陕西周原贺家遗址出土车马器工艺调查及数字化复原
2021-10-29黄晓娟范娟娟杜冠博王占奎王丽琴
黄晓娟,严 静,范娟娟,杜冠博,陈 刚,王占奎,王丽琴
(1.西北大学 文化遗产学院,陕西 西安 710127;2.陕西省考古研究院,陕西 西安 710054;3.中国工农红军西路军纪念馆,甘肃 张掖 734300;4.淄博市博物总馆,山东 淄博 255100)
周原遗址位于陕西岐山县和扶风县北部,是周文化的发祥地和商灭之前周人的居住地。贺家遗址位于周原遗址区内,在凤雏遗址南侧,是周原遗址区的重要组成部分。2014年3月,发掘清理了贺家北区域内一座车马坑[1],该车马坑呈东西走向,年代为西周中晚期。经现场初步清理,马车上不仅有铜质车轮牙,而且有镶嵌绿松石的车马器,是迄今为止发现的最豪华的西周车马坑考古发现之一,也是周原考古发掘的重大成果之一。它不仅对古代马车结构的研究和商周墓葬习俗的研究具有重要意义,而且有助于了解周边地区聚落的变化[2]。鉴于此车马坑的重要性,在专家多方论证形成保护方案的基础上,将其整体提取,运回实验室进行精细化清理。
对西周时期的车马坑和车马器,以往的研究多集中在车马的埋葬制度和特点[3-5]、车马器的制作技术及工艺发展[6-8],研究结果多服务于对车马器埋葬情况所反映等级制度的解读,以及对青铜车马器的保护。对于镀锡青铜器的研究,也多侧重于古代兵器镀锡方法的工艺考察和模拟实验方面[9-12]。本研究是在对车马坑出土的车马器保护修复的过程中,开展了青铜器成型工艺、表面镀锡工艺,以及绿松石镶嵌工艺的研究。再结合车马坑清理过程中运用多光谱照相、三维扫描、延时摄影、高清照相、显微照相等多种科技手段所积累的数字化信息,对车马器及马车进行了数字化复原,为后期车马器的实物复原提供数据参考。
1 样品与方法
1.1 实验样品
本研究所用样品取自贺家遗址出土车马坑中的车器和马器残块,包括马络饰、韅饰、马面装饰组件、车厢后板和侧板上的铜装饰件。所取样品的详细信息见表1和图1。

表1 实验样品基本信息Tab.1 Basic information of the samples

图1 部分样品的取样部位Fig.1 Sampling position of main samples
1.2 实验方法及仪器
