运用过程能力指数评价体系提升化工产品质量稳定性
2021-10-26郝梅竹
郝梅竹
中国石化镇海炼化分公司(浙江宁波 315207)
质量管理的历史按照时间顺序大致分为6 个阶段:操作者经验管理、产品检验、统计过程控制、全面质量管理、大Q 质量管理(6 西格玛等)、卓越绩效管理。著名质量管理大师朱兰(J M·Juran)曾在第48 届美国质量管理学会年会上说“21 世纪是质量的世纪”,随着时间的推移,这一富有远见的思想逐渐被实践所验证。目前,企业的核心竞争力由质量、成本和时间构成,而质量处于首位。广泛应用国内外先进的质量控制方法和技术来提升产品质量、减少浪费、降低成本、提高企业竞争力已经成为企业界的普遍共识。
随着我国化工产品市场的进一步成熟和下游用户需求精细化程度的加深,目前产品质量形成过程往往呈现出多元化的特性,因而开展质量控制活动意义重大。质量控制不仅是对最终产品质量的简单检验验收,而是以产品质量形成的全过程为导向,从设备、生产、存储、运输、销售和售后服务等涉及质量价值流增加的各个环节去改善提高。目前,以过程为导向、大数据为支撑、人工智能为主流技术的质量控制方法已成为趋势。
化工产品品种繁多,且多数(尤其是固体化工产品)不可再调和。为有效控制产品质量,及时反映质量波动并进行改善,不断满足客户需求,研究运用统计过程控制(SPC)等先进质量管理方法,引入稳定性评价体系进行产品质量稳定性管理。
1 过程能力指数评价体系
过程能力指数评价体系是将过程能力指数与控制图相结合,科学严谨地对全过程进行分析与控制,不仅是对产品实物质量本身进行控制,更加强调对产品质量形成过程的质量进行控制。与传统方法相比,过程能力指数评价体系既是一种质量管理方法,又是一种提高质量的工具。
由于用传统的“门柱法”(Goalpost)来评价质量只能区别“59 分”与“60 分”,不能反映质量波动,掩盖了质量问题,浪费了信息资源,耽误改善时机,因此引入过程能力指数(Cpk/Ppk)评价体系以牵引质量改进的方向。
过程能力指数是过程能力满足产品质量标准(规格、公差)的程度,用Cp表示。分布的中心偏离规格中心时衡量过程能力的指数用Cpk表示,Cpk也称实际过程能力指数。具体控制图示见图1。
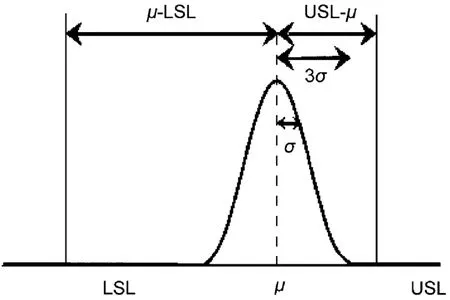
图1 过程能力指数控制图
图1 中,μ为过程中心,USL 为规格上限,LSL为规格下限。μ将规格界限(USL,LSL)分为两个小区间,即(LSL,μ)和(μ,USL)。它们与3σ的比值能反映过程在左端或右端满足顾客要求的程度。
单侧下限过程能力指数的计算见公式(1),单侧上限过程能力指数的计算见公式(2),实际过程能力指数的计算见公式(3)。从改进质量的角度看,应把注意力放在Cpl与Cpu中较小的一个。

在本研究中,对于产品Cpk采用表1 所示评价方法进行控制。

表1 Cpk 评价和处理原则
2 运用过程能力指数评价体系分析产品稳定性
以某聚丙烯分析为例:首先,通过过程能力指数评价体系统计出某年某月Cpk<1 的化工产品为聚丙烯H30S 产品,其单产品及组分的Cpk见表2。然后,进一步分析其质量指标评级,如表3 所示。
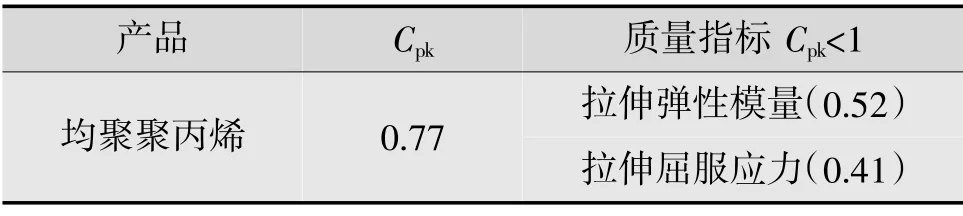
表2 Cpk<1的产品及其组分
根据分析组分折线图锁定质量波动的批次,将该批次生产过程与其他批次对照,找出该批次产品为1#聚丙烯装置生产,降解时使用固体过氧化物,其他批次产品为2#聚丙烯装置生产,降解时使用液体过氧化物。两种过氧化物物理形态不同,固体过氧化物的分散性不如液体,所以产品的弹性模量、拉伸屈服应力均存在一定差异性。针对该影响因素,积极与厂家沟通,查找两种过氧化物的性质差异,进而指导生产,在下一个月排产时,摸索生产经验,稳定挤压机运行工况,稳定并统一两个装置的力学性能。

