陶瓷中板配方工艺技术研究
2021-10-02李心红
李心红

摘 要:本文对陶瓷中板的配方、工艺流程、各种工艺参数的控制及产品缺陷做出了论述,对陶瓷中板的理化指标给出了数据,具有一定的参考价值。
关键词:陶瓷中板;吸水率;工艺流程;产品缺陷;厚度
1 引 言
陶瓷中板是采用全抛釉工艺技术及制备工艺流程的陶瓷产品。一般吸水率控制在0.5~3%是介于低吸水率抛釉砖和高吸水率内墙瓷片之间的一种陶瓷产品。陶瓷中板的厚度在7~8mm。陶瓷中板采用多种装饰技法及施釉工艺,将陶瓷墨水、渗花墨水、打点、施干粒表面装饰技法,立体感强,纹理逼真,颜色花纹丰富。即可上墙也可铺地,耐磨度高。上墙可替代传统内墙瓷片,空间效果好,优势明显,相比常规厚板,可节省原料,降低能耗。近年来,大多数的生产内墙瓷片企业,都进行了设备改造,转产生产陶瓷中板,深受消费者的喜爱,具有良好的市场前景。本文对陶瓷中板的配方工艺生产流程及产品缺陷分析作出了相关论述。
2陶瓷中板配方及工艺
2.1原料的化学成分组成
本厂生产地址在河南省,坯用原料主要采用当地原料为主,外面原料为辅的生产条件。主要原料化学成分结果见表1。
2.2坯体配方组成
见表2。
2.3坯体化学组成
见表3。
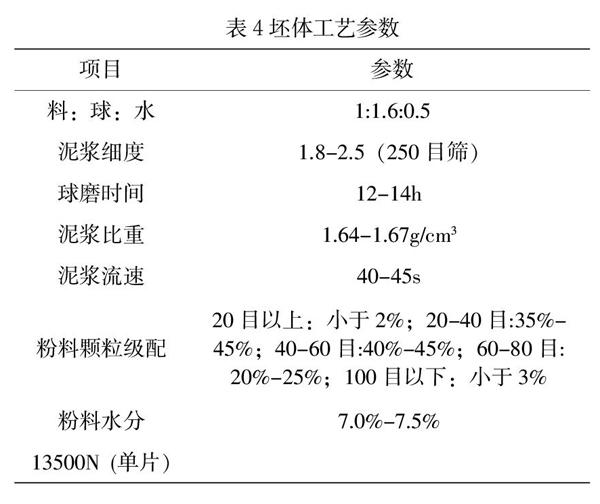
2.4坯体工艺参数
见表4。
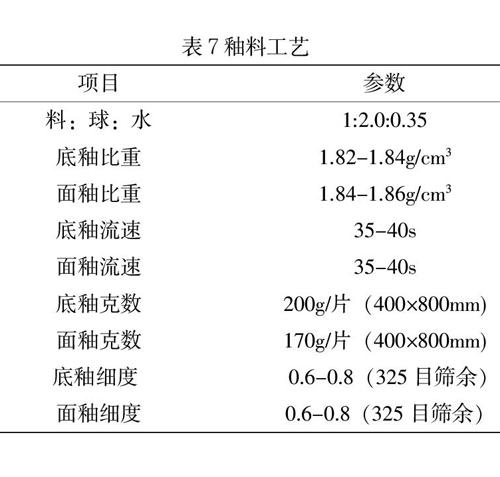
3釉用原料
陶瓷中板采用是全抛釉工艺,底釉和面釉为淋釉工艺。底釉化学组成如表5所示。面釉化学组成如表6所示。
4生产工艺流程
原料破碎→配料→称重→球磨→过筛除铁→喷雾造粒→压制成型→干燥→喷水→淋底釉→喷墨印花→淋面釉→干燥→烧成(1150~1170℃)→抛光→磨边→超洁亮→分选→包装→入库
5产品缺陷分析及解决办法
陶瓷中板与全抛釉生产工艺相同,生产过程中,产品缺陷与全抛釉大致相同,主要缺陷为变形、针孔、溶洞、破损、色差等,现分别论述如下:
5.1变形
主要分为烧成时产生的变形和抛光后产生的二次滞后反变。烧成时产生的变形主要原因:(1)坯体配方调节不合理,熔剂中钾和钠以及助熔剂钙和镁含量过高或过低,造成烧成温度过高或过低而产生的变形。可通过坯体配方的调整来控制。陶瓷中板的烧成温度应控制在1130-1160℃不易过高或过低。(2)窑炉烧成曲线不合理,烧成温度太高,高温区过长,造成坯体过烧而产生变形。(3)调整坯釉膨胀系数,使得坯釉膨胀系数更为匹配,结合性更好,这样可使釉坯平整度保持稳定,减少釉坯变形。坯体膨胀系数略大于釉料膨胀系数,也可减少产品的后期龟裂现象。
5.2针孔
(1)施釉工艺的调整,坯体淋底釉前的坯温不易过高或过低,喷水量应合理,喷水量过多或过少及喷水不均匀,喷水箱中沉淀的泥沙过多,都会造成烧后针孔多,喷水箱应定期清洗一次,这样可减少针孔。坯体淋底釉前的温度应控制在85~100℃为佳。(2)调整烧成曲线,增加氧化时间,使得面釉在始熔温度以前,将坯体中的气体挥发完全,延长中温带,减少高温带烧成时间,针孔问题可以有效得到改善。(3)坯体配方及选材不合理,导致烧失量較大,始熔点过高或过低,不能和釉料始熔点相匹配,也容易产生针孔。(4)压机压制后,砖坯表面有粉团或者有假颗粒存在,调整粉料颗粒级配,必要时可在压机进料口加多筛网。(5)压机压力过大,导致烧成时排气困难,造成坯体氧化不完全,也会造成针孔。(6)坯体中混有低温媒粉,会造成烧后产生熔洞。(7)窑炉氧化带过短或高温区过长,导致坯体排气不彻底,高温区又冒出来,造成针孔。
