转炉煤气回收电除尘的三相脉冲电源节能方案
2021-10-18柯岚
柯岚
(厦门绿洋环境技术股份有限公司,福建 厦门 361101)
干法转炉煤气回收电除尘技术是广泛应用于钢铁行业转炉炼钢煤气回收的除尘技术,对于回收煤气质量起到至关重要的作用。转炉出口的粉尘浓度很高,在吹炼阶段的粉尘浓度最高可达200g/Nm3,因此高压电源的规格要比其他工艺的除尘电源大得多,一些大的转炉的除尘电源的规格甚至要超过2.5A/90kV,输入功率高达250kVA,一台除尘器需要有3—4 台电源,能耗相当高。
过去,转炉除尘器在做技改时,大都是从减排的角度优先考虑,但随着碳达峰、碳中和概念的提出,如何在确保达标排放的前提下进行节能减排,成了业主的迫切需求。文章详细介绍了传统转炉煤气除尘高压电源的技术现状、三相脉冲电源特有的脉冲功能、针对转炉煤气干式电除尘设计的深度节能方案以及实际节能案例。
1 传统转炉煤气除尘高压电源的技术现状
转炉烟气中含有大量的金属成分,在除尘器的第一电场一般会因为低比电阻的粉尘导致阴阳极间的烟气介质被击穿而发生闪络放电,阻碍了电场电压的提升,于是荷电电压低于第一电场闪络放电电压的粉尘都会被第一电场捕获,更高荷电电压的粉尘进入第二电场。在第二电场中,由于低比电阻的粉尘已经被捕获,烟气的击穿电压提升,第二电场的电压、电流、能耗都要高于第一电场,因此荷电电压低于第二电场闪络电压的粉尘在第二电场被捕获,后续电场的状况以此类推。从第一电场到末电场,粉尘越来越少,越来越难以荷电,对峰值电压的要求越来越高,击穿电压越来越高,实际运行的平均电压电流越来越高,因此能耗也就越来越高。但其实后级电场粉尘含量很低,绝大部分的电能都被用于空气荷电,能源的利用率很低。
目前,转炉行业使用的除尘电源有三相脉冲电源和非脉冲电源两种。非脉冲电源的输出电压是平直连续的,峰值电压基本等于平均电压。节能的时候,在降低平均电压和平均电流的同时,峰值电压也在下降,能够荷电的粉尘数量也在减少,这与能耗最高的、节能潜力最大的后级电场对于高峰值电压的需求是矛盾的,即在节能的同时牺牲了粉尘的荷电能力。由于烟气中不同粒径、成分的粉尘荷电电压是不一样的,它们在数量上呈现出金字塔形的分布(见图1)。