表3 产品Cpk<1 的组分质量评级
3 实时监测Cpk,排查不稳定因素并采取化解措施
为进一步提高分析和改进的及时性,开发了数字化管控平台,按日实时统计产品稳定性并进行分析。该平台可展示聚烯烃产品稳定性日变化趋势;逐个统计不同牌号产品实时Cpk并进行排序,展示每个牌号逐个组分的雷达图。让管理人员对影响聚烯烃产品稳定性的因素一目了然,采用PDCA(计划、执行、检查、行动)等质量方法进行原因分析,针对影响质量的关键因素制定切实有效的改进措施,并严格落实整改,通过逐个击破不稳定因素来提升产品质量稳定性。
经过实时评价分析,发现了聚烯烃中稳定性较差的绝大多数为新产品和过渡料,其中聚丙烯多于聚乙烯;组分特性稳定性较差的主要集中在弯曲模量、拉伸屈服应力、熔体质量流动速率等方面。根据分析结果,组织开展了各类提升攻关活动。
3.1 优化切牌方案,减少过渡料
据统计,某聚烯烃3 套装置合计月均切牌次数20 次以上,且牌号切换逐年递增。牌号切换期间,装置的各项操作参数处于动态调整阶段,对产品波动影响大,稳定控制难度高。因此,摸索了牌号切换序列,优化了牌号切换方案,明确了切换时间、步骤、操作要求等,使过渡料、副牌料等非目标产品产量较历年大幅降低。
3.2 在线离线分析与生产过程加强联动,提高过渡期间的稳定性
由于过渡料质量波动大,Cpk小,稳定性偏低,为进一步减少过渡时间与过渡料,部分牌号采用无过渡料切牌,该操作对生产过程控制要求高,难度大。针对这种情况,要求在生产期间提高对在线融指仪比对的关注度;在线、离线分析超允差范围时,及时联动并确认;加强过程、成品比对频次,避免系统误差;加强新牌号生产过程摸索,优化生产方案。
3.3 优化产品添加剂配方,产品提质增效
某高熔体强度抗冲聚丙烯是聚丙烯装置熔融指数最低的产品,生产难度大。2017年10 月首次工业化试生产后,跟踪了解了下游多个应用领域的试用情况。该牌号明显提高了产品的耐热性和耐穿刺性,实现了下游厂家的提质降本增效,但仍存在挤吹时熔体流动速率低,加工时间长,制件偏重、桶盖合缝处不易黏结,出现开裂等现象。针对该牌号结晶速率慢的问题,进一步优化产品配方,生产上针对产品流动性能差的问题,适当提高产品熔融指数。2019年第二次试生产新产品740.95 t,新配方生产的高熔体强度抗冲聚丙烯替代高密度聚乙烯及聚丙烯在中空吹塑领域试用,并取得了一定成效。
3.4 细分产品牌号,统一过程质量控制要求
2016年该企业开发的滚塑料下游接受度不断提高,但由于不同客户对质量的需求不同,每一次排产生产控制要求都不一致,从而导致Cpk偏低。因此,研发团队加强与某大型跨国公司技术交流及合作,开发更安全、高效、性能更佳的滚塑专用料,定制化细分牌号生产了R446U,R546U,R548U,R646U,R646UQJ,R646 等滚塑牌号,形成系列化滚塑料产品,不仅稳定性大幅提升,也实现高质增效。
该企业于2017年4 月开始推行质量稳定性管理,当时合成树脂整体Cpk为0.87,几年来不断运用过程能力指数评价体系对产品稳定性进行评价、分析、改进,在2021年7 月,合成树脂整体Cpk已提升至1.48,产品质量稳定性在4 西格玛以上。
4 结语
质量稳定性管理借助了多种先进统计方法及中国石油化工集团公司质量管理体系(QMS)管理平台,关注Cpk值较低的产品,及时发现质量波动、异常,对影响质量稳定性的因素进行分析,确定关键因子和改善对象,及时调整、改善,最大限度改进产品质量。
质量稳定性管理在该企业切实可行,通过前期的努力,产品质量管理上取得了一定成果,可持续推行,以不断提升产品质量。
