镍铝青铜电机转子的搅拌摩擦焊接
2021-10-28陈杨科
雷 雯,陈杨科
镍铝青铜电机转子的搅拌摩擦焊接
雷 雯,陈杨科
(海装驻湘潭地区军事代表室,湖南湘潭 411101)
由镍铝青铜ZCuAl9NiFe4Mn2制作的内护套、外护套、上盖板和下盖板,磁轭和磁钢组成了在海水中工作的电机转子。为了对磁极进行保护,需要在完成充磁的强磁性条件下采用焊接的方式将内护套、外护套、上盖板和下盖板焊为一体,且焊缝能承受1.5 MPa的气压。本文从搅拌头设计,焊接工艺参数设计,焊缝性能等方面摸索焊接电机转子所需要的工艺参数;同时解决了焊接电机转子所需要的全部关键技术问题;电机转子焊接后通过各种检测,确认合格。本电机转子的成功焊接为强磁场条件下铜合金的焊接提供了实用的工艺方法。
镍铝青铜 电机转子 强磁场 搅拌摩擦焊
0 引言
铜合金的焊接有钎焊、TIG焊、MIG焊、电子束焊、激光焊和搅拌摩擦焊等多种方法[1]。近年来随着焊接技术的发展,铜的搅拌摩擦焊越来越多的被应用于工业生产[2]。特别是搅拌摩擦焊过程中焊缝不带电,所以可以被应用于强磁场条件下进行焊接。由于铜的熔点相对较高,特别是部分铜合金的硬度大、强度高,搅拌摩擦焊铜合金对搅拌针的设计是一个很大的考验[3]。
湘电动力有限公司生产的一款水下电机中,电机转子由内护套、外护套、上盖板、下盖板、磁轭和磁钢组成,具体如图1所示。其中内护套、外护套、上盖板和下盖板采用镍铝青铜制造,且磁钢已完成充磁具有强磁性。由于电机的工作环境为水下,所以要求对磁钢进行保护,从而要求采用焊接的方式将内护套、外护套、上盖板和下盖板连为一体,并要求焊缝能承受1.5 MPa的气压。由于电机转子的内部有带强磁性的磁钢,所以一般带电的焊接方法如TIG、MIG和电子束焊都不能完成转子的焊接。因磁钢在高温下有失磁的风险,感应钎焊或火焰钎焊无法完成本转子的焊接。通过调研,选择与转子带磁性关系不大且焊接温度相对较低的搅拌摩擦焊进行研究。
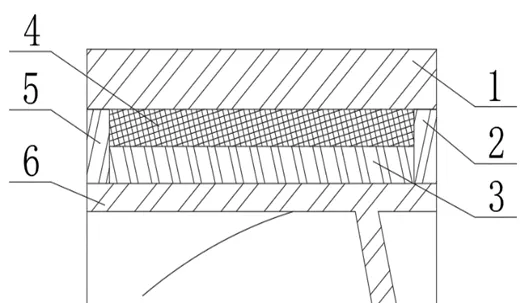
1-外护套;2-下盖板;3-磁轭;4-磁钢;5-上盖板;6-内护套
转子用镍铝青铜的牌号为ZCuAl9NiFe4Mn2,抗拉强度在640 MPa左右,材质较硬,需要比焊接紫铜更高的温度才能将其软化并焊接好。本文从搅拌头设计,焊接工艺参数设计,焊缝性能等方面摸索焊接电机转子所需要的工艺参数;同时理清了电机转子焊接工艺步骤中需要解决的关键技术问题;电机转子焊接后的着色检查和气压试验。
1 试验材料与方法
1.1 ZCuAl9NiFe4Mn2材料性能介绍
本电机使用牌号为ZCuAl9NiFe4Mn2,通过精密铸造而成,抗拉强度在640MPa左右。其材料的化学成分如表1所示:

表1 ZCuAl9NiFe4Mn2的化学成分(wt%)
据资料记载 镍铝青铜ZCuAl9NiFe4Mn2于1945年开始被用于制造船用螺旋桨,它以优异的综合性能已经成为世界上最常用的螺旋将首选材料。
1.2 搅拌头设计
本搅拌头采用熔点达2850℃的钨合金制造,其在高温下的高强高韧性使得其可以焊接铜合金、钛合金和不锈钢等熔点较高的金属。图2是为电机转子焊接而设计的搅拌头[4]。
在图2中,其轴肩直径为ф14 mm,搅拌针的针长为2.5 mm(如图5所示),为右旋螺旋结构,针尖底部直径为ф2 mm,顶部直径为ф5 mm。焊接倾角设置为2.5°。
1.3 焊接工艺参数设计
焊接工艺参数的设计不仅与搅拌头的结构有关,还与母材的材质、板厚、长度和宽度有关,与焊接过程中是否喷水冷却有关,设计时需综合考虑上述因素。图3所示的板材厚度和宽度与电机转子的上盖板厚度和宽度均一致,分别是7 mm和18 mm,圆弧的直径与上盖板的直径也一致。

