横切线钢板堆垛不齐问题的分析与解决
2021-11-02李宁
李 宁
(马钢第四钢轧总厂,安徽 马鞍山 243000)
近年来,我国高端板材生产线不断扩展,产能与日俱增,市场竞争日趋激烈。总体来说板材呈现明显的供大于求的现象,板材市场面临的挑战日趋严峻。在此背景下,产品质量成为各钢铁企业提升竞争力提高销量的关键因素[1],也是客户衡量产品整体质量的重要指标[2]。
马钢某厂横切机组引进德国SMS公司技术,于2008年建成投产,主要是将热轧卷开平矫直,定尺定宽剪切成钢板,并进行堆垛打包。生产厚度范围为5.0mm-25.4mm,宽度800mm-2130mm,屈服强度最大800Mpa,成品钢板长度2000mm-16000mm,成品板垛最大高度400mm,最大重量10T。
1 问题的产生
本课题来源于该厂横切机组堆垛工序。通常板垛内钢板数量在10张左右,但是在堆垛过程中由于设备或控制的原因,出现同一板垛内的钢板在长度和宽度方向均有参差不齐的现象,使整个堆垛显得凌乱无章,堆垛质量低下,在运输过程中造成边部不齐的部分刮蹭碰撞,进一步造成钢板本身损伤,产生实质性的质量缺陷。
垛板台设计为在两侧纵向排列带有传动和翻转功能的马蹄辊运送钢板,两侧马蹄辊正向距离即可运送钢板的宽度,可以由带有正反旋丝杆、铜螺母的调整装置通过电机驱动同步开合,以符合成品钢板宽度要求,长度由固定挡板和拍板器限定,固定挡板可在原位置升降,拍板器由电机驱动的丝杆、铜螺母调整长度位置,同时由阶梯气缸控制拍板位、等待位和通过位三个功能位置,拍板位即拍板器工作面与水平面竖直,即与固定挡板平行,等待位与竖直位夹角30度,工作时从该位置迅速动作至竖直位,完成一次拍板,通过位即拍板器与竖直位垂直,即抬起的位置,可允许钢板直接通过。见图1。
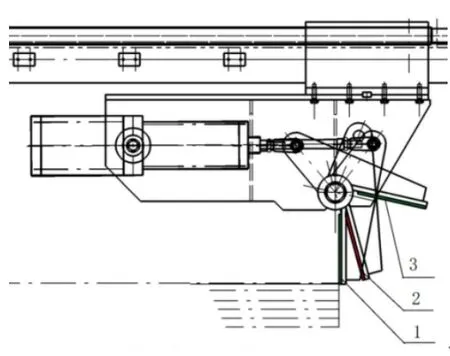
图1 横切机组堆垛工序
正常生产时,马蹄辊翻转到内侧位置,钢板进入垛板台后由马蹄辊支承钢板两侧长度边沿,并转动运送钢板前行,待钢板头部到达接近拍器位置时,由减速光栅感应控制马蹄辊转动减速,延迟一定时间后马蹄辊由气缸驱动向外侧翻转打开,钢板在被抛下过程中仍然向前行进,即以一条带有初速度的抛物线运行,在钢板行进至该抛物线高度中部位置时拍板器在气缸驱动下迅速从拍板等待位动作到竖直位,即拍向钢板头部,钢板在拍击下反向弹回,尾部顶在固定挡板后,落到升降台框架承接板上,该钢板被垛入,随后马蹄辊在气缸驱动下翻转到内侧位置,同时拍板器回复到30度位置,等待下一张钢板进入。
