阳极氧化企业化抛废水酸回用清洁生产潜力挖掘
2021-11-02江建义
江建义
(福建省环安检测评价有限公司,福建厦门 361006)
某企业主要从事笔记本电脑、手机外壳的生产加工,其产品主要供应给国内外各大手机、电脑厂商。由于生产过程涉及阳极氧化工序,使用氢氧化钠、硫酸、磷酸、清洗剂等原辅材料,产生废水、废气、危险废物,符合《清洁生产审核办法》第八条中“(三)使用有毒有害原料进行生产或者在生产中排放有毒有害物质的”的情形,被列入需加快推进强制性清洁生产审核工作企业名单。
1 生产工艺及污染物来源
1.1 生产工艺
阳极氧化工艺流程见图1。

图1 阳极氧化工艺流程
化学抛光的目是除去工件表面原有的Al2O3不导电层,主要为了调整工件表面的光亮度及表面平整性。抛光采用磷酸、硫酸的混合酸,磷酸、硫酸磷硫比3∶1,操作温度为100℃左右。工件经化抛处理后将工件表面清洗干净。化抛过程中产生硫酸雾、磷酸雾废气和酸性废水。
1.2 含酸废水处理
该公司配套蒸发浓缩含酸废水回收处理设施,含酸废水中磷酸、硫酸混合酸浓度大概在1.5%~2%,经蒸发浓缩至混酸浓度为60%左右的废酸液,废酸液作为危废处理(图2)。根据统计,该公司每年约产生650t废酸液,按照950元/t的处置费用委托有资质的单位处置。
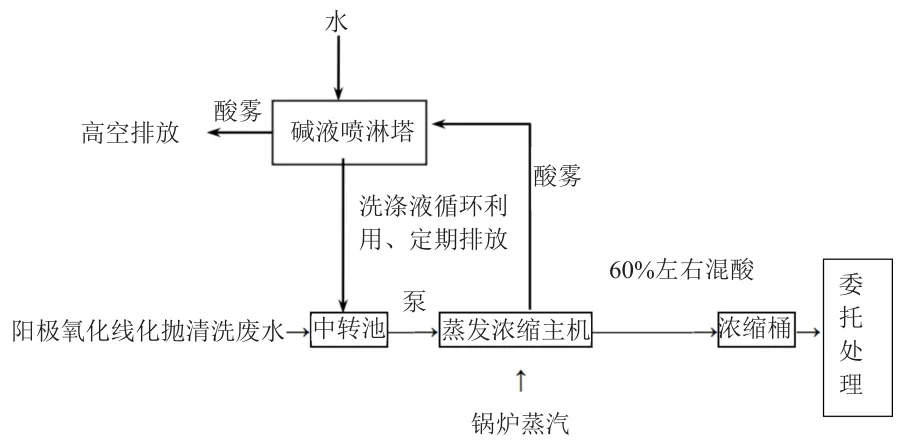
图2 含磷废水蒸发浓缩处理工艺流程
2 清洁生产潜力分析
2.1 对照清洁生产评价指标体系分析
因该公司生产涉及阳极氧化工艺,故根据《电镀行业清洁生产评价指标体系》“表2阳极氧化清洁生产评价指标项目、权重及基准值”相关指标要求进行分析,公司因无在线或离线回收酸、碱设施,导致“重金属污染物污染预放措施”指标低于Ⅲ级,无法达到国内清洁生产基本水平。
2.2 物料实测分析
清洁生产审核小组在操作人员的密切配合下,对化抛工序物料的投入产出情况进行实测。化抛工序物料走向见图3。
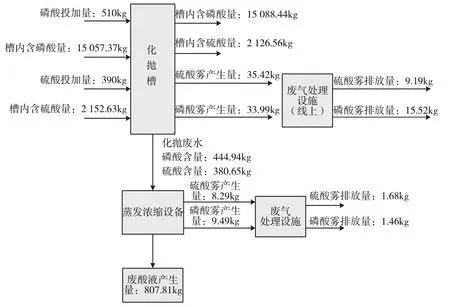
图3 化抛工序物料流向
经分析,该公司抛光工序需要采用磷酸、硫酸的混合酸,而公司将化抛含酸废水蒸发浓缩为废酸液,委托有资质单位处置,不仅加大了公司的运行成本,而且浪费废酸液,故审核小组建议公司针对废酸液回用化抛工序进行可行性分析,以减少磷酸、硫酸原料的使用量,减少废酸液危废的产生量。