样品经冷镶树脂包埋、磨抛后,用三氯化铁盐酸溶液进行侵蚀,在金相显微镜下观察金相组织结构,然后对样品重新抛光、喷碳,进行形貌观察和成分分析。
金相实验利用德国ZEISS公司生产的AxioLab.A1型偏光材料显微镜对样品进行了金相组织观察。
成分分析利用TESCAN公司生产的Vaga-III型钨丝灯扫描电子显微镜对抛光后的青铜器金相样品进行了背散射电子相观察。实验条件:高真空,加速电压为20 kV,工作距离WD=15 mm。同时,利用其配置的Oxford X-act能谱仪进行无标样成分测定。
X光照相采用意大利GILARDONI公司ART-GIL 350/6型固定式X光机,最大管电流为5.5 mA,电压为120 kV。成像采用德国SXWBZX公司CRNet/HD-CR 35 NDT Plus型数字成像系统。
三维扫描采用FreeScan X53D扫描仪,扫描光源为激光线对X5+1,Class II。扫描速度:350 000次/秒,测量精度:最高0.030 mm,体积精度:0.020+0.080 mm/m,扩展测量配套方案:DigiMetric摄影测量系统。工作距离:300 mm,景深:250 mm,测量范围(物件尺寸):0.1~8.0 m,可扩展。
2 实验结果
2.1 金相分析结果
样品的金相组织照片见图2,3,金相观察结果如表2所示。金相分析显示,所分析的9件器物可分为2类,6件马器为厚壁铸造组织铜器,3件车厢装饰件为薄壁热锻组织。前者平均厚为1.5~3.5 mm,(α+δ)共析体较为细小,存在少量硫化物夹杂和自由铜颗粒,少量样品基体内有纯Cu析出,部分样品的α固溶体出现受热均匀化现象,均为铸造成型(见图2)。车厢装饰件样品基体平均厚度为220 μm,基体内存在滑移线、孪晶和等轴晶组织,弥散分布少量细小的Pb颗粒,均为热锻成型(见图3)。

图2 铸造组织的金相照片Fig.2 Metallographic photos of casting structure
同时,在薄壁和厚壁青铜车马器的表面均发现亮银灰色富锡层,扫描电镜和金相显微镜观察均表明富锡层厚度小于10 μm,锡层连续性不好(见图4),局部已脱落或镀锡层本身就不均匀,很可能采用了热镀锡工艺。这种现象在其他西周遗址出土的镀锡铜器中也有发现。