电场力对未荷电的粉尘没有任何的吸附力,从图1 可以看出,每下降一点电压都会导致大量的粉尘进入非荷电区,无法荷电,因此非脉冲电源在低浓度的烟气工况下不能把平均电压、平均电流降得太低,否则会影响前一级收不下来的粉尘的荷电。而且传统节能模式没有与转炉吹炼的控制设备建立通讯,无法感知目前的转炉正在进行的工艺流程,对于高浓度粉尘和低浓度粉尘都采用一样的电源输出设置,为了保证高粉尘浓度工艺流程阶段的出口排放浓度,牺牲了低粉尘浓度工艺流程阶段的能耗。
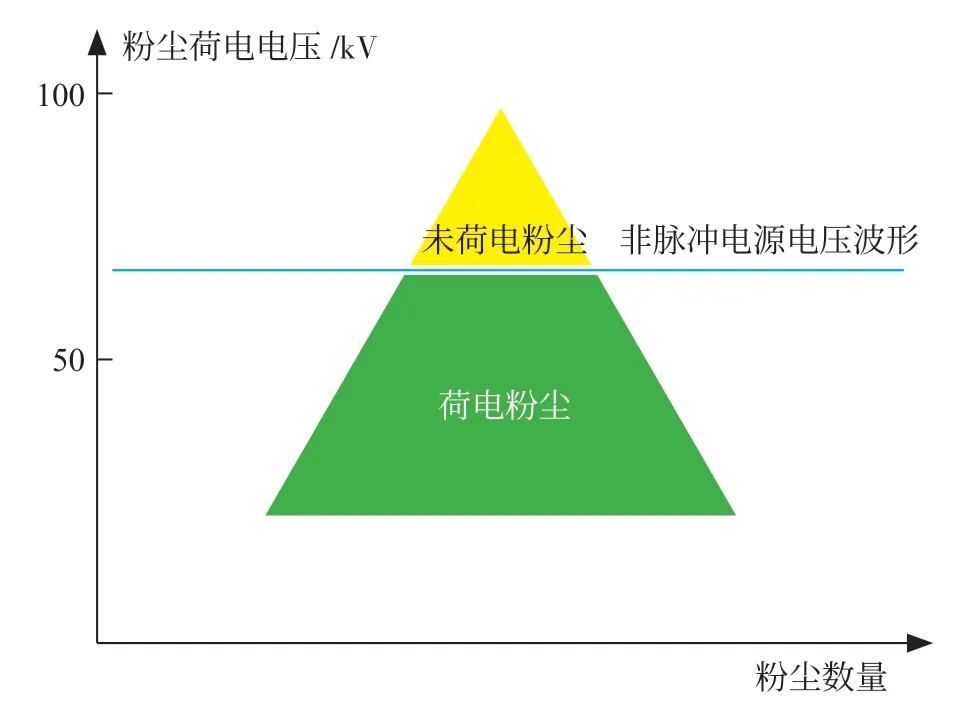
图1 非脉冲电源电压波形与荷电粉尘数量的关系
2 三相脉冲电源的节能技术
三相脉冲电源具有可靠性高、除尘效率高、节能效果明显、复杂烟气工况适应性好等优点,在钢铁、电力、有色、水泥等行业广泛应用,并已取得十几个干式除尘器出口粉尘排放浓度低于10mg/Nm3的工程业绩。
针对传统非脉冲电源的技术弊端,笔者为转炉回收电除尘设计了2 套节能方案,可根据业主设备的实际情况进行选择,从而实现不同程度的节能效果。
方案一:非现场感知模式。目前业内转炉煤气电除尘均采用该模式,在该模式下,三相脉冲电源既能与传统电源一样连续输出平直的高压,又具有脉冲输出方式,而传统电源只能工作在连续输出模式下。电除尘高压电源有两个重要的技术参数,峰值电压和平均电压,峰值电压决定了粉尘能不能荷电,电场力对未荷电的粉尘没有任何的吸附力;平均电压决定了荷电粉尘向极板运动的驱进速度,除尘器的长度有限,如果平均电压太低,荷电粉尘有可能还未运动到极板就被烟气带出除尘器。三相脉冲电源的每个脉冲送出的都是额定峰值电压,可通过调节脉冲输出频率来控制输出的平均电压、平均电流,以保证粉尘具有一定的驱进速度。这样就可以在实现节能的情况下不降低对高比电阻粉尘的荷电能力,也就不会在大幅节能的情况下,大幅降低除尘效率(见图2)。通过脉冲方式,可以在无法与吹炼控制系统通讯的情况下,在高能耗、低粉尘浓度的后级电场送出峰值电压高达100kV 的高能量脉冲,同时还降低了脉冲的输出频率,相比传统电源,三相脉冲电源既保证了除尘效率,又节约了大量能源。

图2 脉冲电源电压波形与荷电粉尘数量的关系
方案二:现场感知模式。转炉炼钢时,一炉钢水的冶炼时间在30min 左右,需经过兑废钢、兑铁、吹炼、补吹、出钢、溅渣、出渣七道工艺,一炉钢水才算冶炼完成。在这七道工艺中,以吹炼和补吹两道工艺的粉尘浓度最高,最高可达到100—200g/m3,其他几道工艺的粉尘排放浓度则低得多。很显然,当粉尘浓度不同时,需要除尘电源提供的能量也不同。
