风机主轴故障预测诊断与处理方法研究综述
2021-10-10赵顺治郭卫民张志浩景财年
赵顺治,林 涛,郭卫民,刘 磊,张志浩,景财年
(1.山东建筑大学 材料科学与工程学院,山东济南 250101;2.齐鲁工业大学(山东省科学院)山东省分析测试中心,山东济南 250014)
0 引言
近年来,伴随我国经济高速发展,清洁能源在国家能源体系构建中发挥着举足轻重的作用,《中共中央关于制定国民经济和社会发展第十三个五年规划的建议》[1]中提出,加快能源技术创新,建设清洁低碳、安全高效的现代能源体系。这意味着清洁能源已纳入国家长期发展战略中,而以风能产业为代表的环境友好型能源产业由此迸发出巨大的经济前景和发展潜力。然而,由于风电装备工作环境恶劣,运行工况复杂,使用寿命长,导致机组部件容易发生潜在损坏故障,如果不能及时发现处理将造成巨大的经济损失和严重的安全事故。
风机主轴作为风力发电机的核心旋转部件[2],生产工艺要求高、火次多、锻造难度大,自身结构沿轴线方向台阶多且端部法兰形状复杂[2]、尺寸大,运行过程中不仅要受到来自外部恶劣环境的影响还会受到来自叶轮、轮毂等部件的复杂交变载荷影响。风力发电机一般设置在数十米的高空或海上,一旦发生故障难于及时发现治理。风力发电机作为一种超大型设备,各部件容易出现隐藏的微小损伤或故障,而这些未能及时发现处理的微小损伤或故障极易随风机长时间运行演变为重大事故。2011 年1 月,华能在大理的大风坝风电场的60 号风机发生风机主轴断裂事故[3],原因是加工不当导致的疲劳破坏;2017 年6 月,美国内布拉斯加州某风场的一台GE1.7MW 风电机组脱机坠落;2017 年4 月,辽宁康平风电场的一台维塔斯风电机组机舱着火燃烧。近十年来,全球有记录的风电机组事故有数千次。因此本文综合阐述了国内外风机主轴故障预测诊断与处理方法等研究成果,在及时监测风电机组故障[4]并做出准确诊断处理方面提供理论支撑,在降低故障率,提高风机发电效率,提升经济效益,保证人员安全方面具有不可或缺的重要意义[5]。
