合金钢辙叉剩磁消除工艺研究与应用
2021-10-13云卫涛
云卫涛
(中铁宝桥集团有限公司,陕西 宝鸡 721000)
1 概述
随着铁路及城市轨道交通的迅速发展,合金化产品扮演的角色愈发重要,合金钢辙叉作为铁路道岔的关键部件,良好产品的质量是列车安全运行的重要前提[1-3],作为辙叉的核心部件心轨在加工过程中工艺较为复杂,使用到的吊、夹具较多,目前车间广泛使用的具有强磁性吊、夹具主要有:磁力吊、电磁吸盘和电控永磁吸盘三种。磁力吊又名永磁起重器,主要用于吊装操作过程中移动导磁材料的工件[4];电磁吸盘是一种电磁夹具,它通过电磁线圈通电后吸盘体产生的吸力来固定被加工工件;电控永磁吸盘是结合电磁、永磁特性而开发的新型夹具[5]。上述三种辅助生产所用的设备在磁力吸持具有铁磁性工件后,工件均会产生有不同程度剩磁。若剩磁消除不彻底,会对铁路精密监测仪器产生不同程度干扰,影响列车行车安全。
2 传统退磁工艺
2.1 剩磁产生原因
铁磁性材料被外部磁场磁化后,去掉外磁场后所保留的表面磁感应强度,称为剩磁特性,其可以通过施加适当的反向磁场、高温或振动而减弱或者消失[6-7]。通过对同行业调查及文献分析研究,目前采取的退磁方案均为施加反向磁场,从而实现退磁工艺需要。
2.2 测量设备
特斯拉计也叫高斯计,拥有最重要的霍尔元件探头,可以永久对磁性材料的表面磁场进行测量,显示的数值即为该点的磁感应强度,测量范围0 mT~200 mT。
2.3 测量点选取
现对铁路线路上使用最广泛的60 kg/m钢轨9号单开道岔合金钢辙叉(如图1所示),心轨加工过程中使用三种吊、夹具后,剩磁大小进行跟踪分析,为了更好地研究工件不同点剩磁特点,对工件选取了不同的测量点,分布范围如图2所示,测量点与接触吊、夹具磁性说明如表1所示。



表1 剩磁测量点位置与剩磁来源
2.4 剩磁分布
以心轨加工工艺及车间流转过程为依据,通过对30组心轨毛坯到成品的剩磁跟踪测量,分时段及采用不同装夹方式加工后进行测量,经多次磁力吊吊夹、电磁吸盘及电控永磁吸盘吸持后,剩磁分布情况如图3所示。
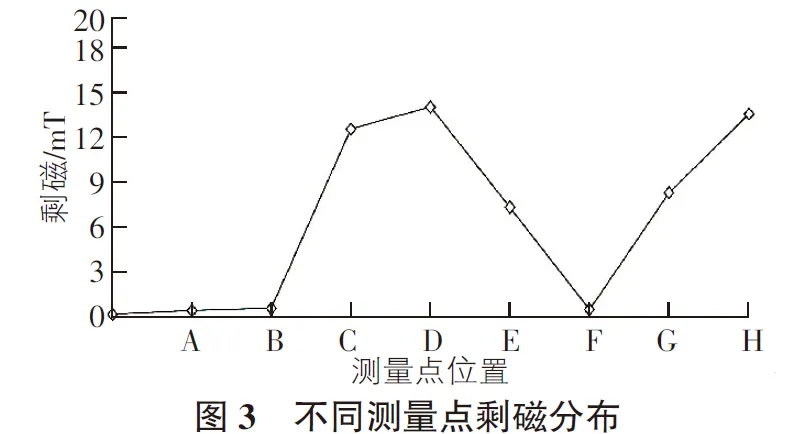
从图3剩磁分布情况我们不难发现,工件经过磁力吊、磁力吊与电磁吸盘、磁力吊与电控永磁共同作用后,各测量点剩磁平均值均在10 mT~15 mT范围内,而只经过电磁吸盘或电控永磁吸持后,剩磁集中在6 mT~9 mT范围内,同样,心轨趾端、工作边以及跟端不接触这三种吊、夹具,测量点剩磁集中在0 mT~1 mT范围内。可见,使用不同吊、夹具对心轨剩磁参数影响巨大。
2.5 传统退磁工艺
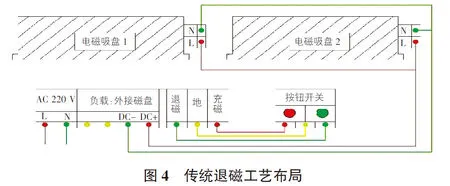
传统消除剩磁工艺布局如图4所示,消除剩磁主要根据工件的长度,选择并联的电磁吸盘数量,通过外接磁盘与电磁吸盘连接,依靠按钮开关,控制电磁吸盘的充磁与退磁,从而打乱工件的表面磁场度,实现退磁工艺。目前每次退磁周期设定时间是19 s,退去心轨工件一个面的剩磁需至少执行2次~3次退磁循环,待一个面采用按钮退磁次数达到后,采用无磁吊具将工件从电磁吸盘上吊起来,用高斯计测量,若表面磁性小于理想值,则翻转工件退下一个面,若磁性还是大于理想值,则继续循环退磁过程,直至该面剩磁达到理想值。若碰到台阶时,还需要采用垫加垫铁的方式,才可以去除该台阶面的剩磁。
3 新工艺及设备开发
3.1 退磁设备设计参数
根据车间布局与产品工艺要求,并考虑后期可能出现的其余合金化产品如翼轨、叉跟轨镶嵌块等工件,设计退磁设备的相关参数要求见表2。

