化学电位、腐蚀及钝化相关过程研究
2021-10-15韩小亮陈庭清
韩小亮,陈庭清
(上海奥星制药技术装备有限公司,上海 201699)
1 腐蚀
(1)腐蚀是一种因为环境的影响,材料的性能及质量随着时间降低的现象,在制药及食品或其他有卫生要求的行业,腐蚀显然是一种不能够接受的缺陷,但众所周知的,腐蚀是不能消除而只能尽量减少的,腐蚀一般来说分为均匀腐蚀(均匀腐蚀在制药行业也被俗称为红锈,图1即典型的红锈现象)和局部腐蚀,局部腐蚀又分为点蚀,缝隙腐蚀等众多的形态,在有卫生要求的行业,为尽量减少腐蚀的现象,人们往往会使用耐腐蚀材料,如不锈钢、钛、镍、锆等,其中不锈钢特别是304、316L。不锈钢是一类性能价格比较均衡的材料,被广泛地使用。当然我们也看到304、316L材料在应对一般的均匀腐蚀时表现优异,但在面对特定的物质如氯离子时却表现出强烈的点蚀倾向。
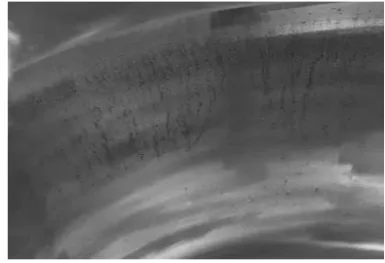
图1 典型的红锈现象
(2)一般而言,点蚀发生的部位一般是钝化膜有缺陷的部位,该部位与完好的部位区域电位不一样,有缺陷的部位成为活化的阳极,周围区为阴极区,形成闭塞电池,因阳极面积非常小,电流密度很大,在金属表面形成点蚀坑,随后溶解下来的金属离子水解生成H+并使局部溶液的PH值下降,加剧金属的溶解,使点蚀扩大,加深,直至穿孔。典型的点蚀现象见图2。
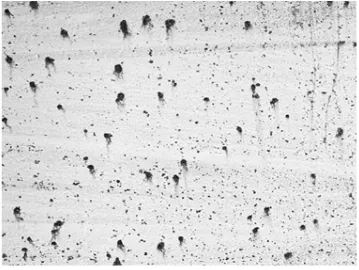
图2 典型的点蚀现象
2 电位
(1)前面已经说过,点蚀是一种电化学腐蚀的现象,一般而言,如果材料本身的腐蚀电位高,则相对表现出不活泼的特性,即钝化态,研究不同环境下材料的腐蚀电位进而制订相应的保护方案是很有意义的。下面我们通过软件对一些常见的变量进行研究这些变量材料,腐蚀介质的浓度、温度。
(2)相同温度,NaCl浓度下,304与316L材料的腐蚀电位差异。
在同等模拟条件下,316L具有更高的再钝化电位,也就是说,316L相对304而言具有更强的耐点蚀能力,这一点也是跟我们的常识相吻合的。
(3)相同材料,相同浓度下,不同温度下的腐蚀电位差异。
模拟条件见表1。

表1 模拟条件
通过上面的图我们发现,随着温度的增加,腐蚀电位及再钝化电位均有所变化,腐蚀电位与再钝化电位随着温度的差值收窄,但总体而言,再钝化电位仍远远大于腐蚀电位,即316L经过钝化处理后其抗点蚀的能力得到大大的加强。
(4)相同材料,同等温度下,不同浓度介质下的腐蚀电位情况。
当腐蚀介质浓度升高时同,腐蚀电位没有明显变化,但再钝化电位有明显下降的趋势,也就是说,随着腐蚀介质浓度的增加,钝化膜被击穿时的电位更低,材料将更耐点蚀。
(5)从以上的结果我们可以看出,影响材料的耐点蚀能力的变量,主要内容如下。
一是材料本身的特性,如化学成分、力学性能等,在行业内人们常常用PRE(Pitting Resisistance Equivalent)来衡量材料的耐点蚀能力。文献[3]中列举了常用材料的PRE值。
以316与316L为例,从上表中我们可以看出,碳的含量对PRE值影响不大,即碳元素对材料本身的耐点蚀能力没有影响,但在焊接时,更低的含碳量能更好地保证焊缝不会出现贫铬现象,所以综合考虑,我们在应用时仍会使用316L居多。
二是温度的变化也会影响材料的耐点蚀能力,一般而言,随着温度升高,材料的耐点蚀能力将会下降。
三是腐蚀介质的浓度的变化也会影响材料的耐点蚀能力,一般而言,浓度越高,材料的耐点蚀能力也会下降。
四是最后一个变量因素,即材料是否进行了钝化。
3 钝化
(1)在干燥的环境中,不锈钢会有自钝化的现象,所以不锈钢给我们一种不会生锈的假象。日常生活中的腐蚀环境相对工业而言,肯定是简单的多,工业中有大量复杂的工况,高温、高压、腐蚀,冲刷等条件使得不锈钢的应用变得更复杂,前面我们也讨论过,钝化在不锈钢使用中的重要性,那么合理地进行钝化也就是一个很好的议题。在制药行业,人们往往遵从ASME BPE 标准的要求进行一些设备、设施的建造工作,该标准对钝化也提出了具体的要求。
文献[3]对化学钝化/电化学抛光后金属表面的钝化膜进行了规定,具体见表3.1/3.2,从这些表中我们可以看出,衡量钝化膜质量的指标主要是钝化膜的厚度及Cr/Fe比,标准规定的的最小钝化膜厚度为15埃米,最小的Cr/Fe比为1.0或以上。
(2)钝化的工艺。从前面的论述中我们知道,无论是化学钝化或电化学抛光都是为了获取更厚的钝化膜,及更高的Cr/Fe比,那么,显然一个正确的钝化工艺就很重要了,一般而言,正确地进行钝化后,钝化膜的Cr/Fe比最少会提升0.25~0.75左右,相应材料发生点蚀或红锈的风险也大大地降低。文献[1]列举了不锈钢的一些典型钝化工艺,本文引用了部分。
工艺细分可以分为硝酸法与柠檬酸法,硝酸法是现在国内比较常用的方法,但近年来人们发现,柠檬酸有机、安全、易于使用的特点,如果配方正确,柠檬酸比硝酸更能以更低的成本提供更好的效果,在钝化的过程中,它能有效地去除铁而不伤及Cr及Ni元素,从而得到更高的Cr/Fe比。文献[4]列举了316L材料经一些常见工艺处理后的Cr/Fe。
由于柠檬酸具有与游离的铁高反应却与其他金属低反应的特性,柠檬酸钝化的过程可以在一个较低的温度及较短的反应时间内完成,柠檬酸是无毒的,不会产生氮氧化物,具有不需要特殊的搬运设备或安全装置,不会腐蚀其他设备或结构等优点,完全可以取代传统的硝酸法。
4 结语
不锈钢的再钝化电位能有效提高钝化区范围,能有效地提高材料的抗腐蚀性能,而正确地进行钝化则是实现这一目标最有效的有段,而钝化成果好坏的直接指标是Cr/Fe比,通过一些前人的研究成果,我们发现柠檬酸法具有一些硝酸法无法比拟的优点,应该是以后重点考虑的化学钝化方法。
