射频同轴电缆组件的工艺设计与实施
2021-10-20高敏
高敏
(福建星海通信科技有限公司,福建 福州 350008)
射频同轴电缆组件越来越广泛地应用在无线通信与广播、电视、雷达、导航、计算机及仪表测试、测量中,而射频同轴电缆组件的生产加工,自动化程度不高,大部分还是手工操作。这就造成人为随意性大,电缆的剥头长度、填充介垂直度以及内导体的同心度都难以保证,由此导致组装后的射频同轴电缆组件驻波比增大,插入损耗增加。因此,在射频同轴电缆组件生产中,我们应重视加工工艺和方法。
1 射频同轴电缆组件的简介
射频同轴电缆组件是将射频同轴连接器与射频同轴电缆,通过一定的装接方式将两者装接在一起,共同构成的一段传输线。
1.1 射频同轴电缆
射频同轴电缆具有频带宽、电性能优越、可弯折、使用方便等优点。射频同轴电缆由内导体、介质层、外导体、外护套组成(如图1 所示)。
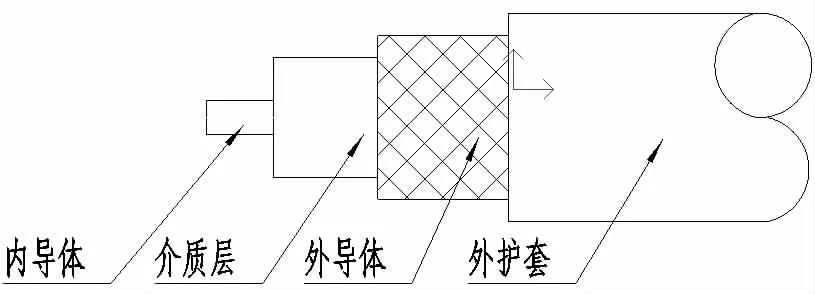
图1 射频同轴电缆组成图

1.2 射频同轴连接器
射频同轴连接器按连接方式不同,可划分为以下几种:
(1)螺纹连接型,如:N、TNC、SMA、SMC、L16、L12 等;
(2)卡口连接型,如:BNC、C、Q9、Q6 等;
(3)推入连接型,如:SMB、SSMB、MCX 等。
1.3 常见射频同轴电缆组件的结构
(1)螺母压紧式:电缆连接器尾部与电缆屏蔽层采用螺母压紧的方式连接;
(2)焊接连接式:电缆连接器尾部与电缆屏蔽层采用螺母焊接的方式连接;
(3)压接连接式:采用专用的电缆压接工具在压力作用下使金属套筒塑性变形和塑性流动,从而使连接器尾部与电缆屏蔽层进行连接的方式。
2 射频同轴连接器及电缆的选用
射频同轴连接器种类繁多,最终选用哪种连接器和电缆,一般可从以下几个方面综合考虑:
2.1 按使用要求选择特性阻抗和工作频率符合要求的连接器以及与之适配的电缆;
2.2 要结合安装空间大小、拔插频率以及使用环境来确定连接器的连接方式;
2.3 根据使用空间、使用要求确定连接器固定方式、以及尺寸规格;
2.4 按传输功率大小、插入损耗、屏蔽要求选择适当的电缆,同时也要兼顾电缆的成本,软电缆能够满足要求的就不用半刚性电缆或半柔性电缆;
2.5 应选择与连接器相匹配的电缆。
3 射频同轴电缆组件的工艺设计
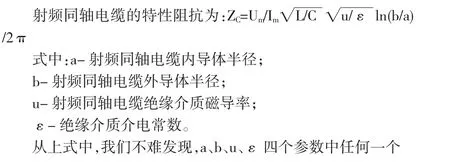
从上述射频同轴电缆的特性阻抗ZC公式中,我们已经知道a、b、u、ε 四个参数的变化将对射频同轴电缆的电压驻波比和插入损耗产生影响,从而影响产品的系统性电气指标。因此,射频同轴电缆组件的加工质量的良好,是确保产品性能满足要求的重要因素之一。为了做好这点,我们要对射频同轴电缆组件做工艺设计,应编制装配图、装配工艺卡、检验规范等。工艺设计文件中,应包含以下内容:
(1)构成该射频同轴电缆组件所有部件、零件、器件及材料;
(2)射频同轴电缆下料长度尺寸;
(3)射频同轴电缆组件成品的总长度及公差,含两端连接器;
(4)电缆的剥头、介质、屏蔽层、外护套的加工尺寸及要求;
(5)各种套管的尺寸规格、安装位置;
(6)电缆的标识方式;
(7)装配过程需配备的工具清单。
4 工程实例
现以我司生产的两款射频同轴电缆组件为例,介绍一下射频同轴电缆组件在工程中工艺方法及实施。
4.1 皱纹铜管射频同轴电缆组件
皱纹铜管射频同轴电缆组件的装配设计图样如图2 所示,射频同轴连接器组成分解如图3 所示。