图2 搅拌头外形

图3 镍铝青铜的焊接工艺参数调试
1.4 焊缝的性能检测及电机转子的质量检测
镍铝青铜在试板上搅拌摩擦焊后需要测试焊缝的有效深度;检查焊缝是否致密无缺陷。并且需要测试焊缝的抗拉强度,作为比较也需要测试母材的抗拉强度。
电机转子的焊接需要设计焊接工装并检测工装的有效性,经过关键工序进行处理,焊接过程中对搅拌针喷水冷却,焊接后对电机转子焊缝进行着色探伤、磁性能检测和1.5 MPa的气压试验。
2 试验结果与分析
2.1 焊缝宽度测量及焊缝金相检查
图4为焊接终了时拔出搅拌针时留下的匙孔,在图中,其焊缝最大宽度为14 mm。将焊缝进行剖面金相检查,焊缝组织致密,焊缝的有效深度为2.8 mm(具体如图5和图6所示)。由于本电机转子外护套最后的成形尺寸中壁厚为2 mm,所以2.8 mm的有效焊接深度可以满足焊缝不是整个电机结构件的薄弱环节的要求,即焊接深度满足设计要求。
2.2 焊接工艺参数
根据初选一组焊接工艺参数且一次改变一个参数的原则,实验设计了多组不同的工艺参数并进行焊缝的表面质量对比。从多组焊接工艺参数中实验选定转速1800 r/min和行走速度120 mm/min,焊接过程喷水冷却的工艺参数为后续试验的工艺参数[5]。本工艺参数条件下的焊接表面质量如图7所示,图中所示的焊缝平滑,成形美观。后续产品的焊接采用此工艺参数。
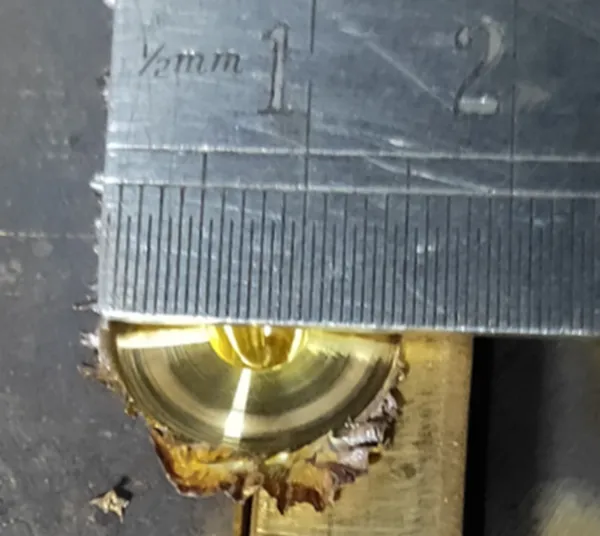
图4 搅拌孔的最大直径为5 mm

图5 上半部分焊缝宏观金相

图6 上半部分焊缝宏观金相
2.3 焊缝的抗拉强度
经测试母材镍铝青铜的抗拉强度和焊缝的抗拉强度,母材的抗拉强度为638 MPa,焊缝的抗拉强度为631 MPa。焊接后母材的抗拉强度下降5%,满足产品对焊缝抗拉强度的要求。
2.4 关键工序的技术处理
2.4.1外护套侧焊缝上搅拌孔的处理
根据设计要求,外护套的厚度为15 mm,焊接后将外护套的厚度加工至2 mm。搅拌头针尖的根部直径为ф5 mm,搅拌头轴肩的直径为ф14 mm。