钢板沿长度方向进入垛板台,沿宽度方向(操作侧)移出垛板台,在长度方向上,由固定挡板和拍板器确定端部整齐,在宽度方向由在传动侧挡板下沿靠齐钢板。
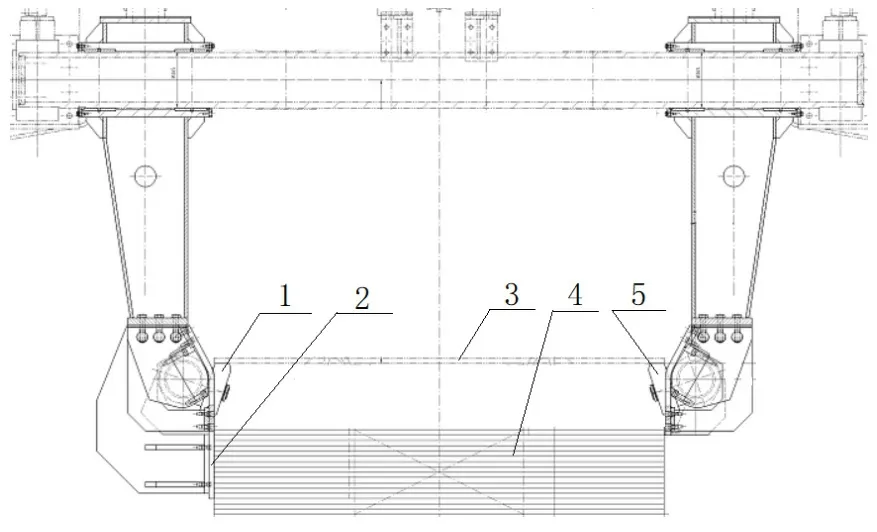
图2 钢板头部拍器位置
2 原因分析
经过对上述过程进行研究分析,发现两个非精确控制阶段:
一是同步问题,单侧3个气缸控制三组马蹄辊同步完成开合动作,同步性要求较高,两侧同时动作要求更高的同步性,以使钢板能在下落过程中保持水平,图3可知,从位置1到位置2,见图4。当没有达到同步的时候,钢板下落过程中出一歪斜,在两侧护板上刮蹭,使歪斜进一步加剧,最终导致下落后钢板不在预定位置,出现堆垛不齐的现象。

图3 钢板从位置1垛至位置2时的水平下落情况
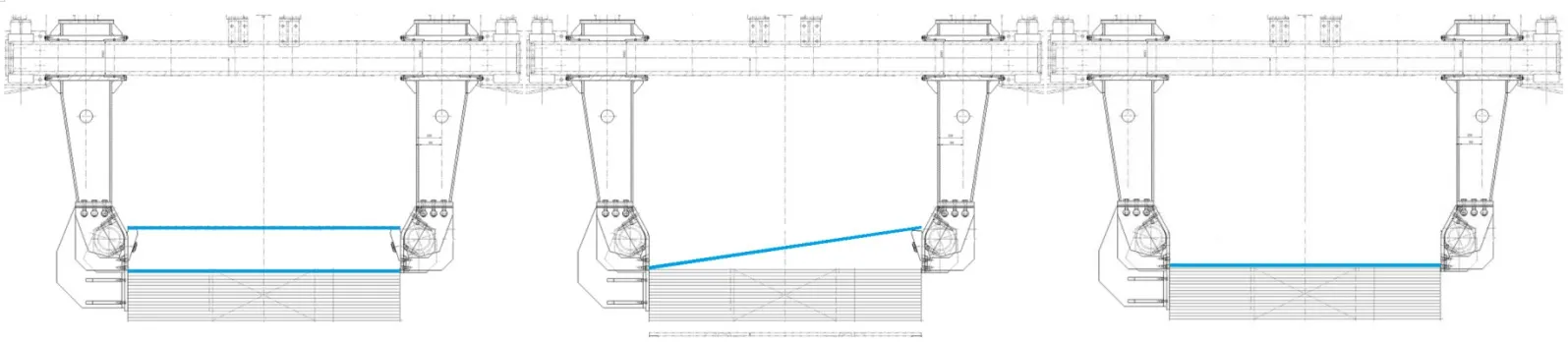
图4 优化后堆垛步骤
二是拍板问题,这一问题分两个阶段,第一阶段时马蹄辊打开后到拍板器拍击钢板前。在这一阶段,钢板在按有初速度的抛物线向前运行,基本处于失控的状态,其运动方向和速度均处在一个范围内,而不是一个精确的点,不同宽度、厚度、长度、速度的钢板在此阶段内的状态均有所不同,因此在与拍板器接触时,钢板的状态均不相同。第二阶段是拍板器拍击后到钢板落到升降台承接板。在这一阶段,钢板在在下落过程中被拍击,之后反向弹回,尾部顶到固定挡板,之后落到升降台承接板上,这一阶段也处于失控的状态,不同的钢板在拍击后的状态也会不同。
3 措施制订
针对同步问题,取消宽度方向原来采用的同步动作,调整传动侧马蹄辊气阀动作速度,使其打开动作速度保持在0.5秒之内,调整操作侧马蹄辊气阀动作速度,使其打开动作速度保持2秒之内,以此形成单侧延迟,让钢板传动侧边部先落下,在马蹄辊护板上靠边对齐,操作侧边部再落下,达到宽度方向堆垛整齐。
