TC31钛合金四层舵翼超塑成形/扩散连接工艺研究
2021-10-16周贤军吴迪鹏汤国伟陈明和
武 永,周贤军,吴迪鹏,汤国伟,陈明和
(南京航空航天大学,南京 210016)
超塑成形/扩散连接(SPF/DB)是利用金属材料超塑温度与扩散连接温度相近的特点进行一体成形的加工方法[1-2],可制备出重量轻、性能好、结构复杂的中空构件[3-4],大幅降低部件的重量以及制造成本[5]。钛合金的重量轻、强度高、高温成形性能好,具备优秀的扩散性能,是进行超塑成形/扩散连接工艺的理想金属材料[6-8]。飞行器舵翼对重量、强度和热性能的要求较高[9],采用钛合金中空结构具有较大的优势。
SPF/DB 工艺可成形出包含密封腔体的多层中空结构,如飞行器空心结构舵翼件[10],具有较广阔的应用前景,国内外学者对此均进行了深入的研究。Salishchev 等[11]采用超细晶Ti-6Al-4V 钛合金在750~ 800℃下制备了复杂的四层中空结构,直立筋成形质量好,无明显缺陷。闫亮亮等[12]利用有限元仿真优化了TA15钛合金四层结构超塑成形/扩散连接工艺参数,在930℃和2MPa 压力下扩散连接1.25h,获得良好的扩散连接界面,最终成功制备了四层方盒样件。刘雨生等[13]研究了Ti2AlNb金属间化合物中空结构超塑成形/扩散连接工艺,在940℃和10MPa 压力下扩散连接3h,可获得良好的扩散连接界面质量,并得到三层和四层空心结构件。
飞行器四层板中空舵翼是超塑成形/扩散连接工艺制造的一种典型结构,由面板和内部加强筋组成。考虑到其转轴的传力,需在舵翼内增加传力结构预置块,这对舵翼的超塑成形/扩散连接工艺有了更高要求。秦中环等[14]在TA15 四层结构中增加了区域增强块,在温度920℃、气压2MPa 下保压1h 制备了区域增强四层结构,焊合率在80%以上。为提高四层中空舵翼超塑成形/扩散连接效率,王大刚等[15]研究了芯板激光预焊的四层结构舵翼超塑成形/扩散连接工艺,显著提高了成形效率和舵翼芯板的焊接可靠性,减弱了晶粒尺寸粗化的影响。针对四层中空结构舵翼件的成形缺陷,李保永等[16]分析了工艺参数对TA15 四层板表面凹陷的影响,认为利用增大蒙皮与芯板厚度比值、在蒙皮处增加背压等方案可抑制表面沟槽缺陷。经过各国学者的研究,已基本探索出TC4、TA15 等钛合金四层中空结构舵翼的超塑成形/扩散连接工艺解决途径,而短时耐高温的TC31 钛合金等新材料的高强度、焊接脆性等为其空心舵翼研制带来困难。