表2 退磁设备参数
3.2 设备布局
为了生产的连续性,该退磁设备布局在心轨最后加工工序结束机床旁,采用钢架与地面连接,分为遥控器与设备机身按钮控制,工作人员在电气箱侧操作按钮,上下料在设备的另一侧,从而实现工件的退磁过程,设备布局图如图5所示。

3.3 工作原理
该退磁设备程序通过PLC写入,接通电源,指示灯亮起,将工件通过输送线送至框口中,退磁指示灯亮起,停留3 s~5 s后,按下输送按钮,从工件进入到内框退磁工序开始,将心轨匀速从框口中输出,按下停止按钮,延时3 s~5 s后,退磁自动停止完成,退磁器指示灯熄灭,再用无磁性吊具将工件从输送线上取下。
4 结果分析
通过对不少于30件工件跟踪测量,对原有工艺与设备和新开发的工艺与设备对比,首先从较为直观的计量时间来分析,原退磁工序完成,工件剩磁降到1 mT范围以下,该数值参考同行业产品剩磁数据,需要两个人协同工作,一个人负责起吊与翻转工件,一个人进行测量,顺利完成需要10 min,甚至30 min,而现有剩磁消除工艺,只需要单人即可操作完成,从起吊工件至剩磁工艺完成只需要3 min~5 min,两者剩磁消除工艺完成以后,剩磁对比效果如图6所示。
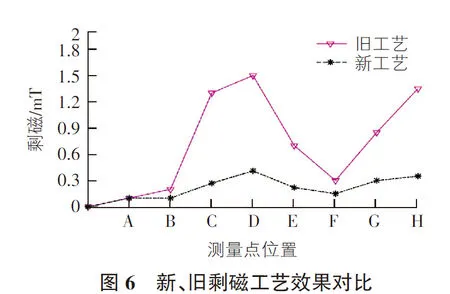
从图6可以看出,执行旧工艺,工件使用三种吊、夹具的位置剩磁分布在0.7 mT~1.5 mT附近,并且测量过程中,由于个别工件C点、D点及H点剩磁超出了设定值,且剩磁消除较为困难,并对该点剩磁测量平均值影响较大,而执行新工艺后,工件分布剩磁在原有基础上降低了80%,且剩磁分布集中在0.5 mT以下,波动较小,退磁效果明显。
5 结语
合金钢辙叉心轨剩磁消除工艺及设备的开发,从根本上解决了吊、卡具使用过程中,工件产生的剩磁,对剩磁进行了最大化的降低,减少了人工的劳动强度及退磁过程耗费的时间,消除了合金钢辙叉在使用时对铁路状态信号检测设备的干扰,确保了列车过岔运行时的安全稳定性,确保产品质量的同时,提高效率,节约时间成本。该工艺与设备成功的开发不仅可以适用于合金钢辙叉心轨件,还可适用于铁路未来可能出现的各种合金化钢轨件,如尖轨、翼轨等具有合金材质的工件。