图3 热锻组织的金相照片Fig.3 Metallographic photos of hammering structure
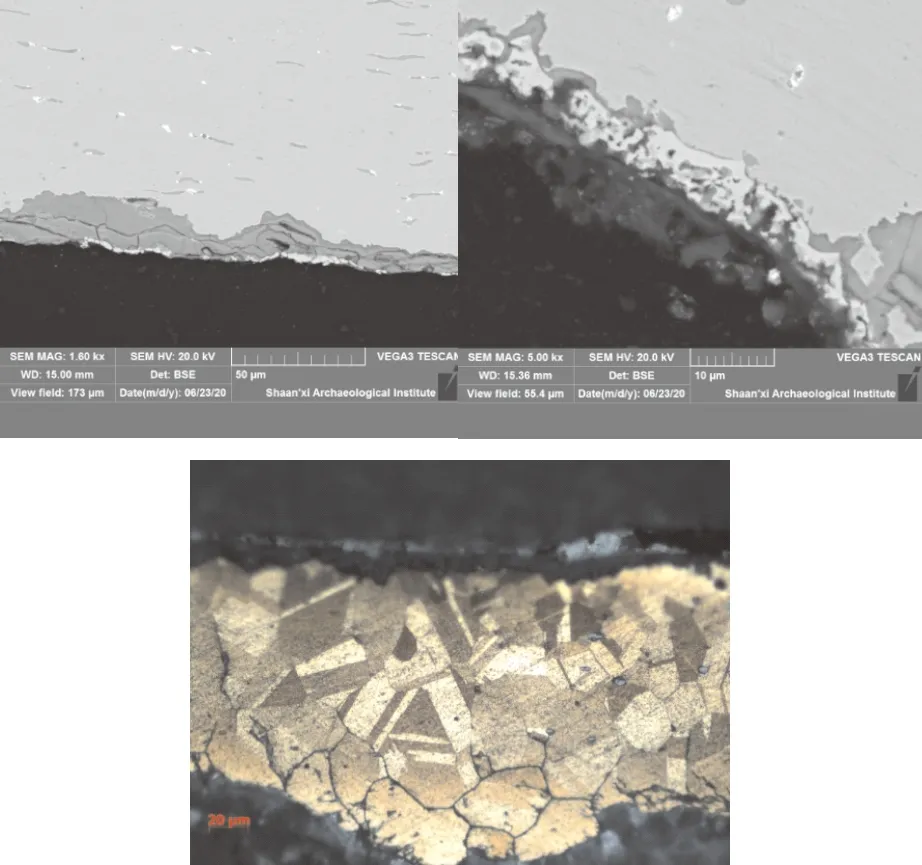
图4 薄壁样品ZYHJ-II-1表面富锡层背散射照片和金相照片Fig.4 BSE and Metallographic photos of the sample ZYHJ-II-1

表2 金相组织观察结果Tab.2 Result of Metallographic observation
2.2 成分分析结果
贺家遗址车马器样品能谱分析结果见表3。由表3可知,样品基体的主要成分质量分数为:Cu 80.64%~87.65%,Sn 12.35%~18.34%,Pb质量分数低,最高为2.93%,大都低于0.8%,故样品质地为铜锡二元合金。
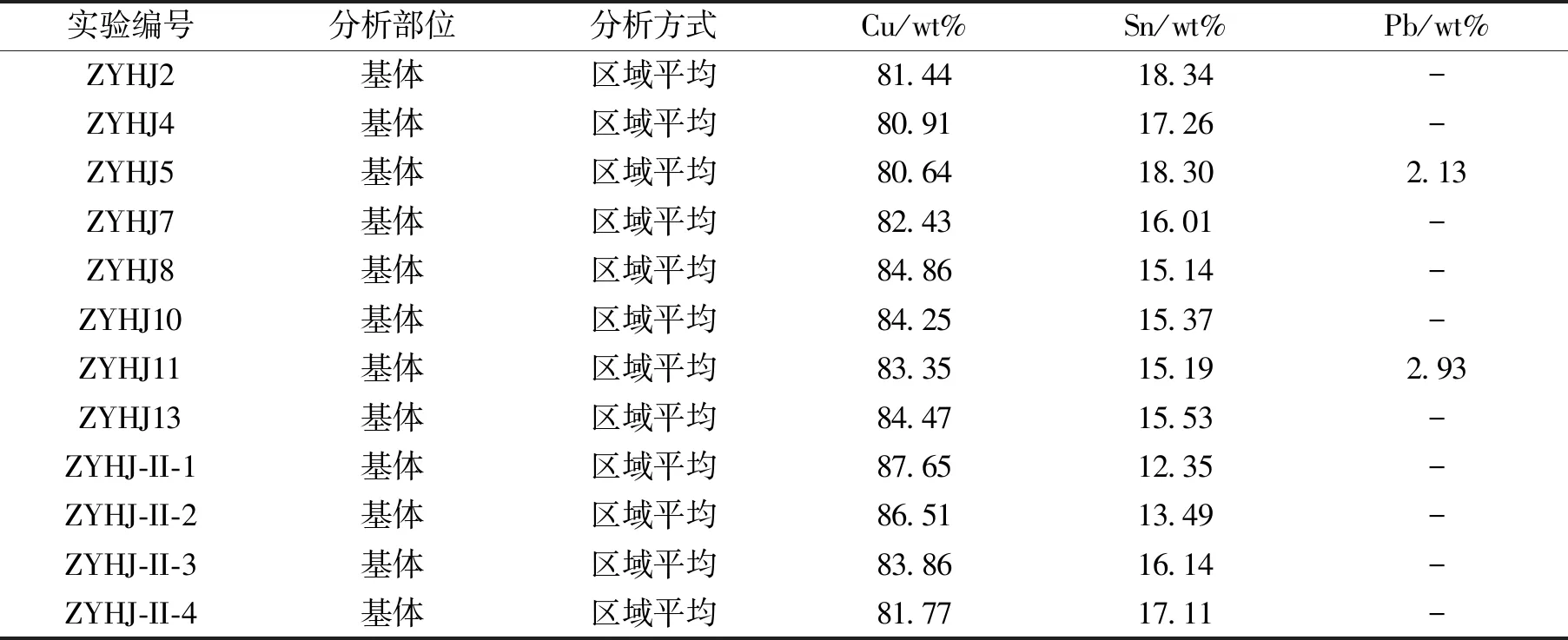
表3 样品EDS分析结果Tab.3 Result of EDS
2.3 表面装饰工艺调查结果
2.3.1 薄壁铜兽面的制作工艺 装饰在马车后车厢板上的浮雕镀锡铜兽面纹饰的凹凸幅度较大,测量其厚度为0.83~0.91 mm,眼部最深处18.81 mm,眉部最深处15.11 mm,下颌处最深15.98 mm,耳部最深处10.85 mm,鼻部最深处20.65 mm,纹饰最深处深度达到20.65 mm。结合测量结果、高清照片,以及X光照片,可以观察到铜兽面的眉、眼、鼻、耳处的工艺特别精湛(见图5)。在X光照片中可以观察到纹饰较深的眼、眉和鼻部位白色较浅,说明纹饰较深,器壁薄。除了浮雕的兽面纹,在兽面鼻梁上部、兽面两侧突出的部位还可观察到较浅的纹饰,这些纹饰可能是成型后刻划的纹饰,也可能是因为用磨具冲压时纹饰雕刻的较浅而形成的。
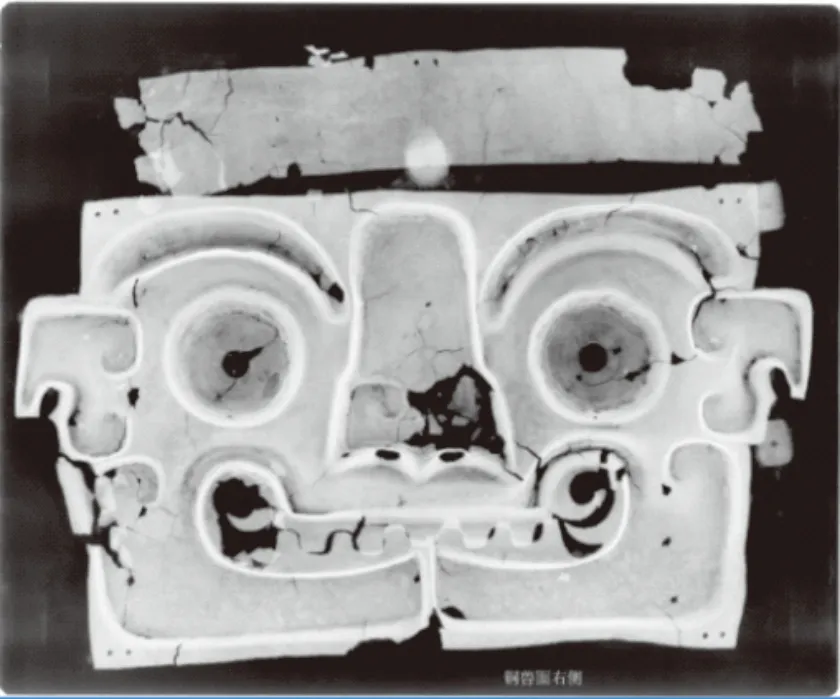
图5 车后厢板上装饰的薄壁铜兽面的X光照片Fig.5 X-ray photo of the monster face decoration