TC31 钛合金名义成分为Ti-6.5 Al-3Sn-3Zr-3Mo-3Nb-1W-0.2Si,在高温下具有良好的大载荷持久和蠕变性能,在650~700℃下仍具有550~700MPa 的 抗 拉 强 度,335~ 500MPa 的屈服强度,适用于短时高温工作的航空航天结构件[17],其在900℃以上高温具有良好的超塑性,是制造耐高温四层空心舵翼件的良好材料[18]。本文研究TC31 钛合金四层空心舵翼超塑成形/扩散连接的有限元仿真、制造工艺、舵翼件的壁厚及微观组织,为TC31 高温钛合金空心舵翼的超塑成形/扩散连接工业化应用提供理论参考。
试验方法
1 试验材料
试验采用宝钛公司生产的厚度为1.2mm 和0.8mm 的TC31 板料,其化学成分符合GB/T 3620.1—2016,通过单向拉伸测得室温抗拉强度1186MPa,延伸率约4%。
TC31 钛合金在900~950℃下具有良好的超塑性和扩散性能。考虑到过高温度对组织性能的不利影响和扩散连接效率,选择在920℃下进行四层空心结构舵翼的超塑成形/扩散连接工艺研究[19]。TC31 钛合金在920℃下不同应变速率的流动应力曲线如图1 所示。在应变速率0.001s-1下,延伸率达到了639%,最大应变为2.0,稳态流动应力为38.3MPa。
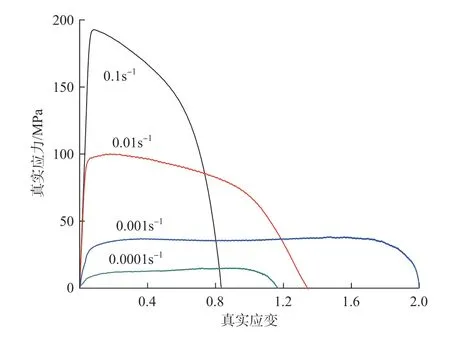
图1 TC31 在920℃的应力-应变曲线Fig.1 True strain-stress curve of TC31 at 920℃
2 有限元仿真
采用ABAQUS 仿真软件模拟了TC31钛合金四层舵翼的气胀成形,舵翼目标件展长422mm,弦长738mm,最大厚度44mm,压边宽度30mm,如图2(a)所示。舵翼芯板为典型的超塑成形/扩散连接的四层方格结构,网格边长55mm 到65mm 不等,布局如图2(b)所示,画线为扩散连接边界,扩散焊区域宽度为4mm。舵翼件的面板厚度为1.2mm,芯板厚度为0.8mm。

图2 舵翼件结构Fig.2 Structure of rudder wing part
考虑到舵翼结构的对称性,只建立舵翼单侧有限元仿真模型。舵翼件包含承力预置块,其制造工序可以描述为:舵翼面板超塑气胀成形—芯板扩散连接—面板切割处理—面板、芯板和预置块的装配安装—舵翼芯板超塑气胀成形—舵翼芯板、面板、预置块的扩散连接。按照舵翼制造工序,需要两次加热成形,分别对面板超塑气胀成形和芯板超塑气胀成形进行仿真,模拟仿真模型如图3 所示。
图3(a)为舵翼面板超塑气胀成形仿真模型,模具设置为刚体,直接在面板上施加压力,压边区域固定。图3(b)为芯板超塑气胀成形仿真模型,设置面板和预置块为刚体,芯板网格线区域为扩散焊区域,施加固定约束,在方格区域施加压力载荷,压边区域固定。面板和芯板的网格类型为S4R,单元尺寸2mm。为准确仿真应变最大区域的壁厚分布,选择芯板最大变形区域进一步细分网格进行有限元仿真分析,如图3(c)所示,网格单元为S4R,尺寸为0.5mm,模型长69mm,宽68mm,最大深度为22mm。在ABAQUS 仿真模型中,选择通用摩擦,摩擦系数为0.2。
