SQ35A切丝机切丝质量问题分析
2021-10-15王丁罗春晓曾敏东蔡艳杨志强
王丁,罗春晓,曾敏东,蔡艳,杨志强
(四川中烟有限责任公司成都卷烟厂,四川 成都 610000)
我厂SQ35A切叶丝机使用过程中,其中1台设备运行期间,不时出现“细烟丝”、“跑渣片”现象,工序质量达不到要求,对后续的生产及质量造成了较大影响。
1 问题分析
SQ35A型2台切丝机在使用过程中,有差异现象,其中一台编号为1号的切丝机不时会出现“细烟丝”、“跑渣片”现象,而另一台编号为2号的切丝效果明显优于这台问题切丝机。问题切丝机正常运行过程中,偶尔会规律性的先出“细烟丝”接着会跟随“渣片”出来。由于车间内该区域没有进行环境温湿度控制,特别到了冬季,当隔夜小水分的润后烟叶,该故障现象更加明显,而另外一台切丝机则没有该现象出现。出现该故障后,必须人工将烟打出或抱出,严重时已经影响到工序质量和生产效率。为临时处理,冬季只有将隔夜烟改为另一台切丝机生产,剩余的批次才换回该切丝机继续生产,统计的故障次数如表1所示。
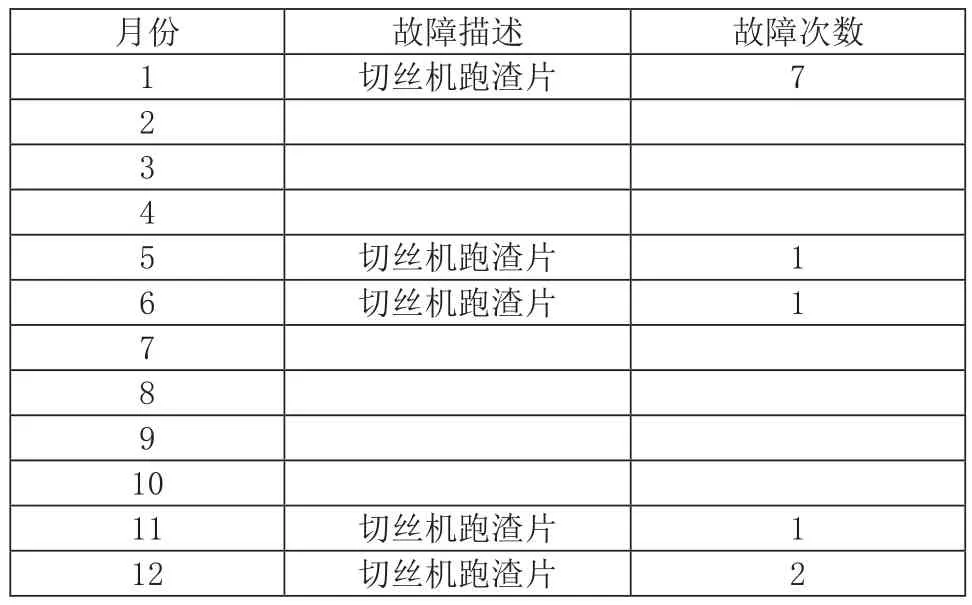
表1 切丝机质量故障统计表
通过对切丝机自身状况开展深度排查,针对该切丝机的刀门、砂轮、刀辊及排链进行修理及调整,对进料导向板进行调整,均不能得到有效改善,通过对现场深入调查,问题原因分析如下。
1.1 切丝质量差异化原因分析
车间切丝机的布局图如图1所示,通过进料分配振槽,物料可选择分别进入1号或2号切丝机。烟叶在进料分配振槽中部通过翻板门进入1号切丝机,相比之下,进入2号切丝机通道较长,烟叶在振动输送过程中,进入1号切丝机物料的均匀、松散程度比2号切丝机差,而且翻板门处通道口较小,物料落入的均匀程度相对较差。当进入冬季,隔夜烟在储叶柜内塌陷,团实程度更强,且部分烟叶水分散失更大,有时切丝水分不到18%,这都增加了切丝难度,导致1号切丝机出现“细烟丝”、“跑渣片”现象。