1 风机主轴故障发生前的监测方法
1.1 故障发生前模拟仿真研究
1.1.1 基于Bladed 的载荷仿真研究
风机主轴在运行过程中,承受着来自风机轮毂、前后轴承带来的周期性扭转载荷及随机拉压、振动载荷,在如此复杂多变的载荷情况下,容易产生屈服破坏和疲劳损伤等故障。为保证其长周期的安全运行,白儒[6]等人根据罗氏应力应变手册结合主轴所受载荷特点阐述了一种有限元仿真分析预测故障的方法。
其通过建立有限元整体分析模型(如图1 所示)的方法将真实风机系统数学近似化,再基于叶素理论使用专业载荷分析软件Bladed[7]计算最大极限工况载荷,从而调用Bladed 计算得到最大极限工况载荷下的主轴静强度应力云图(如图2 所示),分析主轴静强度;根据主轴承受的交变载荷结合材料的S-N 曲线并依据线性损伤累计法则得到主轴的疲劳应力谱、疲劳损伤分析等一系列数据从而进行主轴疲劳寿命分析,最终根据计算结果得到主轴最易产生疲劳损伤的位置。以此对风机主轴的故障潜在发生点进行诊断。
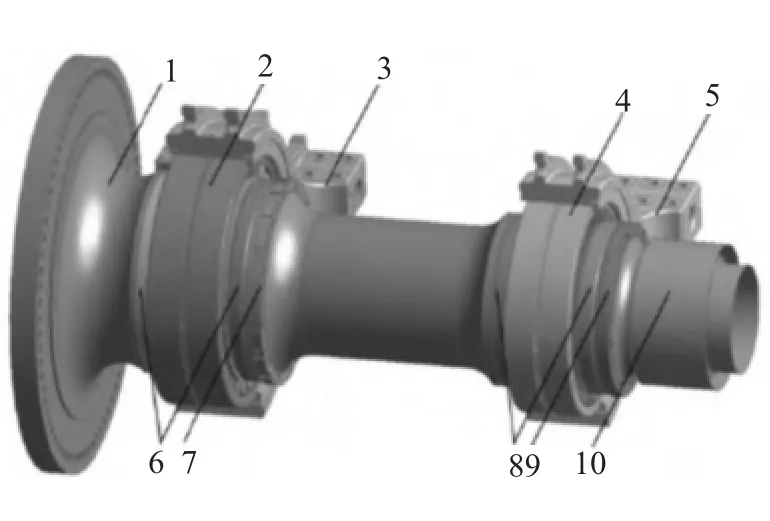
图1 主轴强度分析整体模型[6]
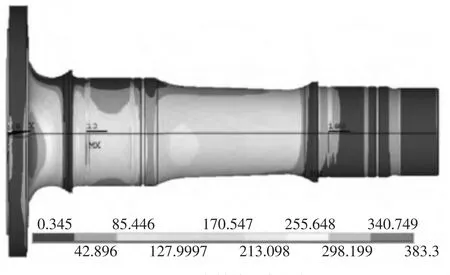
图2 主轴静强度应力云图[6]
1.1.2 基于ADAMS 的动力学仿真研究
风机主轴作为风力发电机中的核心旋转部件,及时预测其裂纹故障也是诸多学者研究的重要方向之一。白洁[8]等人从风力发电机这类旋转机械故障机理和特征着手,仿真风机转子系统的裂纹故障,探究了一种基于虚拟样机技术的风机裂纹故障预测和诊断方法。
使用ANSYS 分析软件[9]建立风机主轴有限元模型,进行静力分析和振动特征分析。静力分析时模拟施加实际工况中风机主轴承受的重力和转矩,从而根据得到的应力分布云图计算主轴最易产生故障的位置点,以此判断实际风机主轴静力学综合性能并对预测故障最易发生位置提供参考;振动特征分析是在静力分析结果的基础上,在预测故障最易发生位置设定虚拟故障,而后将正常和故障的风机主轴的轴心轨迹和振动时频图进行比对,最终从中提取有效的故障信号并总结故障的特征现象,以此对实际工况中的风机主轴故障预测[10]提供参考数据及方法。