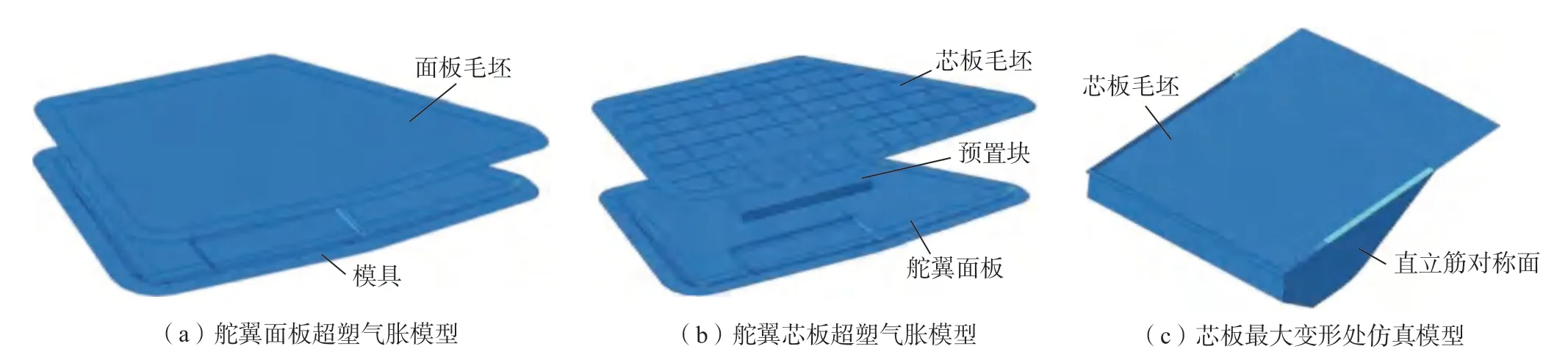
图3 舵翼超塑气胀仿真模型Fig.3 Simulation model of rudder wing superplastic air expansion
根据拉伸结果,选择应变速率0.001s-1,采用ABAQUS 的应变速率控制功能优化气胀加载曲线,得到的气压加载曲线如图4 所示。
3 四层舵翼件超塑成形/扩散连接试验
利用南京航空航天大学研制的NUAA-150 热成形机床,开展四层舵翼件的超塑成形/扩散连接试验,其气压控制精度为0.05MPa。首先对TC31 芯板毛坯进行切割和酸洗保护处理,经过酸洗加工出扩散焊区域凸台;非焊接区域喷涂隔离剂,装配后装入不锈钢包套中,氩弧焊封闭并抽真空,放入热成形炉中扩散连接,扩散压力3MPa,扩散时间2h;采用氩弧焊将TC31 两个面板封焊,放入舵翼模具中,加热至高温,按照图4 所示加载路径加压成形;取出扩散焊芯板和超塑面板,切割面板封焊带,与预置块一起酸洗,装配和封焊,充入氩气保护,放入热成形炉中加热至成形温度,按照气压加载路径完成超塑成形/扩散连接试验,待热成形机床冷却,取出四层舵翼件。为防止面板的典型凹槽缺陷,在超塑成形/扩散连接过程中加载背压。图5 为四层舵翼件的超塑胀形气压加载曲线与背压加载曲线。为保证复杂四层舵翼件超塑成形过程的可靠性,在图4 中芯板气胀压力曲线的基础上,于气压0.8MPa 时增加保压时间0.5h,然后再增加至2MPa,并保压2h。开始阶段,背压加载至0.1MPa,后增加至0.2MPa,并保压至成形结束。
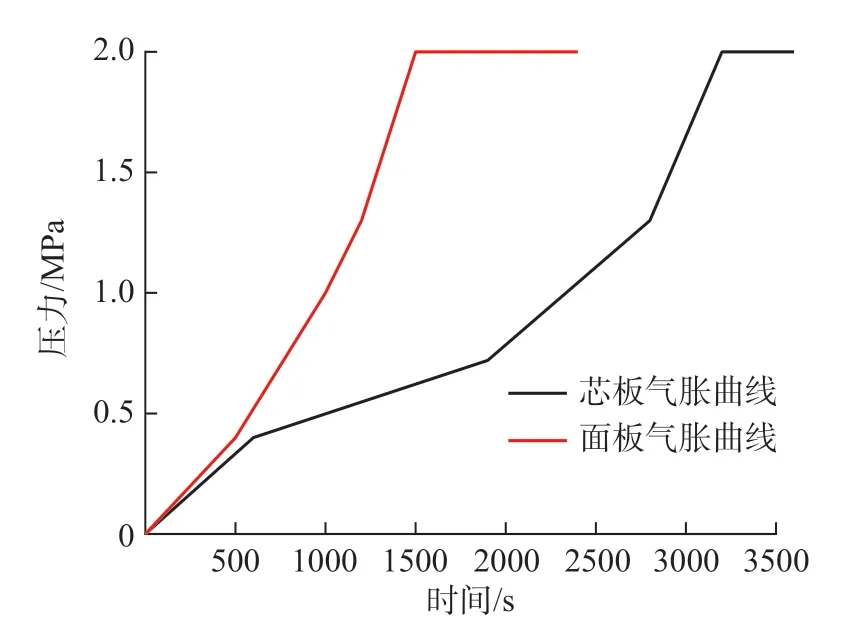
图4 仿真优化气胀压力曲线Fig.4 Optimized air expansion pressure curve by simulation

图5 试验芯板气压加载曲线Fig.5 Pressure loading curve of core plate in experiment
4 舵翼壁厚和组织分析
为验证四层空心舵翼件成形质量,对舵翼件进行壁厚分布和微观组织分析。采用游标卡尺和超声测厚仪对舵翼件面板的壁厚分布进行测量。分别对原始板材、扩散焊接焊缝取样进行金相显微分析。采用线切割取下显微分析试样,经过800#、1000#、2000#砂纸打磨后进行机械抛光和Kroll 试剂腐蚀,利用江南永新NM910 显微镜进行金相观察。
结果与讨论
1 有限元仿真结果
