一款接触器触头组钎焊表面镀层烧蚀的研究和改进
2021-10-20秦琰磊李永燕熊浩凯韦阳华
秦琰磊,李永燕,徐 龙,熊浩凯,韦阳华
(桂林航天电子有限公司,桂林,541002)
1 引言
接触器触头组是保证接触器正常通断的核心组件,承担通断电路和承载负载的作用,触头组焊接质量的好坏直接影响接触器的质量。目前165厂零部件钎焊的方式主要有:电阻钎焊、锡焊和真空钎焊,由于接触器触头具有挥发性且体积较大,不适合锡焊和真空钎焊,因此选用电阻钎焊的方式焊接。本文针对一款接触器触头组钎焊表面镀层的烧蚀情况进行研究,通过仿真分析触头组钎焊表面镀层烧蚀情况的因素,优化了焊接参数和电极形状,有效解决了焊接部位镀层烧蚀的问题。
1 接触器触头组电阻钎焊
某接触器触头组的材料为银氧化镉(触头)和黄铜(触头座),如图1所示。焊接过程中,上电极、焊件、下电极形成电流通路,利用电能使石墨电极升温将焊料熔化,浸润触头、触头座,填充两者间隙,待降温固化后达到连接触头和触头座的目的。
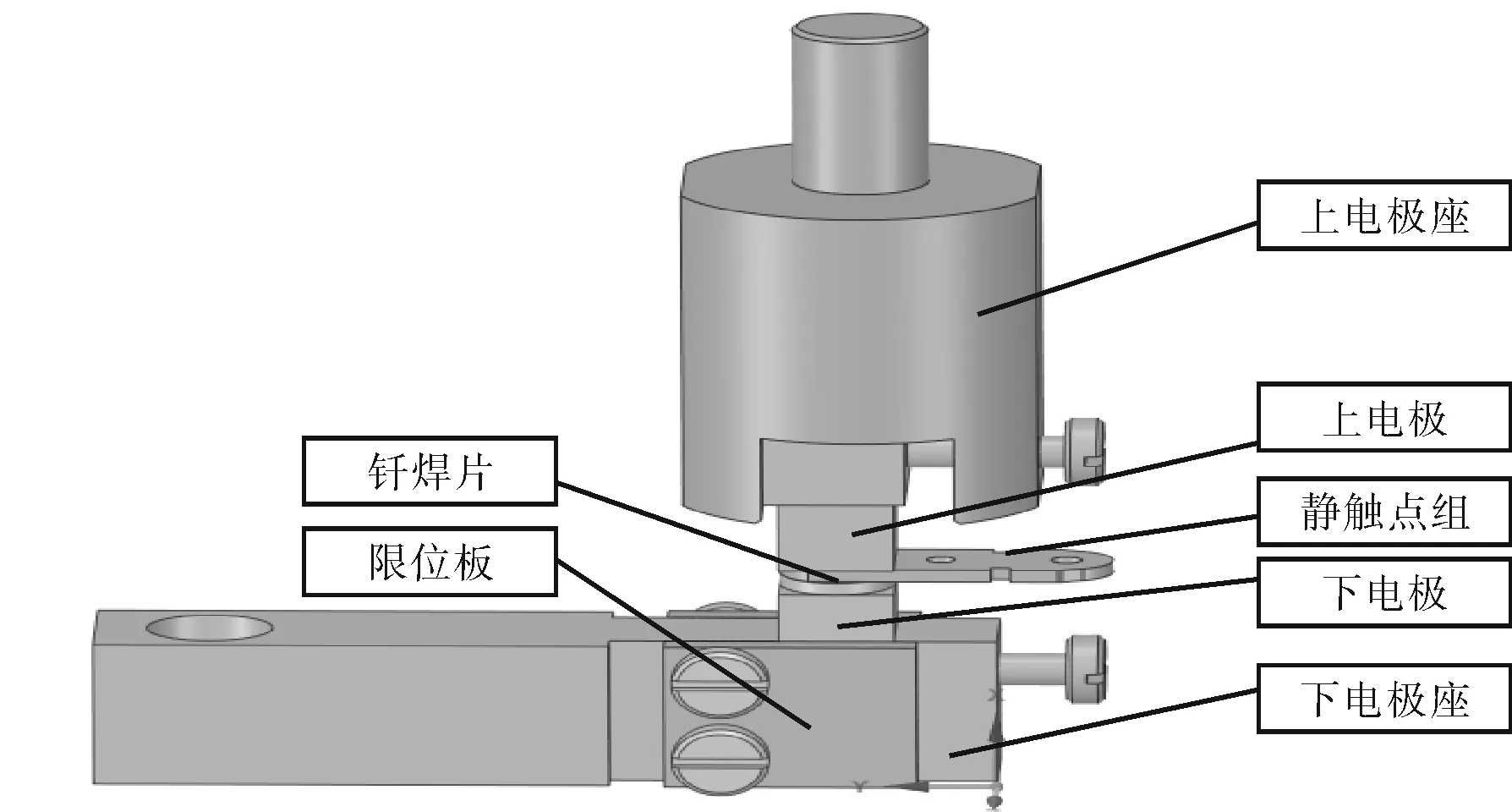
图1 某接触器触头组钎焊图
1.1 触头组钎焊原理
某接触器触头钎焊采用银基钎料:HYAg40Sn。经电流热效应加热融化后,液态钎料浸润母材,填充接头间隙并与母材相互扩散,实现连接的焊接方法。
1.2 触头组钎焊效果
某接触器触头组在钎焊后出现触头、触头座表面镀层烧蚀、起皮、发黑等现象,使得接触器的整体配合度和外观较差,如图2所示。分析认为,在空气条件下进行钎焊,当焊接温度超过零件表面镀层的熔点时,容易出现镀层发黑、烧蚀等现象。