1.2 监测系统研究
上述预测故障的方法主要是基于计算机进行的模拟研究,为更大程度保证故障预测的及时性和准确性,满足风场中对各风电机组健康状况实时监测的需求[11],诸多学者对风机故障监测系统进行了研发与创新,为促进风电机组的安全运行提供了重要的参考意义。
1.2.1 超声在线监测系统研究
在线监测作为一种新式有效的监测手段,近年来受到广泛关注,尤其需要指出由何存富[12]等人设计的一种基于超声检测的在线监测系统(如图3 所示),其由超声激励接收电路、无线收发电路等组成,利用超声脉冲反射原理[12],采用环形阵列的方式将检测传感器以布置于主轴端面合适位置以实现在风机运行工况下的风机主轴质量的实时监测。
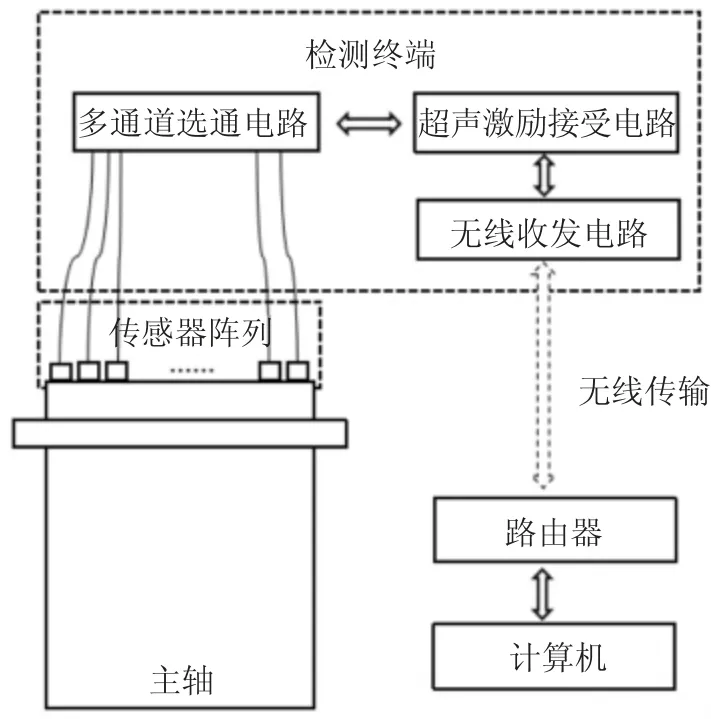
图3 检测系统组成框图[12]
该系统的优势在于:克服了风机主轴只能在生产过程和装机前进行质量检测的难题,实现了主轴运行过程中实时监测的功能,更好的保证了复杂恶劣工作环境下主轴质量的实时掌控,为及时预测主轴故障并作出处理提供关键参考价值。
1.2.2 基于数据流的风机故障实时监测系统
目前我国三北地区[2]的陆上风电和近海地区的海上风电发展迅速,但是风场高速流通的数据对现存风机故障检测系统提出了严峻挑战,为快速的发现风机故障并及时处理,涂振宇[11]等人提出了一整套风机故障实时监测系统的解决方案。
为了使系统适用于高速数据流并实现及时的数据处理和集成,充分利用框架式和分布式处理引擎Flink 以及分布式消息队列系统Kafka 具备的高吞吐、低延迟、高性能的优势搭建数据整合处理平台,在此基础上进行二次开发以更加全面的适应风场大批量数据流的需求并对风机状态实现更加灵活的监测。该系统的优势在于以下方面:
首先结合风机在运行状态下受力振动的数字特征创新提出了一种新的故障预警的方法。结合机器学习分类算法并引用相似性距离的特征距离测量方式来实现对风机运行状态的监控[11];其次针对后续故障原因追溯问题,从数据传输的角度着手创新开发了一种适用于非平稳的风机振动信号的处理分析方法,以此更直观的反应风电机组潜在故障原因;最后通过希尔伯特变换提取分解后信号分量的能量特征,实现对风机健康等级的评估以及健康指数的计算[11]。总体优势在于本系统可实现风机运行状态时的全线监测评估,以大数据处理方法为支撑使得监测过程及结果更加稳定、一致、可靠。
2 风机主轴故障发生后的分析处理方法
根据风电行业标准,风机主轴设计使用寿命需大于20 年[13]。但主轴质量易受生产过程、运输过程、安装过程等随机偶然性事件带来的直接或间接影响。在风场实际工况中,一旦主轴发生破坏性故障,务必对主轴故障发生原因进行剖析并提出处理方法才能更好的保证风机整体运行的安全性。
2.1 热处理不当导致的主轴断裂故障
风机主轴在运行过程中承受着复杂载荷,易在长期运转状态下产生疲劳破坏,文献[14]阐述了某风机主轴在运行过程中突然断裂失效的故障分析及处理方法。
2.1.1 故障分析方法
试样制备过程应严格遵守GB/T 2975-1998《钢及钢产品力学性能试验取样位置及制样标准》,分别在断面附近靠近轴径1/2 处,在靠近主轴表层和轴心部位置各自取金相试样一块[14]。
(1)化学成分和力学性能判定
化学成分是决定金属材料质量的主要因素,可采用化学分析法和光谱分析法对失效轴进行定性定量分析,以验证各元素含量是否符合生产标准。力学性能检测是分析主轴断裂的重要方法之一,采用万能试验机、冲击试验机以及布氏硬度计,分别对断裂轴的力学性能、冲击性能以及硬度进行测试[14]可判断该轴综合力学性能是否符合设计标准。
(2)断口分析
宏观观察:通过断口处的宏观形貌判断裂纹走向,在整个断口区域并未发现明显的瞬间断裂区。从裂纹快速扩展的区域所占面积和存在的河流花样特征,可以初步判断为解理脆性断裂。
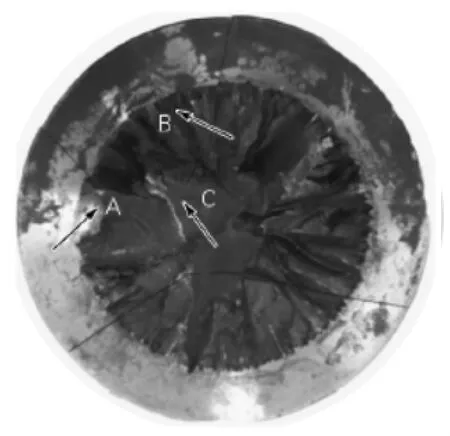
图4 断裂轴断口宏观照片[14]