2.3.2 车马器表面装饰绿松石形状、尺寸调查 周原贺家出土西周铜质车马器中镶嵌绿松石的器物为铸造的青铜器,器壁较厚。绿松石的形状完全是按照凹槽的形状制作的,在清理过程中,通过比对与归类,发现凹槽内绿松石的形状多样,其中,典型代表的形状包括:长方形、大头长条形、椭圆形、梯形、三角形和扇形(见图6)。长方形的绿松石镶嵌数量最多;大头长条形的绿松石基本是镶嵌在凹槽的开始端,或在凹槽的两端;扇形绿松石一般是镶嵌在凹槽的转折处和弧形、圆环形的凹槽内;梯形形状的绿松石镶嵌在衡末饰三角形凹槽内;三角形绿松石一般根据凹槽的形状镶嵌在凹槽末端的尖形凹槽内;椭圆形绿松石中包括椭圆形和类似圆形2种。
为深入了解绿松石的排布规律,选取具有明确脱落部位的散落绿松石,用游标卡尺测量脱落绿松石的长、宽、厚,以及绿松石脱落部位的凹槽的深度。共选择了不同类型器物上71个脱落位置明确、形状完整的绿松石的长、宽、厚,和铜器上绿松石脱落部位凹槽的深度进行测量与统计(见表4)。数据统计表明,绿松石的长度最大值为18.82 mm,最小值为2.00 mm,平均值为4.91 mm,长度主要集中在3.00~6.00 mm之间;绿松石的宽度最大值为10.54 mm,最小值为1.56 mm,平均值为2.95 mm,宽度主要集中在1.56~3.55 mm之间;绿松石的厚度最大值为1.91 mm,最小值为0.53 mm,平均值为0.89 mm,厚度主要集中在0.53~1.12 mm之间。绿松石脱落部位凹槽的深度最大值为3.98 mm,最小值为1.77 mm,平均值为2.55 mm,主要集中在2.0~2.89 mm之间,凹槽深度基本是绿松石厚度的2倍。器物CH:1和CH:2不属于马饰件,与其他器物数值差异较大。
2.3.3 绿松石的镶嵌工艺调查 通过常规观察和显微观察,发现镶嵌绿松石铜器的表面大多比较光滑,显微观察韅饰和马面装饰件的表面加工痕迹明显,韅饰的凹槽边缘整体有不规则的铸造缺口(见图7A,B),但表面较平整,马面凹槽纹饰边缘有垂直于凹槽方向的打磨痕迹,痕迹的朝向基本为同一方向。对镶嵌的凹槽纹饰进行显微观察,发现纹饰剖面呈V字形(见图7C),V字底部比较圆滑,且两边不对称,外侧倾斜度大,内侧倾斜度小,这种向一侧倾斜的设计方式有利于浇铸后脱模;图7D发现了2条交错不连续的纹饰,且2条线错开的地方纹饰细浅且尖端比较尖锐。