图7 1800 r/min,120 mm/min参数条件下焊缝实物
如果在完成焊接在向外护套的外侧引出搅拌针时,搅拌头的轴肩外侧与外护套的外圆重合,则搅拌孔的凹坑距离焊缝中心的距离为15-14/2-5/2=5.5(mm),根据后续的机加工要求,搅拌摩擦焊后外护套的壁厚要求加工为2 mm,所以焊接并机加工后此位置的搅拌孔将被完全去除,不会影响机加工后的外形尺寸。也就是外护套厚度为15mm可以满足焊接后对搅拌孔的机加工去除要求。为此,我们将在焊接外护套层焊缝时的尾孔设计在外护套的中心,以便机加工时可以完全去除。
2.4.2内护套侧焊缝上搅拌孔的处理
根据设计要求,内护套的壁厚为7 mm,搅拌头根部针尖的直径为ф5 mm,搅拌头轴肩的直径为ф14 mm。由于结构受限,需要考虑将搅拌孔留在焊缝中心还是留在盖板的中心。
通过对塞焊点的焊缝质量检查,认为塞焊销没有与盖板形成充分的冶金结合[6],具体如图8和图9所示。如果留在焊缝的中心将导致搅拌孔下面的有效焊缝深度只有0.3 mm,将严重影响耐气压的能力。

图8 抛光后的塞焊点
实验确认了塞焊对提高搅拌孔处的焊缝有效厚度没有明显的帮助,只对提高焊缝的表面质量有好处。为此,我们将焊接尾孔引入盖板中心,从而避开焊缝尾孔处有效焊缝深度较小的问题。图10和图11为电机转子的实际尺寸结构设计的实验,焊缝尾孔引入盖板中心后,焊缝底部凸出量小于0.1 mm,焊接变形非常小。转子焊接时将内圈焊缝的尾孔引入盖板中心对转子的焊接质量无负作用。
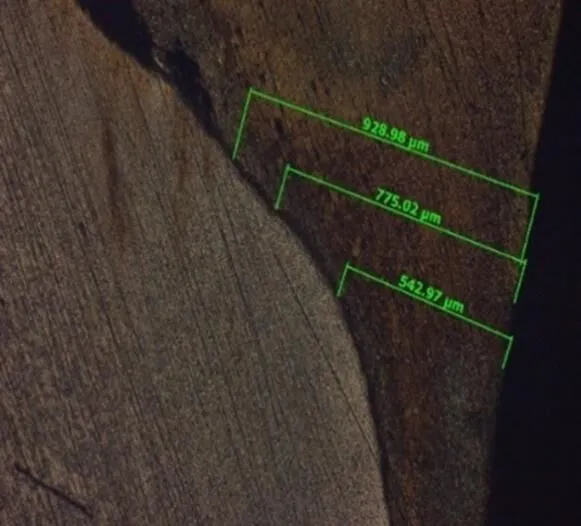
图9 塞焊点红色区域放大(50倍)

图10 焊接尾孔引入盖板中心

图11 焊缝底部凸出量小
2.5 焊接工装设计
图12为电机转子焊接工装实物,其设计有如下特点:
1)外护套、内护套和盖板与胶木板贴合,电机转子中心圆筒部分离地,胶木板受力以增加焊接过程中的稳定性,同时有助于防止外护套在焊接过程中下坠;
2)焊接工装除胶木板以外都采用不导磁的304不锈钢材料制作;
3)转子的内护套采用不锈钢环形板支撑以防止焊接过程中焊缝下塌变形,外护套采用304不锈钢垫片和螺栓固定,共有12组垫片,24个螺栓。
2.6 电机转子的焊接及焊后检查
2.6.1电机转子焊接的冷却措施
由于电机转子的单条焊缝长度2000 mm,为了保护搅拌头在焊接过程中不发生变形,电机转子焊接过程中搅拌头采用喷水冷却[7]。为了防止焊接一段时间后电机转子的整体温度上升,采取外护套用湿毛巾淋水在紧跟搅拌头后面的外壁上多频次的敷擦以达到尽可能快的散热的方法以保证焊接过程中的温度平稳性。图13所示是采用手动喷水的方法冷却搅拌并头,采用手工用湿毛巾淋水在紧跟搅拌头后面的外壁上多频次的敷擦方法促进外护套散热。