微观观察:对断裂轴断口进行SEM 分析(如图5 所示),可从微观角度判断断裂原因是否符合宏观判断。图中可以看出明显的河流状花样,准解理特征明显。
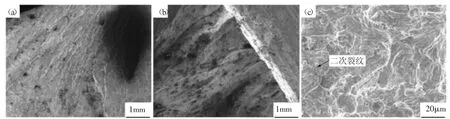
图5 断裂轴断口SEM照片[14]
显微组织分析:在断口轴心部和轴表层取样进行显微组织分析,可根据观察到的金相组织判断热处理环节是否存在问题。图6 为显微组织金相图,由于未发现回火索氏体[15]可以推断该轴未能充分调质[16],另外从图中可以观察到轴心部未能达到充分淬火。由此可以判断此轴故障原因为热处理环节不当导致的裂纹萌生引发的解理脆性断裂。
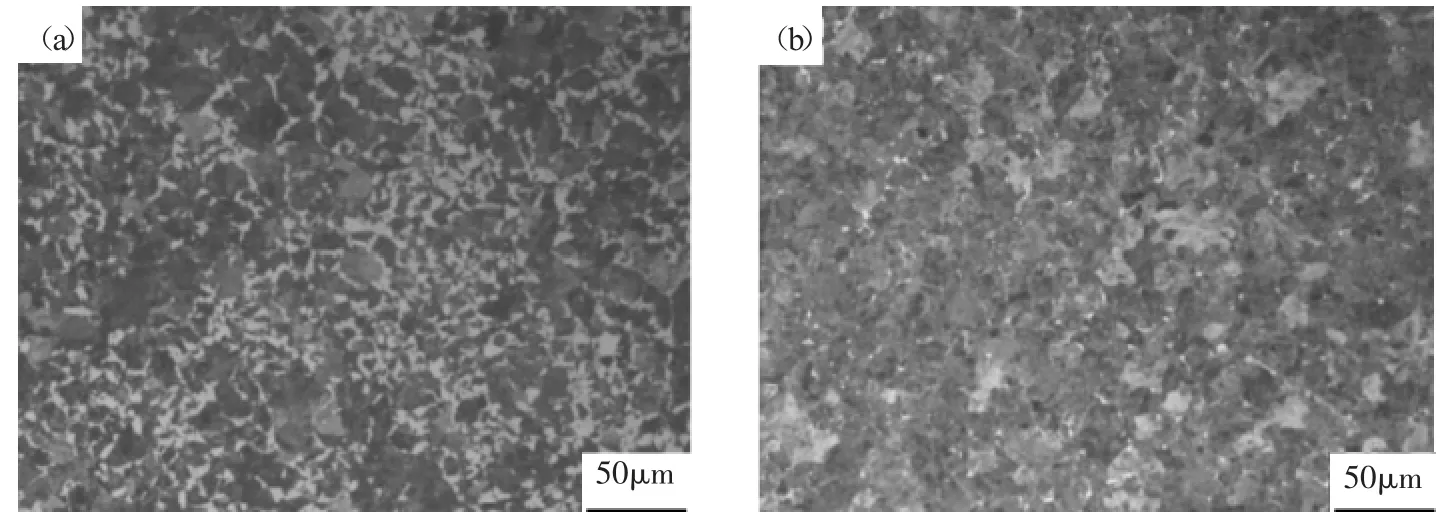
图6 断裂轴的显微组织[14]
2.1.2 故障分析总结
为避免此类事故再次发生,主轴制造厂家应提高热处理水平,在尽量减小破坏的情况下优化轴心、轴表层的组织检验和力学性能检测流程;风场应加强故障监测系统的监管应用,做好装机前的模拟载荷监测。
2.2 潜在裂纹导致的主轴断裂故障
文献[17]阐述了一种由于存在潜在裂纹导致的主轴断裂故障的分析及处理方法。
2.2.1 故障分析方法
宏观观察:从图7 主轴断口平坦,断裂面平直与正应力方向垂直,可以判断此轴早期部分断裂[17]后剩余联接部分长期承载负荷,后期因轴截面积减小导致受力过大应力集中而扭折断裂,具备典型的脆性断裂特征。
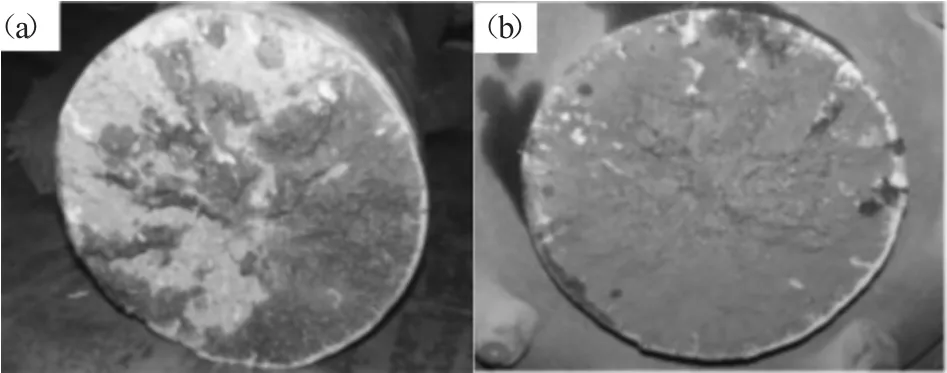
图7 主轴断口宏观形貌[17]
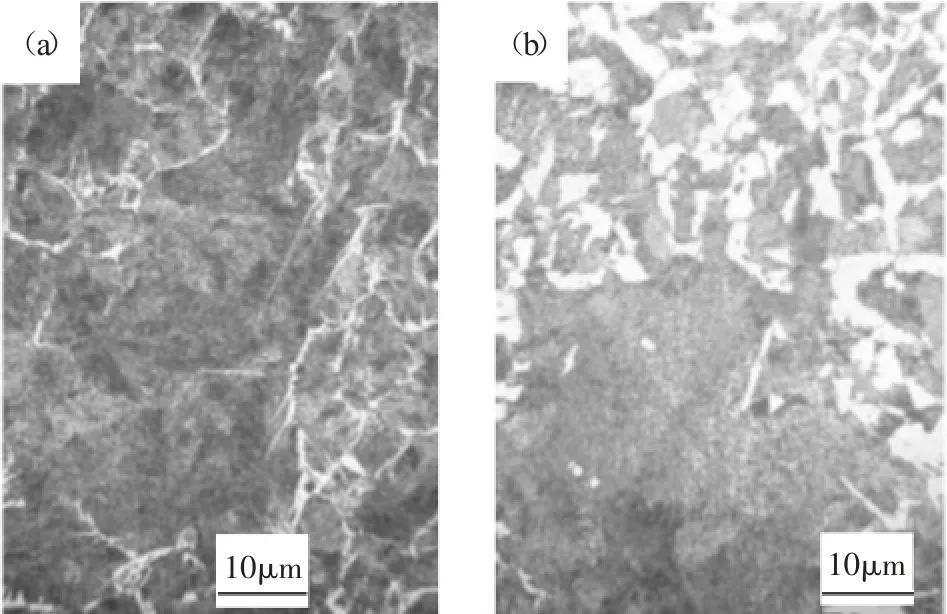
图8 酸浸试样的金相组织[17]
显微组织分析:在轴心部和轴边缘取样进行酸浸处理观察金相组织,判断故障原因是否来自锻造过程或热处理环节。根据微观组织[17]形貌及金相组织纯净度判断故障来源之一为主轴生产制造是锻造比不够,钢的组织致密性不高,遗留了缺陷导致应力集中。