王静艺在“商周青铜器铸后工艺研究”中[13],就表明在商周时期,青铜器铸造后经常会在表面打磨修整,对纹饰部位也会出现錾刻和打磨的痕迹。绿松石的形状完全是按照铜饰件上凹槽的形状制作,镶嵌密实,基本与铜饰件的表面成一个平面(见图7E)。在铜饰件和绿松石的表面都有打磨痕迹,但不同的是,绿松石表面的打磨痕迹是规则的朝着一个方向倾斜,而铜饰件表面的打磨痕迹比较杂乱(见图7F)。说明这些打磨痕迹不是同时产生的,绿松石应该是在镶嵌之前就已经打磨平整了。镶嵌凹槽呈梯形(见图7G),上面大下面小,测量表明,凹槽的深度大于绿松石厚度的2倍,绿松石底部有1层填充料。在马面绿松石脱落部位可观察到填充物,且表层依稀可以看到琥珀色和黑色发亮的胶质物(见图7H)。
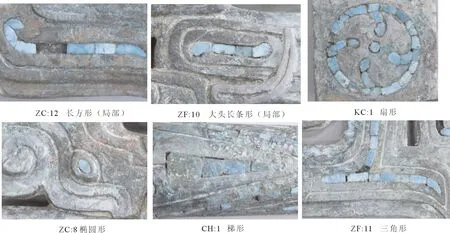
图6 典型绿松石镶嵌Fig.6 Typical shapes of turquoise inlay
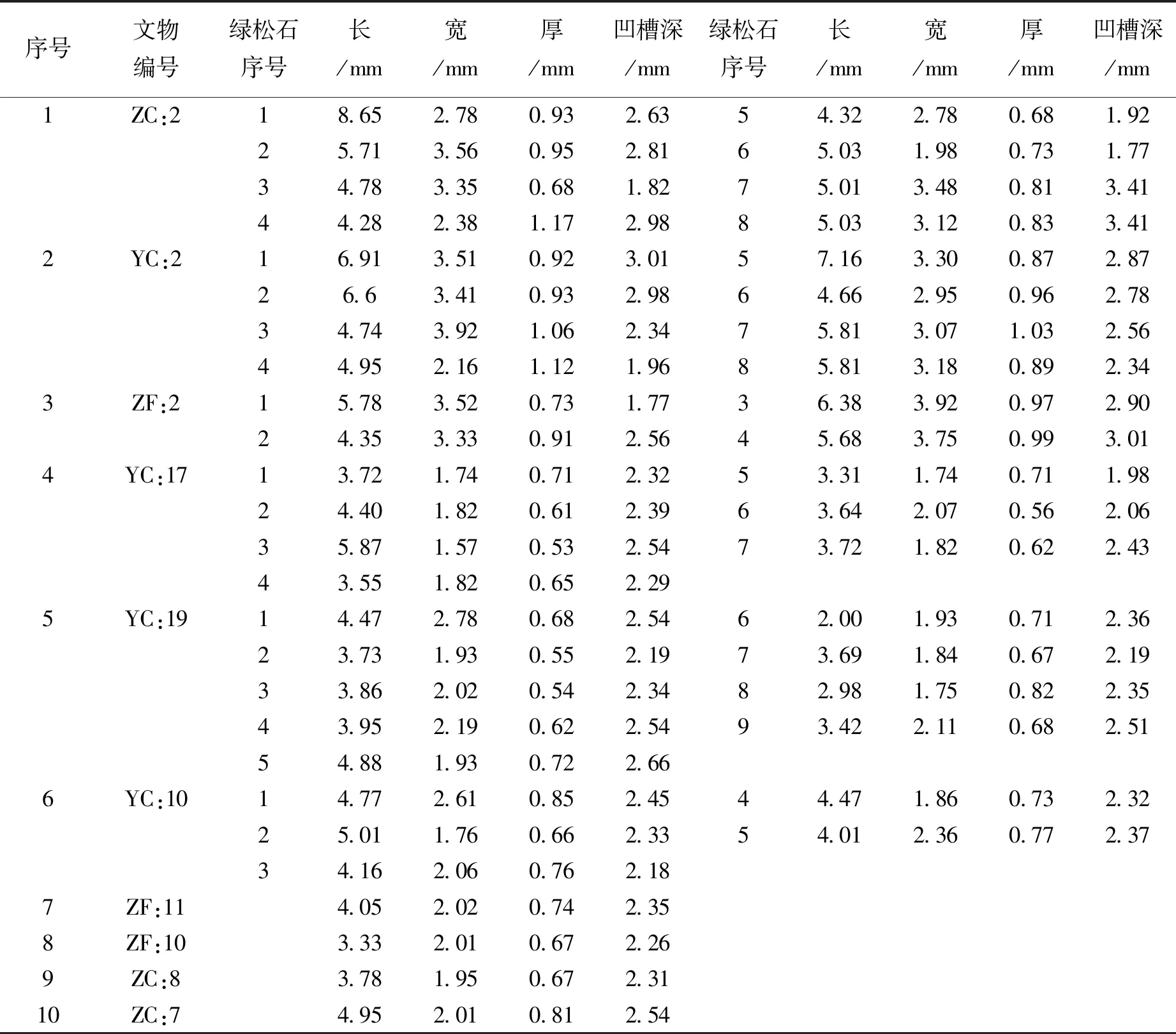
表4 绿松石尺寸测量表Fig.4 Size of the turquoise

续表4

图7 绿松石镶嵌工艺显微观察Fig.7 Micro-observation of the turquoise inlay
根据微观痕迹观察结果,镶嵌绿松石制作工艺步骤为:首先,在铸造的时候,利用翻模的方法铸造出凹槽,脱模对凹槽局部进行錾刻、打磨、修整。其次,把绿松石根据凹槽的形状进行切割和打磨,制作成规则光滑的小片。接着,使用某种质地较软的填充料,填充在凹槽内,厚度大于凹槽深度的一半。最后,在填充物表面施以少量胶料,把绿松石固定在凹槽内,使得绿松石表面和铜器表面在一个平面上。
以上的制作工艺调查,为车马器的数字化复原和实物复原积累了可靠的信息资料。镀锡层的确定,可推断其原本的颜色应该是亮银灰色,为后期数字化复原的器物外观提供了资料依据。表面镶嵌工艺的调查,明确了绿松石的镶嵌方法和切割剪裁形式,这也是后期复原镀锡青铜器上的绿松石装饰的依据。同时,工艺调查结果也是将来实物复原中,工艺路线制定的前提条件。成分分析确定了合金组成,为后期实物复原的合金配比确定了范围。镶嵌槽的制作是在铸造铜器时就已经预留出来了,将来在进行实物复原时,会以此为根据,在铸造铜器时铸出凹槽,供镶嵌绿松石所用。