原设计马蹄辊使同一个动作完成垛板,即两侧马蹄辊同步打开,现修改为两个动作,传动侧马蹄辊快速打开,操作侧马蹄辊慢速打开,于是钢板水平下落的动作变成传动侧先下落,操作侧后下落,以使钢板两侧下落至升降台的时间产生1-2秒的时间差,以便钢板传动侧先落至升降台,并形成一个短暂的停留,使钢板传动侧在马蹄辊传动侧护板上靠边对齐,然后操作侧再落下,钢板便完成宽度方向对齐。
针对拍击问题,考虑不同规格的钢板在被拍击的瞬间动能不同,最小规格为5mmX800mmX2000mm,最大规格为25.4mmX2100mmX16000mm,其质量相差106倍,显然,用相同的动力完成拍击是不合理的。首先,拍击动作的不确定性对钢板堆垛有直接影响,因此先取消拍击动作,使拍板器在工作时始终处于竖直状态,被动接受钢板垛入时的撞击。其次,要对钢板对拍板器的撞击进行控制,即在马蹄辊打开之前行进的减速阶段需要进行调整,以控制钢板行进速度,进而控制钢板对拍板器的撞击,相应地马蹄辊打开的延迟时间也需要进行调整,以保证钢板在接触到拍板器进行对齐之后再打开马蹄辊完成堆垛。
4 措施实施
经过论证,上述两个方法可以有效改善垛板台堆垛质量,利用检修时间分步完成实施,一是通过调整马蹄辊打开气阀排气速度来马蹄辊打开的时间差控制,实际上本步骤可进一步优化,即修改程序使两侧气阀控制信号分开下发,当马蹄辊打开信号接收之后,传动侧气缸立即完成动作,操作侧可延迟2秒再完成动作,即可在不调整马蹄辊动作速度的状态下完成两侧动作时间差控制。
二是拍击控制的修改,这一阶段分为两个步骤,首先取消拍击动作,将程序中触发拍板动作的信号断开,当切换自动时拍板器动作至竖直位置,等待接板。其次是在操作台控制电脑HMI画面上增设减速速度调整窗口及延迟时间调整窗口,由操作人员在生产过程中根据所生产钢板的规格进行动态调整。
5 结语
根据钢板长度、宽度、厚度及在实际生产中的测试,形成数据设定表,见表1(部分)。
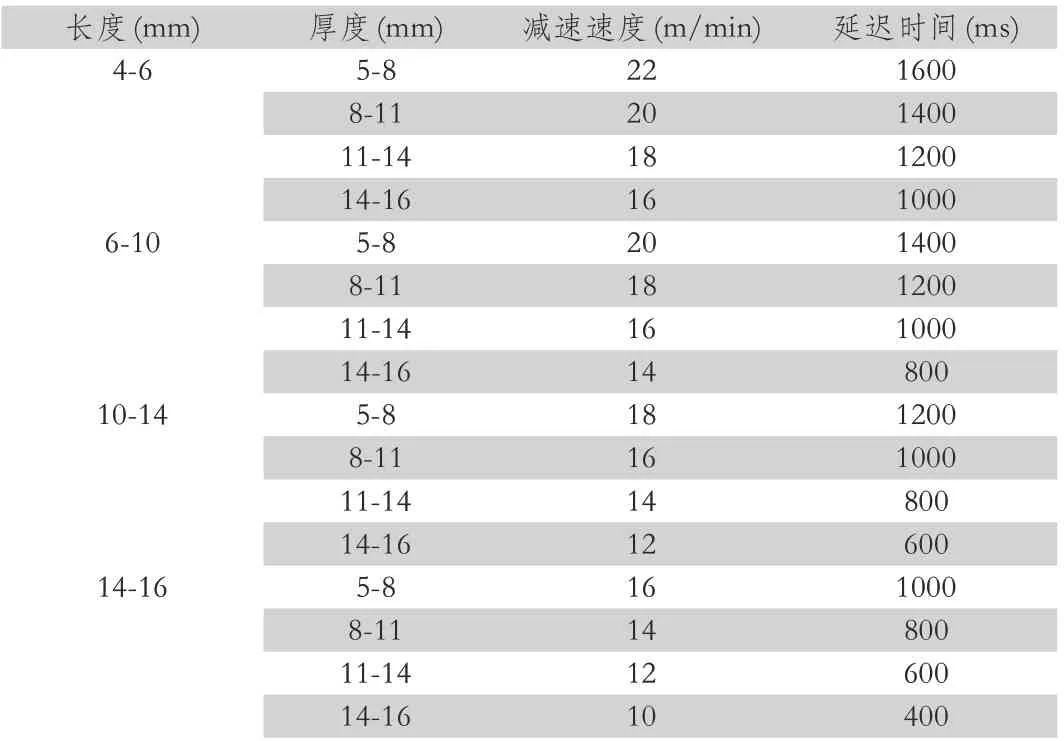
表1 钢板长度、宽度、厚度测量
通过对钢板堆垛过程中产生的划伤、堆垛不齐等问题系统的分析,并予以改造,有效的解决了钢板生产过程中的挫伤,在同类型生产线有较好的推广意义。通过这系列的改造,使板材横切及处理生产线板材成材率和合格率达标,产品质量得到了保证,取得了可观的经济效益。