为在金相显微镜下更清晰的观察微观形貌,试样应采用4%硝酸酒精浸蚀(如图9 所示)可以看到试样表面存在严重的点状偏析,取试样进行金相观察发现了氢致裂纹(如图10 所示),如果钢冶炼水平较低,钢水就会产生高温吸氢现象,若锻后未及时做好热处理排氢措施,降温后铸件内部就会出现蚂蚁状氢致裂纹,图10a 为脱碳氢致裂纹,析氢机理:4H+C→CH4,图10b 为未脱碳氢致裂纹,析氢机理:2H→H2。因此大型轴类用钢的冶炼过程应严格控制氢含量。
图9 4%硝酸酒精浸蚀试样的宏观形貌[17]
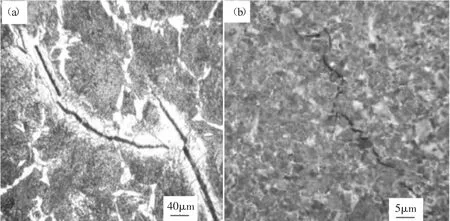
图10 氢致裂纹图[17]
2.2.2 故障分析总结
针对锻造比不够,存在疏松、缩孔及粗大晶粒的问题,可以适当增加锻造比,控制始锻温度和终锻温度,以锻合疏松和缩孔,细化晶粒,提高轴的力学性能。
针对存在高温吸氢导致氢致裂纹问题,需要提高冶炼技术,完善退氢处理,可在冶炼过程中采用催化剂如氧化铬、氧化铁进行脱氢处理,以免产生氢致裂纹。
3 风机主轴直接联接部件引发的潜在故障
3.1 风机主轴与轮毂联接异响问题
轮毂与主轴的联接面是风电发电机中重要的联接部分,在运转过程中受到巨大的扭变载荷,是故障的易发区域。黄爱武[18]等人从主轴与轮毂栓接面的基本功能入手,对联接异响[18]带来的风机主轴潜在故障威胁及处理方法进行分析研究。
首先根据表1 结合风机额定功率、转速、传动效率、螺栓数量等计算扭矩,进而估算出主轴与轮毂联接面间最低摩擦系数进而判断出代表栓接面间螺栓参与冲击剪切产生的异常低频信号,在本例中当监测系统探测到低于30Hz 的低频信号时,即可判断主轴和轮毂栓接面间螺栓出现了冲击剪切。
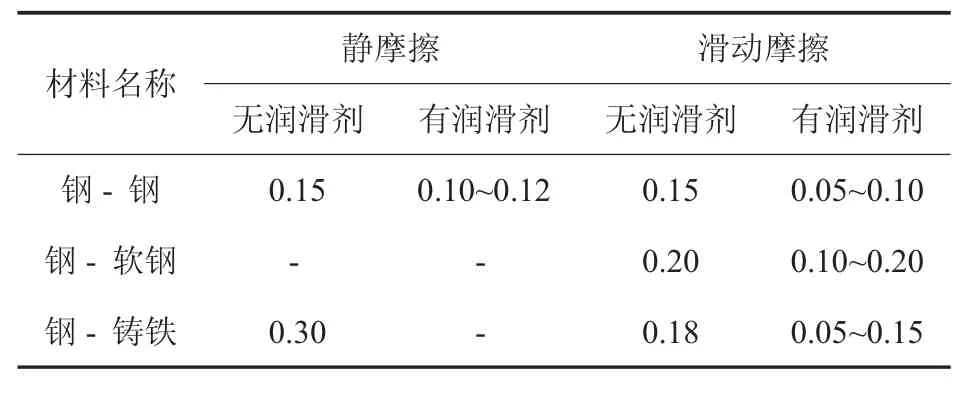
表1 滑动摩擦系数f[18]
最低摩擦系数计算公式[18]:
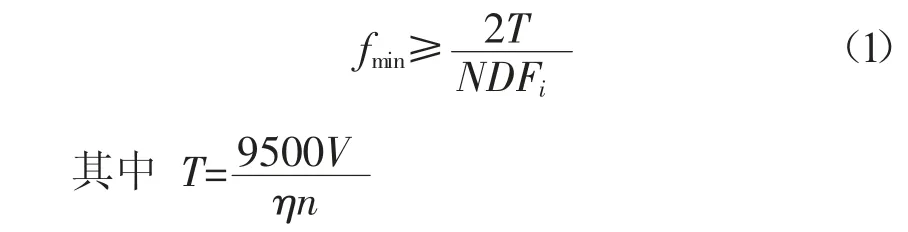
式中,T 为扭矩;n 为轮毂额定转速;η 为传动系统效率;fmin为最低摩擦系数;N 为螺栓数量;D 为分度圆直径;Fi为单个螺栓的预紧拉力。