3 有据数字化复原
文物的数字化复原是基于前期工艺调查的结果和文物的三维数字模型和照片,通过三维模型软件中的复制、旋转和镜像,以及纹理映射等功能实现残损部位的几何结构修复和纹理映射,不仅提高了残损文物修复的准确性,同时为文物的博物馆展示提供了新的资料和内容。
3.1 铜件的三维扫描
三维数据采集是开展复原工作的基础。目前,应用于文物三维数据采集的技术有三维激光扫描技术、近景摄影技术、光栅扫描技术和CT技术[14-16]。本研究选取了三维激光扫描技术和高清摄影技术2种方法对车马坑进行了多次数据采集。
鉴于文物保护的特殊需要,不能在文物表面涂覆显像剂,只能给被测物体贴标记点来完成扫描工作。贴标记点的作用是让每次扫描的数据更完整,每一次采集都应至少识别出3个标记点,作为拼接数据的依据。在贴标记点时应注重以下2点:①在贴标记点之前,应明确标记点贴附位置,例如,被扫描的器物上,器物周围,或两者都贴。贴在器物表面的优点是可以自由的移动器物,缺点是会稍微影响被标记点覆盖的表面的3D数据。贴在器物周围虽不影响物体表面的3D数据,但是在整个采集过程中,要保持被扫描物体与周围贴着标记点的部位之间不能发生相对移动。由于被扫描的车马器多为扁平物体,为了保证采集精度,需要在器物表面和周围都粘贴标记点。②标记点应无规则的分布在被测物体的表面,且在相机窗口中清晰可见。标记点不能贴在一条直线上,应成V型分布。
利用手持式三维扫描仪,通过转动转盘改变被扫描器物的不同位置,进行全方位扫描,得到三维点云数据。先对每个类别的车马器进行数据点采集,再对有纹饰的部位及镶嵌绿松石的部位进行细节的精细扫描。多角度和长时间的扫描,可以获得精确的三维数据。完成采集后,利用DigiMetric摄影测量系统进行数据处理,得到扫描件的高精度三维模型(见图8)。利用文物的对称性,在软件中实现镜面堆成效果,从而对残缺部分进行数字复原。

图8 部分车马器三维扫描模型Fig.8 3D modes of some bronze decorations
3.2 高清照相
对于面积较大的器物,为了得到器物上每处纹饰的细节照片,对每件器物进行微区(5 cm×5 cm)摄影,拍摄时相机与器物表面保持垂直角度。每拍摄1张,利用坐标尺校对范围从左至右、从上到下移动相机,直至把器物的每个部分都拍摄到。然后利用绘图软件进行处理,拼接组成完整的高清晰度的图片(见图9),作为后期模型贴图的基础素材。

