技术状态管理信息化研究与实现
2021-10-26王昆仑郭玲玲
王昆仑,郭玲玲
( 航空工业哈尔滨飞机工业(集团)有限公司,黑龙江 哈尔滨 150066)
关键字:技术状态;数据交换;生效性;构型
1 概述
技术状态管理是一门管理科学,是系统工程管理的一个重要工具,主要是针对产品全寿命周期进行管理,包括标识、控制、审核和纪实四项活动,通过技术状态管理活动的实施,保证文文一致、文实相符,使产品符合合同的要求。
技术状态的基本概念和管理方法源于50年代的美国。当时,美国面临着苏联战略武器系统发展的威胁,美国政府把研制5 000英里以上的战略导弹作为关键任务。1954年美国空军研制“宇宙神”战略火箭,主承包商是通用动力公司下属的康维尔公司,参加研制推进系统、制导系统和弹头三个部分的公司就有200多家。在这样的大型工程中,由于纵横关系十分复杂,曾经出现文件更改不及时或彼此沟通协调不充分的问题,造成导弹运到发射现场无法安装的现象,甚至有几次造成发射失败。针对这种情况,美国政府集中了一些专家研究解决办法,提出技术状态的新概念和管理方法。因此,技术状态管理是伴随着复杂武器系统的研制而产生、发展起来的。1962年,美国用“宇宙神”把人送上地球轨道,后来研制的“大力神”、“民兵”导弹都采用了技术状态管理方法。20世纪60年代以来,美国军方、美国国家航空航天局(NASA)和欧空局等在管理飞机、舰艇、飞船等复杂的制造过程中都沿用了技术状态管理的方法,并取得了成功。
本文根据作者多年从事主机厂航空产品技术状态管理及企业信息化的工作的经验,针对主机厂遇到的技术状态问题提出了一种基于信息化的解决思路并进行实践,同时提出航空主机厂未来技术状态管理的发展方向。
2 航空主机厂技术状态管理现行方法
与航空主机厂相关的技术状态文件通常包括两类,一类是包括主要机载产品的技术状态文件,例如军机、民机的合同技术状态文件、首飞技术状态文件和交付技术状态文件,另一类是包括自制件、标准件的技术状态文件,例如军机、民机的单机构型清单、分系统构型清单和民机的取证技术状态文件等。这些技术状态文件表达了编制发出时,航空产品当时的技术状态,但随着时间不断推进,航空产品的技术状态会不断变化,目前主机厂采用的管理方式多为技术状态文件更改单、升版和签订补充协议等形式对航空产品的技术状态变化进行记录,根据作者多年技术状态管理工作经验一般会存在如下问题。
1)对于单机构型清单、分系统构型清单,尤其是对外单位设计,主机厂仅负责制造的项目,由于外单位批准的三维模型数据需要数据交换到厂内,会造成一定的延迟,另外厂内在接收后需编制厂内制造技术状态文件,又会造成一定的延迟,导致在实际生产制造时,制造技术状态与设计技术状态及合同技术状态都存在一定的差异。
2)对于合同技术状态文件、交付技术状态文件,随着合同管理越来越严格,当合同技术状态发生变更时,更改合同越来越难,同时造成了厂内交付技术状态文件无法更改的情况,但制造交付的实物与厂内交付技术状态文件及合同技术状态的差异又无法避免,在实际工作中,作者发现,绝大多数的合同技术状态变更并不影响航空产品的性能指标,仅属于勘误性更改,但由于无法更改合同,常常造成产品制造完成以后,由于管理流程问题无法交付的情况。
上述两个问题成为了制约主机厂交付航空产品的关键,目前通常的解决办法是加强各类技术状态文件编发的准确性,但在实际工作中发现,制造技术状态与合同技术状态出现偏离再所难免,因为航空产品技术状态本身就是动态变化的,由此引出应用信息化系统解决,采用技术状态管理信息化系统,进行标识、控制、审核和纪实四项工作,并将信息化系统与用户联通,共同监控技术状态变化,解决困扰主机厂航空产品交付的关键问题。
3 技术状态管理信息化系统构建
航空产品技术状态管理工作是贯彻航空产品全寿命周期的一项工作,从开始设计、设计定型、小批试制到批产交付;其中设计定型之前称为科研阶段,在科研阶段,航空产品的技术状态的变化程度较大,变化频率较为频繁,且由于科研机一般不交付,此阶段的技术状态管理工作不在本文进行讨论,本文仅针对批生产交付航空产品的技术状态管理进行研究。批生产阶段航空产品的技术状态较为稳定,以目前哈飞生产的某型号的飞机为例,该飞机是在主机所进行设计,在哈飞进行制造,主要的技术状态管理流程如图1所示。
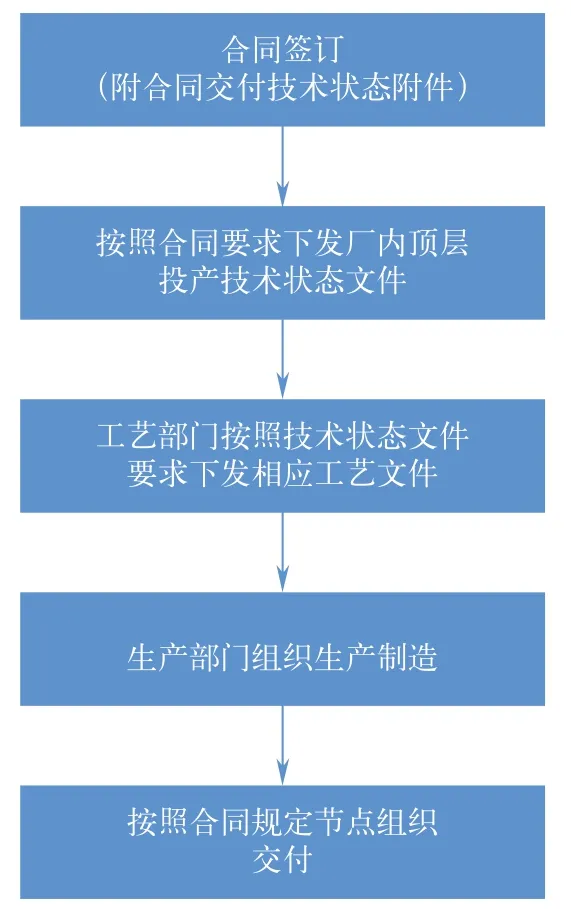
图1 批产阶段主机厂技术状态管理流程
按照图1结合实际工作,定位问题主要发生在流程中的第一和第二环节,第一个环节与技术状态管理相关的是合同中的技术状态附件,合同技术状态内容为主要机载设备,包含的信息包括配套产品型号、名称、数量、制造厂家和备注信息等,一般主要机载设备100~300项,由于合同签订后,上述技术信息即固化,但实际工作中,这些技术信息是动态变化的,导致最终交付的航空产品技术状态与合同技术状态不一致,但仔细分析可知,绝大多数的差异项都不影响航空产品的功能性能,即不影响航空产品交付,但由于无法解决实物与合同技术状态的差异,导致航空产品制造后无法交付。
第二个环节与技术状态管理相关的是单机构型清单,单机构型清单主要存在的问题是厂内的单机构型清单生成依靠设计所的新数据,由于目前数据交换为全量交换,导致数据交换本身需要的时间很长,如图2所示,一般平均1~2周哈飞才能收到新数据,同时,收到数据后,编制单机构型清单并进行审批,大概需要1周的时间,这样导致哈飞在产品制造时不能实时得到最新的技术状态,而是以2~3周之前的技术状态在进行生产,容易造成航空产品报废。