其次严格控制接触面螺栓选用问题并论述了栓接面防腐选择的要求,提出轮毂及主轴端面防腐等级需达到C3 级(海上风电需达到C4 级以上)并采用含锌量85%以上的无机富锌漆喷涂防腐。在实际工况中严格把控上述事项即可对主轴和轮毂联接端面异响故障起到预防作用。
3.2 风机主轴轴承故障
主轴轴承[19]是风力发电机组的核心承载零件,有数据表明30%的风机机械故障源于轴承故障。而且主轴轴承与风机主轴直接关联,一旦发生故障将会导致主轴受力不均、应力集中等现象,甚至发生转轴偏心,严重威胁主轴健康。主轴轴承作为风电机组中风叶、轮毂、主轴等大型部件的力学传递媒介,需要承受复杂的交变载荷包括其所支撑部件的重力,径、轴向力,甚至包括风力变化带来的振动载荷。
轴承疲劳失效主要是指在内外滚道和滚动体的接触承载区由于长期承受交变载荷而生成疲劳裂纹,引发接触区疲劳剥落最终导致轴承失效的故障形式;磨损失效是指滚道和滚动体之间由于润滑不良,接触面粗糙度增大等最终引发轴承运转精度下降或振动、异响等故障形式;腐蚀失效是指由于酸碱性物质侵入或密封性不好引发的轴承腐蚀;断裂失效是指由于自身制造缺陷或承受载荷过大引发的破坏性故障形式;压痕失效是指轴承过载导致在内外滚道表面形成塑性凹坑的故障形式[20]。而且风机主轴与轴承联接紧密,一旦轴承失效发生故障极易导致主轴损伤破坏甚至威胁风电机组传动系统的安全。主轴轴承常见的故障形式如图11 所示,刘宝金[20]等人根据某次轴承破坏事故分析总结了以下故障分析思路:
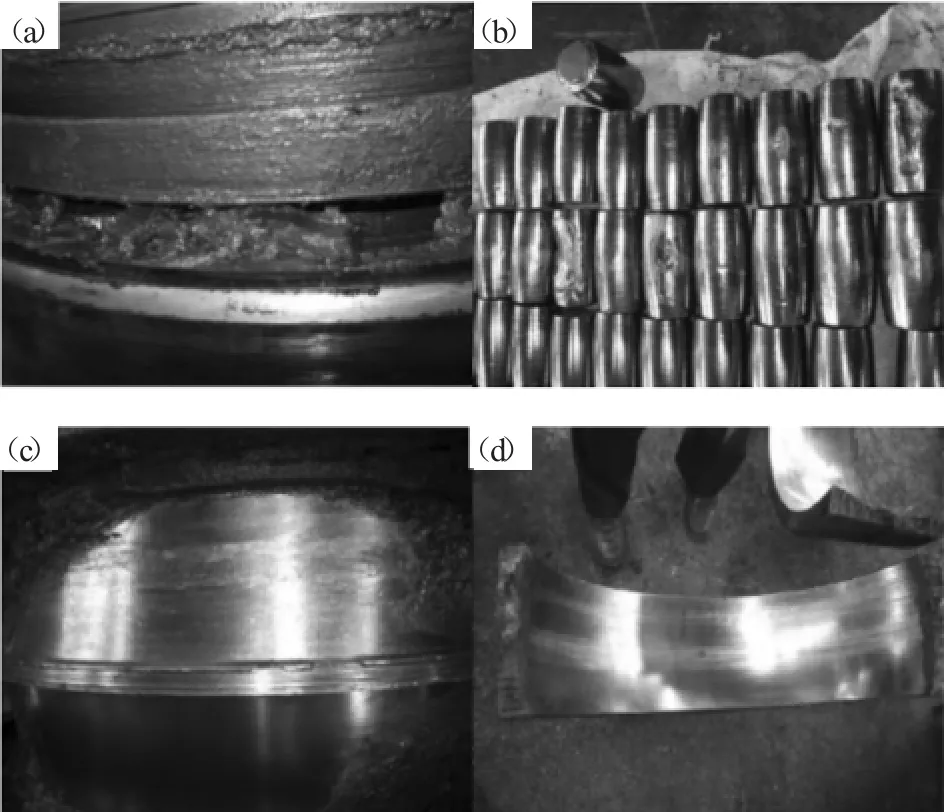
图11 主轴轴承常见故障情况[20]
(1)决定材料质量的碳化物、偏析、含氧量和夹杂物含量等可参考我国制定的 JB/T 10705-2007《滚动轴承风力发电机轴承》,GB/T 18254-2002《高碳铬轴承钢》标准,对故障轴承钢进行检测,以判断故障是否源于材料质量。
