6082铝合金搅拌摩擦焊接头的微观组织与力学性能
2021-10-30汪长松李盛良王鹏
汪长松,李盛良,王鹏
1.安徽理工大学机械工程学院 安徽淮南232000 2.新能源汽车轻量化技术安徽省重点实验室 安徽芜湖 241003
近年来,铝合金作为一种轻质合金,广泛应用于汽车和航天等领域。6082 铝合金属于 A1-Mg-Si 系可热处理强化铝合金,具有中等强度、良好的塑韧性、耐腐蚀性以及挤压性等优点,在航空航天、航海以及轨道车辆等领域被广泛使用[1-2]。6082铝合金的传统焊接存在变形大、且容易产生焊缝气孔,对焊接质量有一定的影响[3]。近年来,搅拌摩擦焊被大量应用于铝合金焊接,国内外很多学者都在研究搅拌摩擦焊接,并都取得了相应的成果。张克梁等[4]研究了不同的焊接速度对5 mm厚6082-T6铝合金板材进行搅拌摩擦焊接,结果表明,抗拉强度随着焊接速度的增大先增大后减小,当焊接速度为200 mm/min时,接头的抗拉强度达到最大值236 MPa,为母材的74.0%,断后伸长率为6.3%。ABBASI等人[5]的研究发现,搅拌摩擦焊(FSW)、激光束焊(LBW)和钨极惰性气体(TIG)焊接接头具有更好的强度。陈晓霞等[6]的研究发现焊接速度200 mm/min焊接参数的BT-FSW焊缝具有良好的力学性能和合格的金相组织,抗拉强度为198.48MPa,达到母材强度的77.8%。丁清苗等[7]研究对于7075和2024异种铝合金的搅拌摩擦焊接,在焊接过程中的形变量随着焊接速度的增大而逐渐减小,其焊接速度应为1.8 mm/s左右为宜。张欣盟等[8]研究了高焊接速度2000mm/min下6mm厚6082-T6铝合金搅拌摩擦焊接头的组织与力学性能。结果表明,在高焊接速度下,铝合金接头成形良好,焊核内部没有缺陷。
为了研究6082铝合金焊接接头的微观组织和力学性能,现采用搅拌摩擦焊对3mm厚的6082铝合金进行焊接试验。
试验材料及方法
实验材料采用3mm厚的6082铝合金板材,其规格为300mm×150mm×3mm(长度×宽度×厚度),搭配高旋转速度2400r/min,焊接速度1000mm/min,焊接偏移角度2.5°,压力10kN。其力学性能为:抗拉强度为320M Pa,伸长率A=20.8%;6082铝合金的化学成分见表1。