图2 触头组钎焊效果图
2 钎焊件表面起皮、烧蚀的影响因素分析
2.1 材料选择不合理
触点座、引出端的材质为H62,其熔点为1193℃,符合钎焊要求,材料合理。钎焊片的材质为银基钎料HYAg40Sn,熔点630℃~640℃,远小于其他材料,材料合理。镀层的材质为银,熔点961.78℃,材料合理。
2.2 焊接工艺不合理
现行的钎焊工艺流程为修平电极→调整工艺参数→钎焊位置涂钎剂→钎焊。钎焊过程中需要观察钎料熔化、流动的情况,当钎料熔化并浸润四周缝隙时停止焊接,松开电极将工件取出,并将工件放入冷水中浸泡。通过调节钎焊参数对触点组进行验证,不同的参数对零件表面氧化、起皮的影响程度不同,均未解决该问题。
2.3 钎焊环境气氛无法控制
采用真空钎焊或惰性气体保护的方式可防止氧化,由于使用的触点材质主要为银氧化镉和银氧化锡,真空、高温条件下易挥发镉和锡。惰性气体可避免钎焊时材料与氧气接触,减缓材料氧化进程,但无法解决烧蚀问题,因此控制钎焊环境气氛无法解决该问题。
2.4 夹具不合理
夹具材料主要是CrZrCu和石墨,根据焊接现象分析,局部温度过高会使触点组表面氧化、起皮更严重。因此,触点组钎焊时氧化、起皮是由工装夹具设计不合理导致。通过优化钎焊夹具,控制石墨发热的能量传递和温度分布,可以有效提高触点组钎焊质量。
3 触头组钎焊过程仿真和优化
3.1 触头组钎焊过程仿真
对钎焊过程进行仿真,温度达到最高时的温度分布如图3所示,从温度分布可看出,夹具和零件的最高温度并未分布在钎焊片周围,且下电极内部有螺纹杆,螺纹杆在高温下出现了氧化、烧蚀等现象,这与实际钎焊时的现象相符。

图3 钎焊过程仿真温度最高时的温度分布
3.2 钎焊夹具优化
电阻钎焊原理是电流通过电极,使电极发热熔化焊料,达到钎焊的目的。电阻钎焊时,上、下电极串联于电路,其热功率为
其中:I为电路电流;
ρ为电极电阻率,石墨取10-5Ω·m;
l为电极有效长度;
S为电极有效横截面积;
由于通过上、下电极的电流相同,调整电极的长度和横截面积可以改变上下电极的热功率,有效调整整体的热量分布情况。由于原夹具下电极热量过大,本次改进拟减小其长度,增大横截面积。由于钎焊时下电极温度高于上电极,为了避免下电极内部的螺纹杆在高温下氧化、烧蚀,优化时针对下电极进行改进。
改进后,下电极横截面积增大,有效长度减小。对新结构进行仿真,最高温度时的温度分布如图4所示。改进后,上电极的温度高于下电极的温度,热量将从上电极流向下电极,理论上可以有效降低钎焊片熔化浸润时下电极的温度,起到保护触点组的表面镀层的作用。

图4 新结构钎焊过程仿真温度最高时的温度分布
4 钎焊优化改进验证
通过对钎焊夹具进行改进,将钎焊过程中的最高温度位置调整到钎焊片附近,将整体温度控制在镀层(Ag)和基体材料(Cu)的熔点下,可以有效提高焊接质量。
钎焊夹具改进后,接触器静触点组的焊接质量有明显改善,焊接后钎焊料浸润充分,无烧蚀、起皮和氧化现象。该改进已应用于某接触器的静触点组和动触点组的试焊,效果如图5所示。

图5 一款接触器的静触点组和动触点组的试焊效果
5 结论
本文针对一款接触器触头组钎焊表面镀层烧蚀进行研究,分析了造成触头组烧蚀的原因,并建立触头组和电极模型进行仿真分析,确定了优化电极外形的改进方案,有效解决了焊接部位镀层烧蚀的问题。接触器的静触点组和动触点组的试焊均无烧蚀、起皮和氧化现象,为产品研制提供了保障,同时也为其它型号接触器的触头钎焊提供了有效参考。