(2)发生故障时,应对轴承保持架[21]、内外圈、滚动体进行取样分析其金相组织、显微硬度和渗层深度。滚动体硬化层深度参照标准JB/T8881-2011《滚动轴承零件渗碳热处理技术条件》进行确定;滚动体表面含碳量[22]按照标准JB/T8881-2011《滚动轴承零件渗碳热处理技术条件》进行确定,最终热处理后的轴承性能是否符合标准。
(3)发生故障后可对滚动体、内外滚道等进行宏观观察,若存在大量划痕、压痕、锈迹可检查是否是各接触体之间润滑不良,滚动体与内外圈及保持架之间接触面上未形成有效油膜[23]引发的轴承损伤。滚动体与内外圈道之间应具备一定厚度的风机润滑油[24],可在抗水、防锈、抗氧化等方面对轴承[25,26]起到保护。
3.3 故障分析总结
在风电机组传动系统运转过程中,与风机主轴直接联接的部件如轮毂、螺栓、前后主轴承[27-30]等均受到巨大的交变载荷作用,因此容易出现异响、破坏[31]等故障。针对联接面异响问题,提出了防止低频异响的注意事项,并从联接面螺栓防腐、导电要求等提供了解决异响[36]的参考方法;针对主轴承[32-35]破坏威胁主轴健康运行问题,从材料选用、热处理工艺、轴承润滑等方面提供了详尽的故障处理参考方案。
4 结论及展望
本文就风机主轴故障预测及诊断及处理方法进行了简单阐述,主要着手点为故障发生前和故障发生后。故障发生前主要利用计算机仿真分析软件如:Bladed、ANSYS 和故障监测系统如超声在线监测系统、基于数据流的风机故障监测系统进行故障的预测及实时监测分析;故障发生后主要是从主轴断裂特征、材料的组成成分、显微组织、力学性能、冶金质量进行故障分析溯源及处理;另外对容易间接引发主轴故障的风电机组传动系统薄弱部件进行了讨论。
风场在实际运行中,应及时做好故障预警系统的设置,若后期出现主轴故障应首先判断故障源来自轴类自身或轴承,若为主轴自身故障可首先从宏观角度对断裂特征进行观察,判断断裂时间及断裂特征;其次根据断裂特征可进行微观检测如SEM、金相显微观察以进一步判断故障源来自冶炼过程或热处理过程,此外还可综合有限元法进行分析等。由于单件风机主轴制造过程往往会涉及多个厂家,及时准确的进行故障溯源可产生良好的经济保护效益。