图1 切丝机布局图
1.2 一号切丝机“细烟丝”、“跑渣片”原因分析
(1)进料分配振槽情况分析。进料分配振槽翻板门处有两块导向板,烟叶推进过程中,于翻板前导向板处收缩,不利于烟叶的均匀、松散,反而相互挤压后,被后面物料推动落入1号切丝机,将振槽上均匀、松散的作用大幅降低,带来物料的松散性和均匀性不够,造成后续压实不匀,见图2。
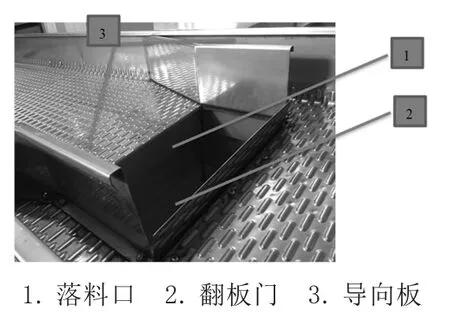
图2 进料分配振槽翻板门结构图
(2)垂直进料装置情况分析。垂直进料装置(见图3)在进料过程中,烟叶基本落在装置的中部,中间高,两端低。靠近推板的烟叶低,在推板往复过程中,推板处烟叶的物料补充不足,会造成对整个物料的压实力不均匀。物料在装置内不断地下降过程中,中间高的物料会无序地向两端翻滚下降,使得压实作用力更加不均匀,翻滚过程同时造成前后烟叶有空鼓现象。进入排链后,使得整个烟饼密度在物料运行方向上差异大,未压实的空鼓烟饼进入刀门处,会在刀辊切削力作用下回缩、反弹,形成“细烟丝”和“渣片”。
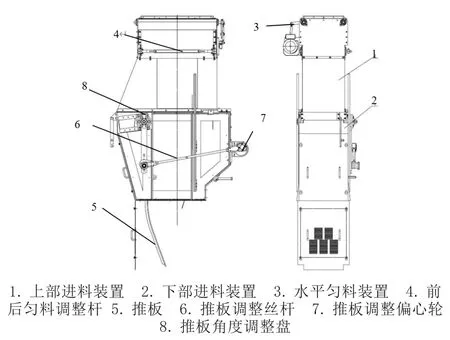
图3 垂直进料装置图
2 改进思路
通过改善该切丝机进料问题,提高进料的均匀性、松散性及压实的均匀性和致密性,保证设备切丝质量。
(1)进料口改进。改进进料分配振槽的翻板门的导向板,加大夹角,与振槽边缘对接,减少对烟叶的阻塞作用,新增翻板门衔接部件的作用是防止物料从两侧漏出,见图4。

图4 导向板改进的示意图
(2)进料位置改进。使物料落料位置靠后,使物料的上平面与水平夹角为45度左右形成缓坡,使物料体上平面均匀下降被有效压实后送入上、下排链,防止无序翻滚带来压实不匀。
①调整整机位置向出料端移动,使进料中心后移,使物料有效地参与压实作用,均匀送入上、下排链形成的夹角腔内,见图5。
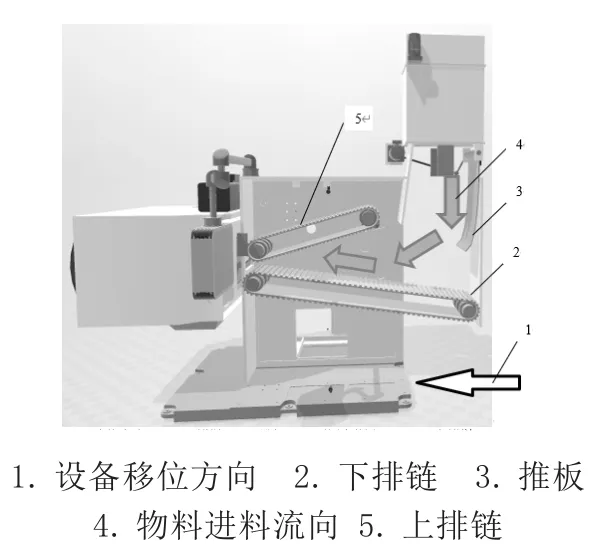
图5 机体位置移动方向示意图
②改进进料分配振槽与垂直进料装置之间的进料口,将原夹角改为90度,使烟叶进料在推板处增加,进一步提高进料装置压实作用,见图6。

图6 进料口改进的示意图
③利用连杆急回特性对推板电机转向调整,实现快回缓压,利于烟叶压实作用均匀、致密。调整垂直进料装的匀料调整杆、推板位置角度、摆幅及频率,匹配烟叶的进料压实作用。
3 改进实施
将进料分配振槽原导向板拆除,安装新的导向板和翻板门衔接部件,通过对导向板改进,提高了烟叶进料稳定性和松散性,见图7。

图7 导向板改造实施及效果图
对切丝机进行整体移动,经过不同距离测试进料效果,最终确定为向出料端方向移动100mm。并将进料口后部夹角改为直角。
针对进料装置,调整推板变频器频率及电机运行方向,使物料面均匀下降、实现物料快落缓压。同时调大前后匀料调整杆,使进料通道畅通,避免中部积烟;调整推板夹角,保持物料上平面夹角;调大偏心轮偏心度,在保持物料上平面夹角的前提下,合理提高压实力度;调整水平匀料装置,均匀左右两边的物料。
通过对进料位置和装置的改进,烟叶空鼓现象消失,压实效果大幅提高,见图8。

图8 进料位置改进后效果图
4 结语
在改进运行生产后接近1年,1号切丝机效果得以改善,与2号切丝机差异性消失,“细烟丝”、“跑渣片”的故障未出现过,见图9。
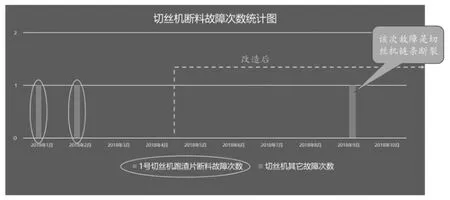
图9 改进后进料效果图