图6 为920℃采用图4 气压加载路径下,四层舵翼件面板和芯板超塑气胀成形的仿真结果。图6(a)中,超塑气胀成形后,舵翼面板贴模良好,最大变形在预置块区域的圆角处,最小厚度为0.96mm,减薄20%。因预置块区域深度较大,在超塑成形中发生了不同程度的减薄,厚度分布在0.96 ~1.12mm 之间。图6(b)为舵翼芯板超塑成形壁厚分布结果,因四层结构的筋条限制,筋条圆角处变形量较大,四层结构直立筋成形较好。由于各四层结构单胞区域的深度不同,导致各单胞的变形量不同,最大变形量在靠近预置块的单胞圆角区域。
图7 为最深区域单胞的仿真结果,芯板板料贴合模具程度好,变形最大区域在靠近预置块的圆角区域。尤其随着胀形气压加大,材料在圆角区域发生集中减薄变形,最薄壁厚为0.26mm,减薄率为67.5%,对应的真应变量为1.04。根据图1 中TC31钛合金的高温变形行为,在0.001s-1拉伸曲线范围内,芯板板料发生变形,不会集中减薄破裂。而在实际加工中,板料由于前期受压,部分非扩散焊区域可能存在粘连,气胀时会出现突然撕裂的情况,当撕裂应变速率达到0.1s-1时,则会发生破裂。这对舵翼件超塑成形/扩散连接工艺仿真的精确性提出要求,需要根据仿真结果进一步调整成形工艺参数,再用于试验生产中。
图8 为有限元仿真得到的四层结构舵翼的面板和芯板的壁厚分布图。图8(a)为沿着面板弦长方向测量的壁厚分布,沿着测量线的最薄壁厚为1.04mm,减薄率为13.3%,在预置块附近。图8(b)为沿着展长方向测量的壁厚分布,随着面板深度的增加,面板的厚度减少,在接近预置块的圆角区域,壁厚为1.16mm,减薄率为3.3%。图8(c)中四层板芯板的壁厚变化较大,其中预置块区域的四层板厚度最小,为0.28~0.3mm,最大壁厚减薄率达到了60%以上。图8(d)中,靠近预置块区域的芯板减薄最严重,达到了0.55mm,减薄率为31.3%。随着舵翼厚度增加,模具的深度增加,面板和芯板的变形量增加,材料减薄剧烈程度增加。仿真结果表明,四层结构中空舵翼面板的壁厚减薄并不大,而芯板的减薄较严重,且壁厚变化也相对剧烈。
将图8 中仿真的面板和芯板相加,得到了舵翼件四层板材的合计壁厚分布,如图9 所示。舵翼件的最薄区域在预置块圆角附近区域,最小壁厚1.31mm,减薄率为34.5%。
2 试验结果
图10 为成形的TC31 四层板舵翼试验件,试验件外形完整,在0.2MPa的背压作用下,成形件表面无明显凹陷。
图11 为通过超声测厚仪以及千分尺测量得到的气胀后的面板厚度分布,仿真能够较准确地预测预置块区域的厚度变化。弦长方向上部分区域厚度差异较大,试验中的厚度变化量为0.1mm,而仿真中厚度变化量为0.02mm。其他区域内两者基本一致。
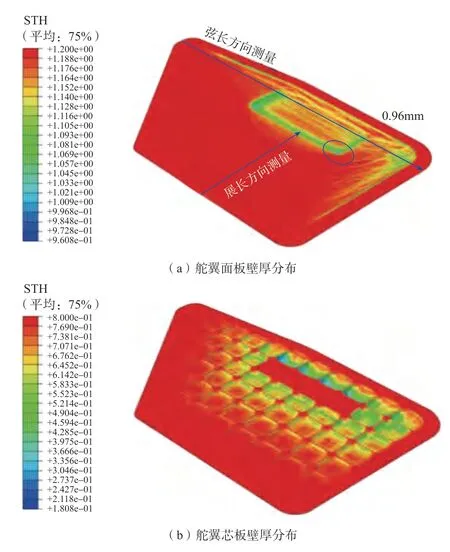
图6 四层舵翼件面板和芯板仿真结果Fig.6 Simulation results of shell and four-sheet core plate forming