图12 焊接工装实物

图13 对搅拌头及外护套进行冷却实物
2.6.2电机转子的焊接后着色探伤
在完成电机转子的焊接后,为了达到着色探伤需要的粗糙度不大于3.2的要求,对电机转子焊后进行了车削加工,加工去除的厚度为0.2 mm。探伤结果显示,焊缝质量满足GB/T47013.5的Ⅰ级标准。此擦伤结果显示搅拌摩擦焊缝的表面质量优良,满足产品对焊缝表面质量的要求。
2.6.3焊接后的磁场检测
为了检测搅拌摩擦焊产生的热量是否会对磁钢的磁性有负作用,电机转子搅拌摩擦焊后对其磁场进行了检测,具体如图14所示。检测结果显示,焊接前和焊接后的磁场没有变化,焊接产生的高温没有对磁钢的磁性产生影响。满足产品对磁钢磁性能的要求。
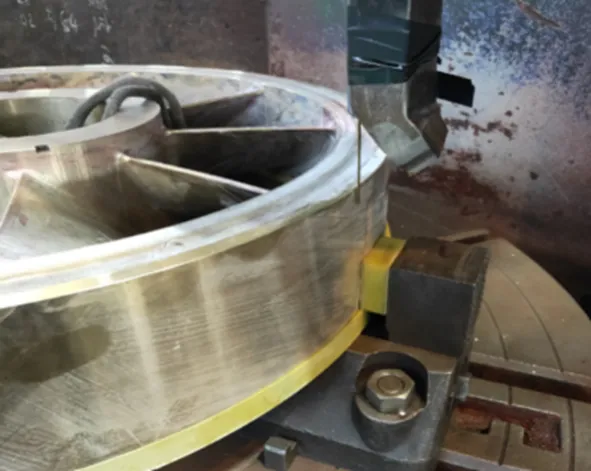
图14 焊后磁场检测实物
2.6.4气压检测
焊接后的电机转子经过1.5 MPa的气压,保压60 min无泄漏,如图15所示。

图15 电机转子焊后试气压实物
产品在焊接后的气压实验结果表明,本转子在后续的灌胶工序及产品在深海中的密封性能可以满足设计要求,即焊缝质量符合设计要求。
3 结论
通过分析和试验,最终完成电机转子的搅拌摩擦焊,得出如下结论:
1)在设定工艺参数条件下,镍铝青铜试板的搅拌摩擦焊缝宏观金相质量优良,焊缝的抗拉强度比母材下降5%左右;
2)镍铝青铜在强磁场条件下可以完成搅拌摩擦焊;
3)通过设计合适的搅拌头及焊接工装,将匙孔引入特定的位置后可以完成符合产品技术要求的镍铝青铜电机转子的焊接。
[1] 罗开荣, 杨鹏勇, 段少章, 朱廷刚, 尹志彬. 纯铜焊接工艺[J]. 金属加工(热加工), 2017(S1): 196-197.
[2] 熊建坤, 童彦刚. 搅拌摩擦焊接技术的研究进展和应用[J]. 电焊机, 2008(01): 33-37.
[3] 魏诗萌, 孙杨, 王福山, 杨鑫华. 搅拌摩擦焊搅拌头疲劳寿命的模拟研究[J]. 焊接技术, 2019, 48(04): 5-9+113.
[4] 刘春宁, 郁志凯, 张艳辉, 钮旭晶, 苗佳. 搅拌针几何形状对搅拌摩擦焊温度场的影响[J]. 焊接技术, 2018, 47(06): 73-76
[5] 陆宏韬, 刘迪, 高超, 王周冰. 焊接旋转速度对搅拌摩擦焊接头性能的影响[J]. 有色金属加工, 2021, 50(02): 28-31.
[6] 白小溪. 合金成分变化对搅拌摩擦焊力学性能影响分析[D]. 武汉: 大连理工大学, 2020.
[7] 王志国, 徐奎, 沈浩然, 平晓明, 尹玉环. T2紫铜搅拌摩擦焊工艺[J]. 焊接, 2019(12): 37-41+67.
Friction Stir Welding of Rotor of Ni-Al Bronze Motor
Lei Wen, Chen Yangke
(Naval Representatives Office in Hunan, Xiangtan 411100, Hunan, China)
The inner sheath, outer sheath, upper cover plate and lower cover plate, yoke and magnetic steel made of nickel aluminum bronze ZCuAlNiFeMn constitute the motor rotor working in sea water. In order to protect the magnetic pole, it is necessary to weld the inner sheath, outer sheath, upper cover plate and lower cover plate as a whole under the condition of strong magnetic after magnetization, and the welding seam can withstand 1.5MPa air pressure. In this paper, from the design of stirring needle, welding process parameters design, weld performance and other aspects to explore the required process parameters for welding motor rotor; At the same time, all the key technical problems needed to weld the motor rotor are solved; After welding, the motor rotor passed various tests and was confirmed to be qualified. The successful welding of the motor rotor provides a practical process for the welding of copper alloy under the condition of strong magnetic field.
TG441.8
A
1003-4862(2021)10-0028-05
2021-09-08
雷雯(1980-),男,本科。研究方向:电气工程。E-mail: xemcjiexi@126.com
