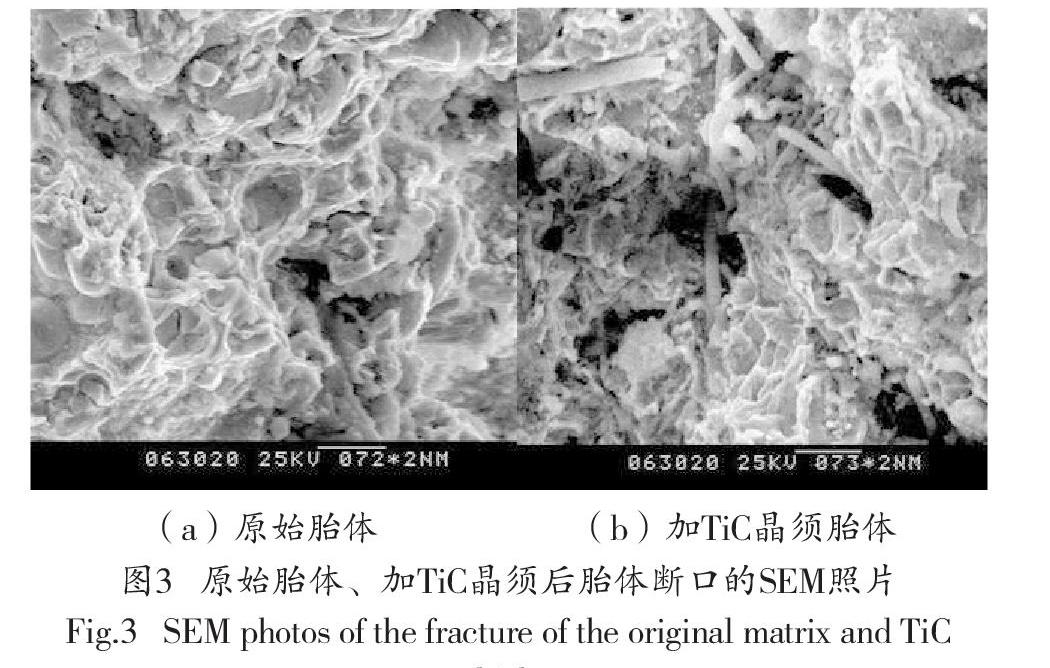
上述工艺是否适当的判据就是锯片中各组分,特别是碳化钛晶须,分布的均匀性。用S-450扫描电子显微镜观察了锯片的断口和表面。如图3所示。
2.2 测试锯片的力学性能
我们所测试的锯片力学性能包括硬度和弯曲强度。这两项是和锯片的切割性能密切相关的。
(1)硬度测试。采用布氏硬度计测定了锯片的硬度,载荷为62.5kg,采用尺寸为5mm×5mm×30mm的基体试样进行三点弯曲试验。
布氏硬度HRB的计算公式为:
式中:F为压痕面积,mm2;d为压痕直径,mm; h为压痕深度,mm。只要测出压痕直径d,即可通过 (1)式算出HRB(或从现成的硬度表上查出HRB值),如图4所示。
(2)强度测试。在万能材料试验机上采用标注试样,尺寸为5mm×5mm×30mm,距离L为25mm,用三点弯曲法测定胎体的抗弯强度,如图5所示。
抗彎强度σm的计算公式为:
式中:σm为锯片材料的抗弯强度;L为简支梁的跨距;h和b分别为矩形试样的高度和宽度;P为实验测出的破坏载荷;M为最大弯矩,M=PL/4;S为截面模量,S=J/(h/2)=bh2/6(J为横截面面积对中性轴的惯性矩,J=bh3/12)。按(2)式算出的σm与碳化钛晶须含量(vol%)的关系如图6所示。
3 结论
通过对锯片的力学性能和切割性能的试验,得出以下4点结论:
(1)我们研制的TiC晶须增强的金刚石锯片的制备工艺是好的,因为显微观察表明,TiC晶须在金刚石胎体中分布很均匀。
(2)通过添加TiC晶须提高了切割速度、延长切削寿命和较低的切割成本。
(3)存在一个切割性能最好的“最佳碳化钛晶须含量”。花岗岩切割试验表明,含量为1.5vol.%的碳化钛晶须锯片具有最佳的切割性能。
(4)本研究为研制大尺寸和切割不同的石材的锯片提供了良好的依据。
参考文献
[1]陈亚洲,刘晓刚,叶崇化,等.金刚石锯切优化技术[J].石材,2016(9):10-11.
[2]李天敏,赵民.金刚石圆锯片生产工艺过程[J].石材,2017(7):16-22.
[3]邹长俊,胡欢,皮厚宽,等.一种金刚石圆锯片用薄型高碳钢热处理工艺研究[J].石材,2018(2):37-39.
[4]黄霞,邹新光,刘伟,等.高铁基金刚石工具胎体烧结工艺及切割性能[J].金刚石与磨料磨具工程,2019,39(2):51-54.
[5] N. K. SHARMA,WENDELL S. WILLIAMS,A. ZANGVIL.Formation and Structure of Silicon Carbide Whiskers from Rice Hulls[J].Journal of the American Ceramic Society, 1984, 67(11):715-720.
[6] J. V. Milewski,F. D. Gac,J. J. Petrovic, et al.Growth of beta-Silicon Carbide Whiskers by the VLS Process[J]. Journal of Materials Science,1985,20:1160-1166.
[7]Jinsheng Pan,Ruixiang Cao,Yongwen Yuan.A new approach to the mass production of titanium carbide, nitride and carbonitride whiskers by Spouted Bed Chemical Vapor Deposition[J]. Materials Letters,2003,60(05):626-629.
[8]Ruixiang Cao,Cuirong Liu,Zhisheng Wu,et al.Modified Carbothermal Synthesis of TiC Whiskers[J].Journal of Materials Science & Technology, 2011, 27(11): 1006-1010.