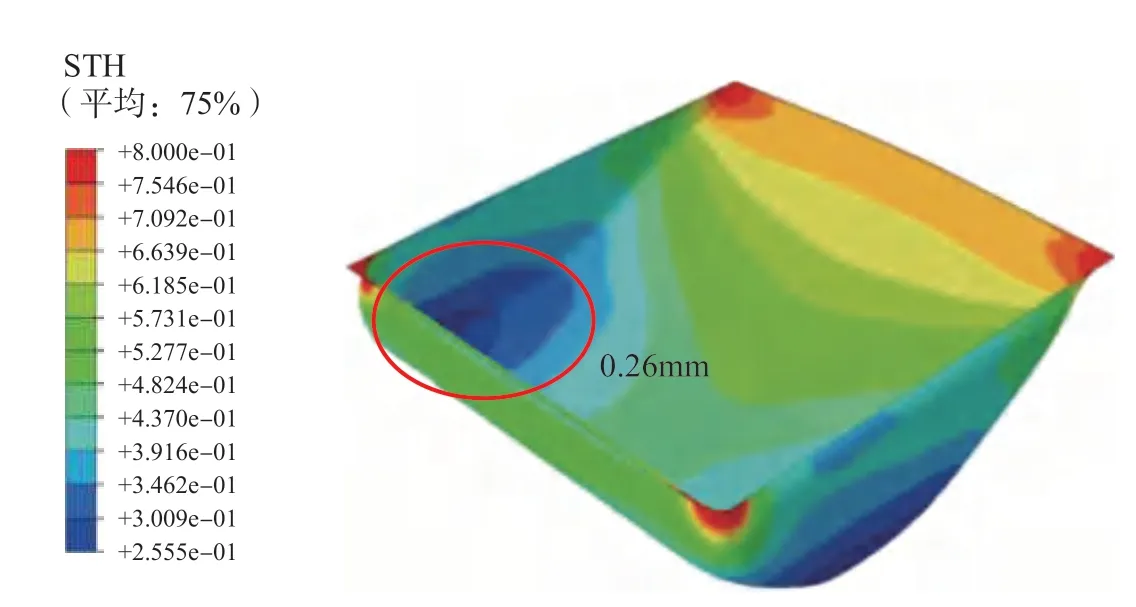
图7 芯板最大减薄单胞的壁厚分布仿真图Fig.7 Thickness distribution of grid cell with the largest thinning rate

图8 有限元仿真面板和芯板厚度分布Fig.8 Thickness distribution of shell and four-sheet core plate in simulation

图9 仿真四层板舵翼整体厚度分布图Fig.9 Thickness distribution of four-sheet rudder wing in simulation
图12 为四层板芯板网格扩散连接处的显微金相图片。图12(a)为TC31 原始板材厚度截面500 倍金相图,其晶粒呈现明显的轧制拉长形态。图12(b)为扩散连接区域的厚度截面50 倍金相图,视野中的焊缝长度为2218μm,无可见未焊合缝隙。图12(c)为扩散焊接区域的厚度截面500 倍金相图,观察区域为焊接区域边缘,经过扩散连接后,α 相晶粒发生明显长大,形状为典型的等轴晶粒,晶粒尺寸为12~20μm。在边缘右侧扩散连接焊缝区域焊接紧密,无明显孔洞。通过对图12(b)中的焊缝区域进行检查,计算得到TC31板材焊合率达到97%以上。这说明TC31 在920℃下以3MPa 压力下扩散2h,能够得到几乎无缺陷的扩散连接接头。

图10 四层板舵翼成形结果Fig.10 Experiment result of four-sheet rudder wing
结论
本文通过仿真与试验研究了TC31 四层板舵翼件超塑成形/扩散连接工艺研究,得出如下主要结论:

图11 面板厚度对比图Fig.11 Thickness distribution comparision of shell

图12 母材以及扩散连接接头显微金相图片Fig.12 Metallographic images of original material and diffusion bonding joint
(1)通过高温拉伸试验测试TC31钛合金在920℃下不同应变速率高温变形行为,表明TC31 最佳应变速率为0.001s-1,最大延伸率为639%。
(2)舵翼面板在预置块圆角区域减薄最大,约20%,芯板在预置块附近的网格最深,减薄最大,为67.5%。开展了中空舵翼件的超塑成形/扩散连接成形试验,在面板施加0.2MPa背压,成形得到了四层舵翼结构。
(3)TC31 钛合金在920℃温度和3MPa 压力下扩散2h,晶粒尺寸在12~20μm 之间,焊接界面无明显缺陷,扩散焊合率97%以上。