3 家不同钢厂的生产工艺数据如表1 所示。通过与转炉吹炼控制设备建立通讯,除尘电源能够实时感知转炉目前正在进行的工艺,获取目前粉尘浓度情况。高压电源可以通过调试阶段获得基础运行参数,根据正在进行的工艺流程自动选择最佳脉冲输出频率,从而保证在排放达标的情况下,取得最佳的节能效果。吹炼和补吹这两个高粉尘浓度工艺阶段的持续时间约为一个转炉冶炼周期的一半,低粉尘浓度工艺阶段的持续时间也为一个转炉冶炼周期的一半,大幅减少了低粉尘浓度工艺阶段的能耗,对于除尘系统的节能有着非常重大的意义。现场感知模式是非现场感知模式的延伸和扩展,能够更精细化地控制电源的能耗,与非现场感知模式相比,可使能耗大幅减少。

表1 转炉各工艺流程的时长及粉尘浓度
3 三相脉冲电源的转炉节能案例
2020 年3 月,利用三相脉冲电源对河北某钢厂的转炉电除尘器电源进行了节能改造。该厂1#转炉除尘器配置4 台单相高压电源,2#转炉除尘器配置1 台三相非脉冲电源和3 台单相电源。1#、2#转炉的大小、生产工艺完全一致,两台除尘器的收尘面积、烟气流速等主要参数也基本一致。由于2#转炉的除尘器能耗一直比1#转炉高,于是该钢厂选择了三相脉冲电源对2#转炉的除尘器进行了一次节能改造。改造前后每吹炼1t 钢水的除尘器电耗如表2、表3 所示。
从表2、表3 可以看出,2#转炉在电源改造前,每吹炼1t 钢的除尘器电耗为1.7—1.8kW·h。更换成三相脉冲节能电源后,吨钢电耗降到了0.7—0.8kW·h,节能达到50%。在确保排放达标的情况下,节能效果非常显著。
由于钢厂无法提供硬接点或通讯方式让高压电源与吹炼控制系统进行通讯,所以无法使用现场感知模式,因此无法进行深度节能,否则2#转炉的能耗还能进一步降低。
4 结语
本文提供的2 个节能方案可以很好地降低转炉电除尘吨钢的电耗,具有很强的推广价值。目前国家正在大力倡导碳达峰、碳中和,许多行业势必会加大节能减排力度,三相脉冲电源特有的节能模式,必将在节能减排中发挥作用。

表2 改造前1#、2#除尘器电耗情况
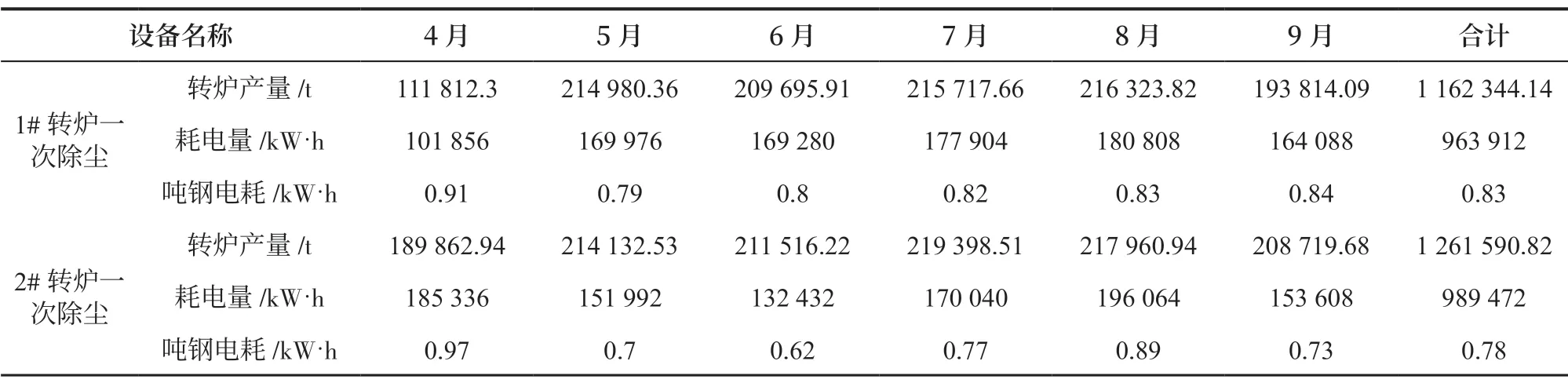
表3 改造后1#、2#除尘器电耗情况