图2 目前单机构型编审
综合上述两点,技术状态管理信息化系统应首先解决厂内制造端技术状态管理问题,同时系统设计应充分考虑上下游,应能向签订合同的用户机关及一线使用部门进行推广,这样从技术状态产生至实际使用部门全线贯通,才能够实现全寿命周期的技术状态管理。
为减少下发厂内顶层投产技术状态的时间,从两个方面入手。第一,解决数据交换周期长的问题,开发数据交换方式,采用基于ENOVIA VPM数据库的增量数据交换软件,即软件自动判定数据变化情况,每次数据交换时仅对变化部分进行交换,不变部分不再交换,此方式能够降低数据打包的工作量,从而减少数据交换时间,如图3所示,源站点为上游设计所,目标站点为哈飞。

图3 基于ENOVIA VPM增量数据交换模式
第二,主机厂收到数据后,在编发厂内顶层投产文件审签时,不再进行用户审签,主要原因是收到的数据是设计单位已批准发放的数据,且设计单位已进行了用户审签,而主机厂在编制投产技术状态文件时,也是依照合同进行配置,而合同是经过用户签字生效的,所以在下发厂内投产技术状态文件时无需再进行用户审签,从而提高了审签的效率,同时不再编发纸质文件,而是利用ENOVIA VPM系统的数据管理功能,对VCI(构型项)进行相应的有效性配置工作,通过专门的流程系统对配置工作进行审签,把结果传递到工程制造部门,制造部门可直接依据配置结果进行生产制造,通过上述工作,可将下发厂内顶层投产技术状态的周期从2~3周降低到1周以内,极大提高了主机厂技术状态管理的工作效率,如图4所示。

图4 基于ENOVIA VPM技术状态管理工具
第二,主机厂收到数据后,在编发厂内顶层投产文件审签时,不再进行用户审签,主要原因是收到的数据是设计单位已批准发放的数据,且设计单位已进行了用户审签,而主机厂在编制投产技术状态文件时,也是依照合同进行配置,而合同是经过用户签字生效的。
4 技术状态管理信息化系统的优势
哈飞公司通过应用技术状态管理系统,提高了技术状态管理的准确性,降低了零件的报废率,从而极大提高了企业的利润。技术状态管理系统通过信息化手段,解决了技术状态管理人员过去依靠单据及人工的技术状态管理方式,借用系统提高了工作效率,提升技术管理的准确性,目前此系统已经应用于哈飞公司大部分产品型号的技术状态管理中。
