基于PLC的糖果礼盒包装系统设计
2021-11-01尹悦悦王保恒
尹悦悦,王保恒
(1.江苏联合职业技术学院镇江分院,江苏 镇江 212000;2.镇江诚益环保科技有限公司,江苏 镇江 212000)
0 引言
随着科学技术的发展,智能制造越来越多的融入了生产和生活。针对糖果礼盒包装时依赖人工的问题,本文设计开发了基于PLC的糖果礼盒包装系统,系统可实现订单设置、自动生产、生产监控等功能,自动化程度高,有效降低了人工分拣的劳动强度,提高了生产效率。
1 系统控制要求
本文设计了一种糖果礼盒自动包装系统,用户可根据需求进行订单的设置。每种糖果分别存储在不同的储料仓中。例如某生产线糖果种类包括巧克力、奶糖和水果糖,每种糖果质量不同,分别为巧克力每块质量15g,奶糖每块质量10g,水果糖每块质量15g。礼盒有简装礼盒和精装礼盒两种,若选择简装礼盒,机械手搬运会按储料仓顺序进行糖果的搬运。若选择精装礼盒,用户需设定成品搬运的顺序,方便各种糖果在精装礼盒内的摆放。例如:某用户需要精装糖果礼盒,可首先在系统中设定巧克力、奶糖、水果糖的入盒比例,然后设定生产盒数,系统将自动显示单个礼盒质量。之后选择精装礼盒,设定糖果摆放顺序。参数确认后,按下启动按钮,系统进入备料加工阶段,可在糖果礼盒包装生产设备的监控界面进行运行状态监控。机械手根据订单设置的情况进行糖果的搬运,一个礼盒品搬运完成后,由输送带运送到打包工位进行打包,完成一个礼盒的组合打包。
2 系统软件设计
2.1 系统硬件设计
系统由储料仓、搬运机械手、打包机械手、皮带输送机、电机、变频器等部件构成。储料仓可根据实际生产需要进行添加或移除,搬运机械手用于各种糖果的组合搬运,打包机械手用于糖果礼盒的包装,皮带输送机用于将配置好的糖果礼盒运送至打包工位。皮带输送机由三相电机驱动,用户可根据需要在变频器中设定电机转速,以满足实际生产。在生产过程中的储料仓信息、生产信息及设备运行情况可实时在触摸屏上进行显示,实现了生产过程的智能产监控。在本系统中,控制器采用三菱FX3U系列PLC进行编程,触摸屏采用昆仑通态嵌入式一体化触摸屏TPC7062Ti。系统硬件接线图如图1所示。
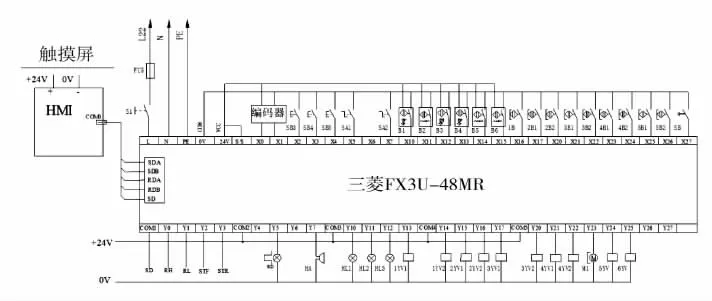
图1 系统外部接线图
2.2 PLC程序设计
系统控制流程图如图2所示,PLC根据系统订单确定糖果礼盒的包装方式,如果为简装礼盒,搬运机械手按各种糖果储料仓位置依次进行夹取。若用户设置了精装礼盒,机械手将按照用户设定的搬运顺序进行操作。搬运机械手动作由3个气缸和伺服电机完成,在设计程序时要处理好各执行步骤及工作元件之间动作执行的并行性、关联性及先后逻辑顺序,使气动机械手的动作程序得到合理优化。
由于气动机械手在储料仓和糖果包装盒之间的动作是重复进行的,因此在PLC程序编写过程中,为简化程序,可分别编写3个子程序,用于机械手将糖果从3个不同的储料仓搬运至包装盒。在主程序中,只需调用相关子程序,即可完成相关动作。
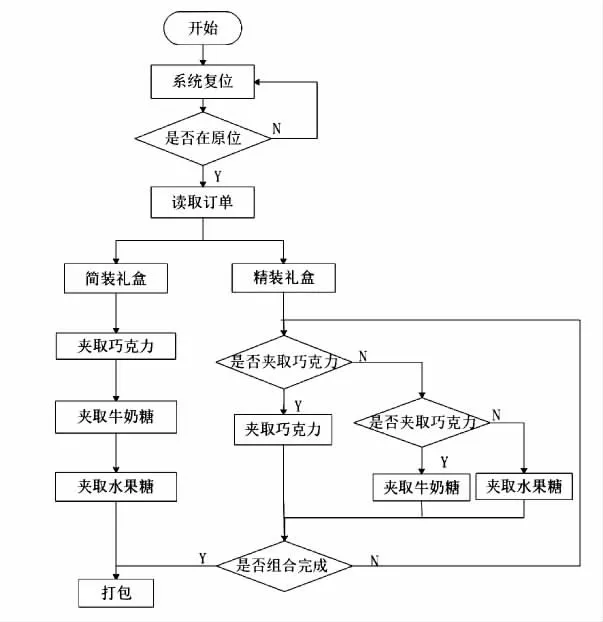
图2 控制系统流程图
2.3 人机界面设计
根据订单要求,本文涉及了触摸屏人机交互界面,包括糖果礼盒包装设备订单设置界面和糖果礼盒包装设备生产监控界面,如图3所示。在糖果礼盒包装设备订单设置界面,用户可设置每盒糖果的配比及产品数量,系统可自动计算每盒质量。用户可选择生产简装礼盒还是精装礼盒,及每种糖果的组装顺序。在糖果礼盒包装设备生产监控界面显示了储料仓、生产信息及生产设备的实时情况。
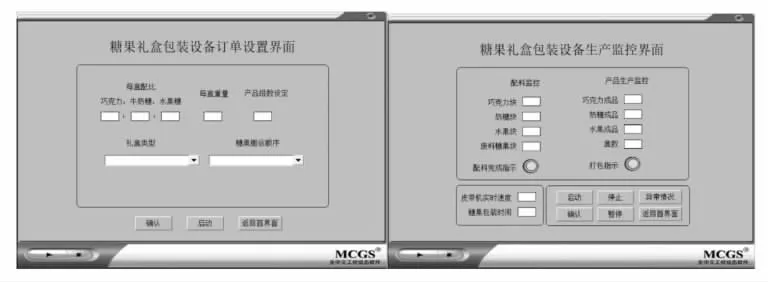
图3 人机界面设计
3 系统调试
为确保系统能够可靠运行,需对系统进行调试,调试可分为硬件调试和软件调试2部分。在软件调试时,根据系统的硬件接线图,接通电源,检查各传感器是否有信号,通过给定信号的形式,测定各输出设备是否能正常工作。在软件调试时,可首先通过三菱plc仿真教学软件FX-TRN-BEG-C,并进行模拟调试,确保程序逻辑功能完整,之后将调试的程序在硬件系统中进行调试。通过反复调试和试运行,最终保证系统工作的完整性、可操作性和可靠性。