图9 青铜兽面装饰的高清照相图片Fig.9 High-resolution photo of the bronze monster mask
3.3 数字化复原
前期工艺调查明确了文物的表面镀锡工艺和镶嵌工艺,为了复原文物埋葬前的形状、颜色,在三维模型的基础上,以清理出的镀锡器物局部的颜色为基调,模拟复原了各个装饰件及整个器物装饰在马车上的图像。
首先,提取高清照片中有镀锡表面的器物颜色,结合照片中纹饰的细节,对修复后的三维模型在Autodesk mudbox软件中进行纹理贴图处理,复原每件器物的完整图像(见图10)。然后,结合车马坑清理时得出的马车各部位装饰件的位置和装饰方法,将每件器物复原至马车模型的相对位置,从而实现西周“第一豪车”的数字化复原图像(见图11)。

图10 车马器及铜兽面的数字化复原图Fig.10 Digital reconstruction of bronze decorations
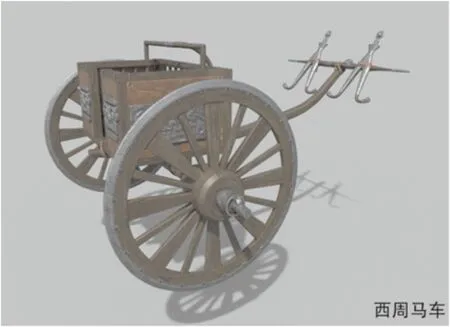
图11 数字化复原的镀锡青铜车马器和马车Fig.11 Digital reconstruction of the chariot
4 结语
对周原贺家遗址出土的车马器进行了制作工艺调查与有据复原。通过各类分析技术明确了车马器为镀锡青铜器,基体成分为Cu-Sn二元合金,表面镀锡层较薄,连续性不好,采用热镀锡的可能性较大。镶嵌绿松石的装饰工艺为先铸造出器物和凹槽,再根据纹饰需要切割打磨绿松石的形状,可能使用了胶质材料和填充物质将绿松石固定在凹槽内。利用三维扫描技术、高清摄影技术并结合前期研究结果,对车马器进行了精细数字化复原,利用三维模型数据结合高清照相,制作出器物详细的纹饰,最后模拟出未经锈蚀物覆盖的镀锡表面。根据车马坑清理时各个车马器的装饰位置信息,复原出带有镀锡铜器装饰的马车。本研究充分利用发掘文物的信息,不仅使文物得到了有效保护,同时也使文物遗迹“活”起来,使观众能更直观地了解古代马车的形制和装饰方法。本研究为马车的实物复原积累了大量数据,可以实现文物的有据复原,为同类工作的开展提供了技术参考。