表1 6082铝合金母材化学成分 (%)
焊前用酒精擦拭试件,然后采用专门夹具进行试件固定,搅拌头以旋转速度2400r/min进行旋转,然后以1000mm/min焊接速度沿试件的结合线方向行走。焊后用慢走丝线切割机在焊板上沿焊缝横向制取拉伸试样和金相试样。在XBD-4304型微机电子控制万能试验机上进行拉伸试验;在宏观金相显微镜下观察接头显微组织;在HVS-1000型数显显微维氏硬度计测量其力学性能。
试验结果及分析
1.抗拉强度分析
将切割后的标准试样进行拉伸,其抗拉强度和焊接系数见表2。
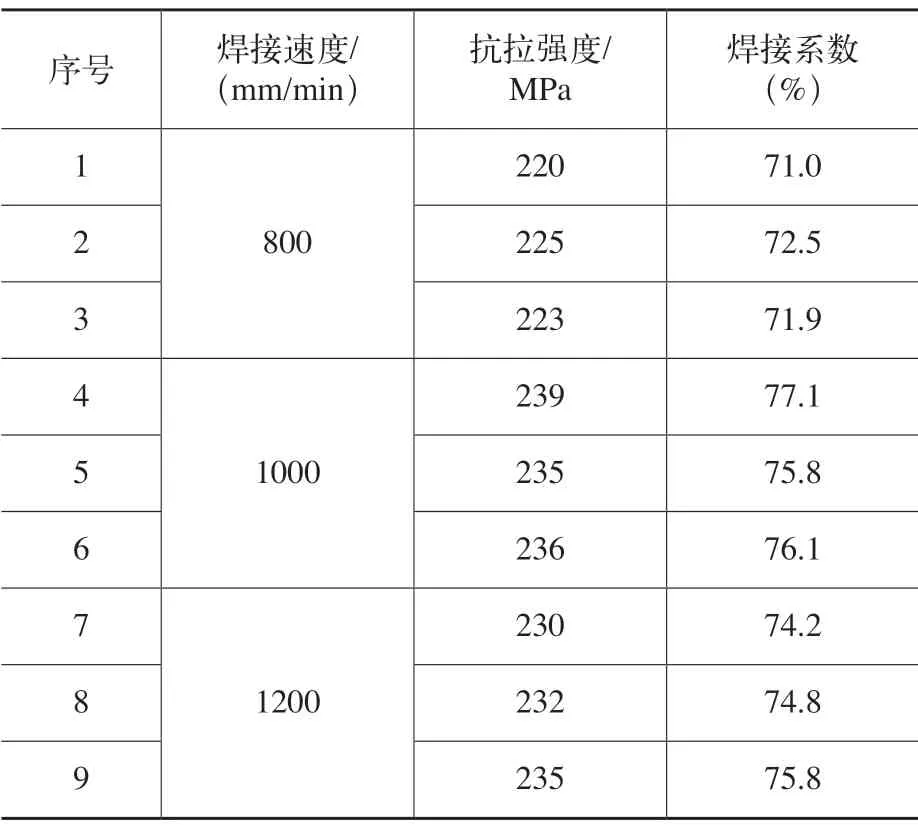
表2 不同焊接速度的力学性能
从表2中可以看出每个焊接速度进行三组试验,防止试验结果的偶然性。在焊接速度为800mm/min时,抗拉强度均低于230MPa,焊接系数最大为72.5%,而焊接速度为1000mm/min时,其抗拉强度最好,为235MPa以上。这三个焊接速度进行搅拌摩擦焊对应的应变和应力变化如图1、图2和图3所示。
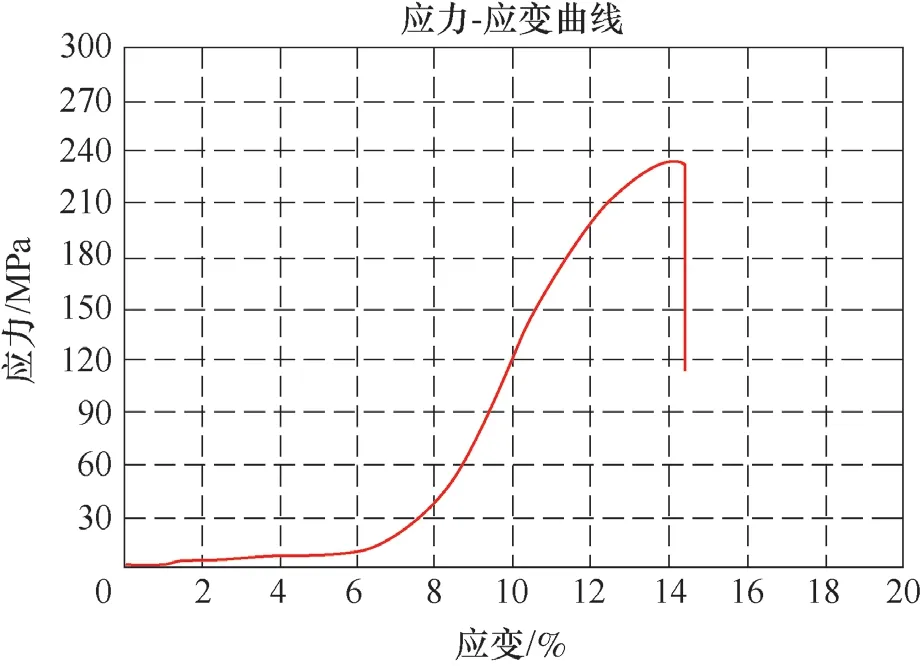
图1 焊接速度800mm/min拉伸曲线
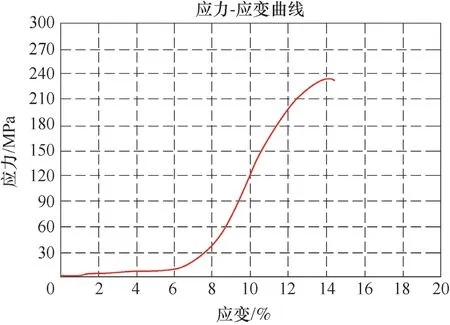
图2 焊接速度1000mm/min拉伸曲线
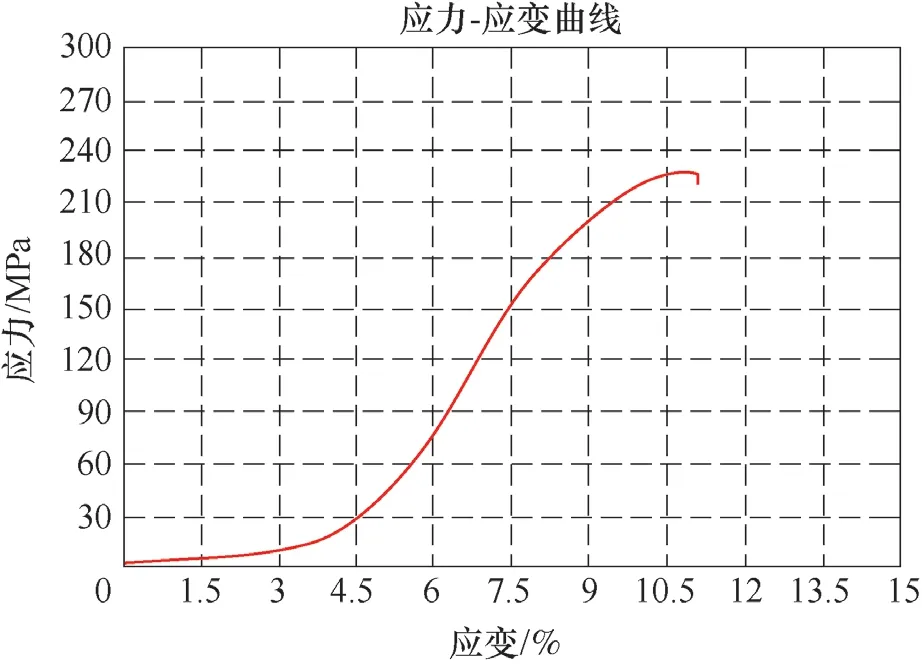
图3 焊接速度1200mm/min拉伸曲线
从图1可以看出应力随着应变增大而增大,最大应力接近240MPa,铝合金在拉伸过程中发生的应变超过14%。
从图2可以看出应力随着应变增大而增大,应变为6%~14%时,应变发生变形最大,且应力比焊接速度为800mm/min的应力更加接近240MPa,其应变最大超过了14% 。
从图3可以看出应力随着应变增大而增大,但最大应变为10.5%~12%,低于焊接速度800mm/min和1000mm/min的应变。其最大应力在230MPa左右。
2.宏观显微镜分析