图2 皱纹铜管射频同轴电缆组件装配图

图3 射频同轴连接器N-K615 组成分解图
图2 中:1-射频同轴电缆SYFY-50-40-3;2-射频同轴连接器N-K615;3-电缆标签1;4-电缆标签2;5-透明热缩管。
安装步骤及要求如下:
(1)按设计图要求的长度剪切1 根皱纹铜管射频同轴电缆,为保证射频电缆横截面与电缆中心轴垂直,建议在专用机床进行切割。
(2)用专用剥线机,剥去射频电缆外护套60mm。
(3)如图3 所示依次将射频同轴连接器各组成件拆卸出来。
(4)将密封圈套入射频电缆,置于外导体最靠近电缆外护套的凹圈。
(5)将弹簧夹圈套入射频电缆,压紧卡在电缆外皮上,用锯弓紧靠着弹簧夹圈,沿屏蔽层凸圈最高点锯掉电缆线多余部分。
(6)用扁锉刀将电缆线横截面修平整,确保横截面与电缆线的中心轴垂直。
(7)用一字螺丝刀将外导体一圈均匀往外撬起,将压环套入外导体与绝缘介质之间,压平整。
(8)将插针2 旋入内导体孔中,用扳手上紧,套上绝缘垫片后,再将插针1 与插针2 锁紧。
(9)依次将外壳2、外壳1 装入电缆,并分别上紧。
(10)如图中所示位置,贴上电缆标签,并套入透明热缩管。
(11)如上述工序要求安装另一端的射频同轴连接器。
(12)最后,将透明热缩管套在电缆标签上,并热缩。
(13)用万用表测量两端射频同轴连接器内导体相互间应导通,外导体相互间应导通,外导体与内导体相互间应不导通。
4.2 半刚性射频同轴电缆组件
半刚性射频同轴电缆组件的装配设计图样如图4 所示。

图4 半刚性射频同轴电缆组件装配图
图4 中:1- 射频同轴连接器 N-J33-2;2- 射频同轴电缆SR-141-50/SC/三元;3-电缆标签1;4-电缆标签2;5-电缆标签3;6-透明热缩管。
安装步骤及要求如下:
(1)按设计图要求的长度剪切1 根射频同轴电缆。
(2)射频同轴电缆一端剥去5mm 外导体和介质层,内导体搪锡。
(3)将射频同轴连接器内针插于专用工装上,电烙铁边加热内导体,边往内导体的孔内灌锡(内导体灌锡以8 分满为宜)。
(4)电烙铁加热内针,把射频同轴电缆的内导体垂直插入孔内,完成电缆内导体与连接器内针的焊接(焊锡不外溢出内针,内针与射频同轴电缆介质端面紧密贴合,尽量无缝隙)。
(5)将射频同轴连接器倒扣在电缆组件焊接机小平台上,将焊有内针的射频同轴电缆插入连接器,左右两焊接头顶住连接器外壳焊接面,把功率旋钮调至合适温度,踩下开关,加热连接器外壳,温度达到后,加锡,完成电缆外导体与连接器外壳的焊接。(焊接温度不能过高,焊接时间≤3S,以防介质过度膨胀变形)。
(6)在图中所示位置,贴上电缆标签,并套入透明热缩管。
(7)如上述工序安装另一端的射频同轴连接器。
(8)将透明热缩管套在电缆标签上,并热缩。
(9)用万用表测量两端射频同轴连接器内导体相互间应导通,外导体相互间应导通,外导体与内导体相互间应不导通。
(10)用矢量网络分析仪测量插入损耗应满足要求。
(11)以上焊接应用含银焊锡CSN-3.5Agφ0.8。
5 结论
综上所述,要确保射频同轴电缆组件的可靠性和电性能指标,除了选择正确射频同轴连接器以及与之相匹配的电缆外,加工工艺正确与否是关键因素。因此,生产射频同轴电缆组件前应进行工艺设计,设计装配图、编制装配工艺卡、检验规范来指导生产,并辅以必要的工艺管理,确保操作人员严格执行图纸和工艺。