3 方案可行性分析
3.1 技术评估
目前,国内从化抛废水中回收酸有两条基本的工艺路线:吸附法和萃取法。经多方调研,决定采用吸附法对废水中酸进行回收再利用,具体工艺如图4所示。

图4 酸回收工艺流程图
公司已将化抛清洗水全部收集并采用蒸发至密度1.66g/cm3左右的浓酸,经研究,决定在现有蒸发器完成预浓缩和蒸发至浓酸的基础上,增加隔油除杂、过滤除杂、除铝系统、精密过滤(提纯器)等设备,将化抛水中的有价酸经提纯除杂、去除铝离子和蒸发等措施后,获得可回于化抛产线的酸液(按工艺要求配入新酸和添加剂),同时可减少废酸液。
经二次取水样小试,提纯所得浓酸1.70g/cm3以上,总酸含量75%~81%、磷酸比约为14∶1,经笔记本电脑外壳化抛测试,化抛效果符合公司产品品质要求。故该方案技术可行。
3.2 环境评估
按化验的数据,650t密度1.66g/cm3的浓酸液(总酸含量约为74%,即481t的酸),经提纯浓缩可回收到密度1.70g/cm3的浓酸(含酸量按80%计)约为425t,其中磷酸395t、硫酸30t。
3.3 经济评估
此方案的效益主要有两部分:废酸液处理置费的减少及回用的有价酸。
按照磷酸5 300元/t、硫酸1 000元/t,则回收酸的节约成本为209.35万元。
经酸回收后,可减少650t废酸的处置费,按每吨950元计算,可节约成本,61.75万元。
两项合计收益为:209.35+61.75=271.1万元
方案运行成本(在现有基础上增加的部分)主要构成有:蒸汽、水电费和少量废酸液处理费用。经核算预浓缩的蒸汽费用差6.48万元、水电费22.479万元、废液的处置费12.54万元、清洗水处理费3.15万元,合计运行成本44.649万元。
综上所述,该方案经济效益为:226.451万元。
计算方案经济评估指标汇总见表1。
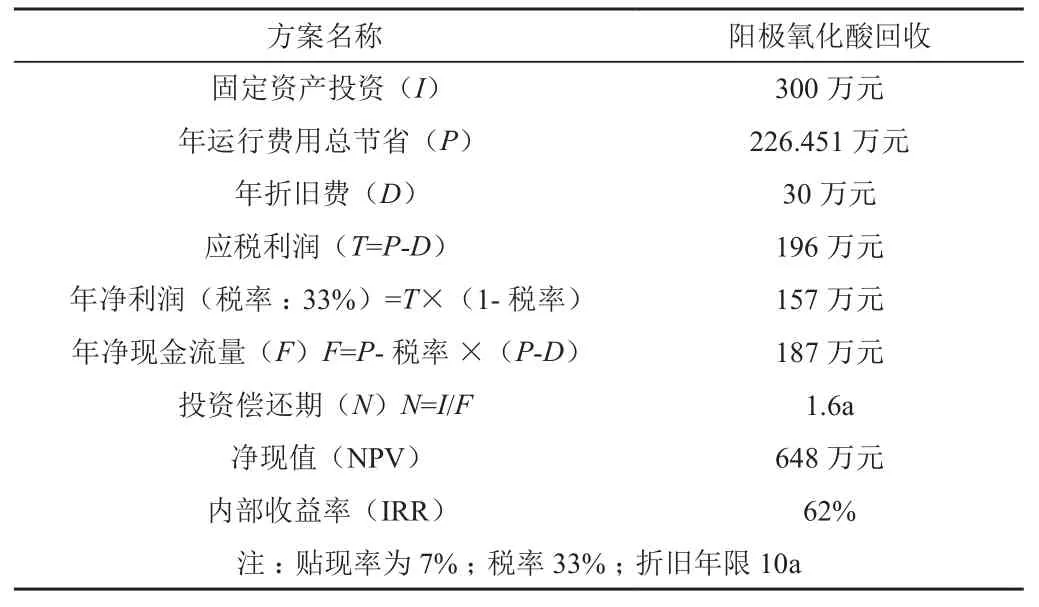
表1 方案经济评估指标汇总表
该方案投资金额300万,公司年增加现金流量187万元,净现值大于0,投资偿还期为1.6年,内部收益率大于7%,该方案的经济效益显著,投资回报期短,经济可行。
4 结束语
采用吸附法对浓缩废酸液进行再提纯,铝去除率不低于50%、酸回收率不低于75%,回收再生的酸液符合配制化抛溶液的要求。该方案的实施减少了硫酸、磷酸的使用量,减少废酸液的产生量,并提高了公司的清洁生产水平。