为了更精准的测量搅拌摩擦焊的熔宽,采用宏观显微镜测量其表面熔宽,见表3。

表3 宏观显微镜下结果对比
从表3可以看出熔宽的变化与焊接速度有关,焊接速度在800~1000mm/min时,熔宽随着焊接速度的增加而降低,在焊接速度在1000~1200mm/min时,熔宽随着焊接速度的增加而增加。所以焊接速度在1000mm/min时,熔宽最小,且比较清晰美观,无焊缝缺陷。
3.微观显微镜分析
采用线切割进行标准取样,然后对标准样本的焊缝接头进行抛光打磨,使其表面足够光滑透明,然后用10%的NaOH溶液进行腐蚀,如图4所示是FSW接头各区域的微观组织。
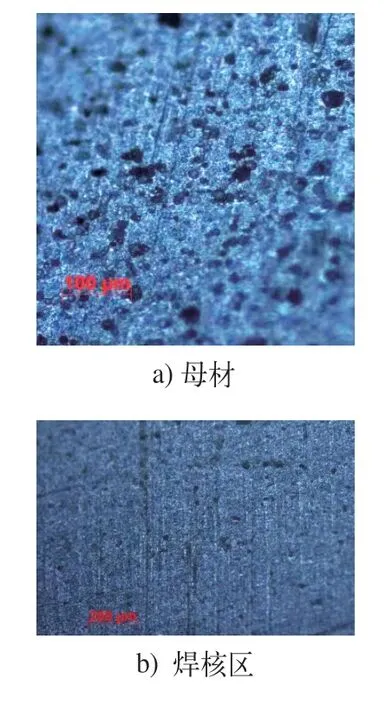
图4 FSW接头各区域的微观组织
从图4可以看出母材经过打磨腐蚀表面有粗细不匀的颗粒孔,而焊核区经过腐蚀表面后粒孔极少,说明铝合金经过搅拌摩擦焊之后,其接头的力学性能得到了提高,且焊缝与接头无裂纹和未熔合等焊接缺陷。
4.硬度分析
测量硬度时,每个焊接速度的硬度测量三次,然后取平均值,如图5和图6所示,对应着非焊核区和焊核区的硬度。

图5 不同焊接速度的非焊核区硬度

图6 不同焊接速度的焊核区硬度
从图5中可以看出,在非焊核区,焊接速度与硬度成正比例关系,随着焊接速度的增大,硬度也随着增大,最大硬度处焊接速度为1200mm/min,为85HB左右。
从图6中可以看出,在焊核区,焊接速度与硬度成反比例关系,随着焊接速度的增大,硬度也随着增大,最大硬度处焊接速度为800mm/min,接近100HB左右。其最大硬度值比非焊核区大,说明焊接速度可以增加母材的硬度,可以提高母材的力学性能。
结语
(1)焊接速度为1000mm/min时,其抗拉强度最好,为235MPa以上,焊接系数达75%以上。
(2)焊接速度在1000mm/min时,熔宽最小,且比较清晰美观,无焊缝缺陷。
(3)通过微观显微镜检测观察,6082铝合金经过搅拌摩擦焊焊接后,其接头的力学性能进一步提高。
(4)在焊核区,硬度随着焊接速度增大而减小;在非焊核区,硬度随着焊接速度增大而增大,且焊接速度可以增加母材的硬度,可以提高母材的力学性能。