5.3辊棒印
辊棒印是生产全抛釉产品过程中,比较容易出现的问题,一般可以采取以下解决方法:(1)调整坯体配方结构,提高铝含量,降低熔剂和助熔剂含量,可以减少辊棒印。(2)窑炉方面,窑炉的前端干燥到坯体膨胀段拉紧间距有助于解决辊棒印,调整棍上、下急冷风管的开度,使之趋于平衡,或者增加开启风管数量,减少风量过于集中现象。将直径65mm的棍棒改为50mm的辊棒,棒距减小,砖面的波浪纹可以改善。更换质量更优质的辊棒或者碳化硅辊棒,减少辊棒变形过大的影响。调整氧化温度,适当减短高火保温区有利于改善棒印。
5.4抛光破损
陶瓷中板厚度在7-8mm,在抛光过程中容易出现破损问题。在抛光工段,适当降低磨头压力,调整合理的抛光线速度,砖形平整度控制在合理的指标内,破损问题可明显改善。
5.5色差问题
(1)设计色差:当我们摆砖对板发现色差时。第一步就是要确定设计有没有色差,因为设计图是诸多导致色差唯一固定不变的因素。首先取窑尾同花色的两件砖。摆好后,当靠在一起的两个边无色差,才能证明设计正常;反之则需要修改设计图。(2)淋釉色差:当淋釉时,面釉左右两边釉量相差大时,就会出现收水快慢不一致,从而导致淋釉量大的一边偏白,釉量少的一边偏暗,就是淋釉量偏釉,造成色差。(3)喷墨机色差:喷墨机色差即喷墨机各喷头下墨量不均匀,均匀度是体现喷墨机运行状态好坏的重要参数之一。当这种喷墨机导致的色差降级有个显著的特点,就是色差是一段很直的区域颜色不一致。解决这种色差,首先要检查是否更换墨水批次,加墨水前是否摇匀,检查搅拌缸是否正常。最后才是调整相应位置的喷头电压。(4)窑炉色差:如果釉砖同一排出现色差,即主动边、中间、被动边釉砖颜色不一致,则有可能是窑炉喷枪燃气和风压开度不合理导致,或长短枪搭配不合理导致。再有有可能是窑炉前端温度不够,窑炉温度不够饱和而造成色差。(5)抛光色差:由于抛釉砖窑尾出来的产品,属于半成品。要经过抛光机抛光加工后才属于合格的产品。所以在抛光时也会产生色差。这主要是釉砖或多或少的都存在一定的变形度,不可能烧出来的釉砖达到完全平直。所以当抛光机磨盘下压时,砖凸出来的位置切削量就大。反之,平直的地方切削量就小,总之就是抛深的地方偏黄,抛浅的位置偏青蓝。针对这个规律解决问题的关键,就是尽可能将釉砖的平整度烧平直,保证釉砖的平整度稳定,这样就可使抛光机调整磨头压力,减少粗模块,排细模块运行,以减少抛光后产生的色差。再有也可将抛光线的运行速度放慢,也可有效的改善色差以及抛白和漏抛现象。
6结论
陶瓷中板理化性能优于传统的内墙瓷片,是内墙装修的理想材料,陶瓷中板理化指标如下:
陶瓷中板各项指标远高于内墙瓷片和抛釉砖相当,具有广阔的市场前景。
参考文献
[1]中国硅酸盐学会陶瓷分会建筑卫生陶瓷专业委员会. 现代建筑卫生陶瓷工程师手册[M]. 中国建材工业出版社, 1998.
[2]刘可春,屈彬. 陶瓷中板的制备与性能研究[J]. 佛山陶瓷, 2020, v.30;No.292(11):30-33.
[3]郭惠法, 熊超圆, 陈光. 全抛釉瓷砖生产过程中常见技术问题及解决方法[J]. 佛山陶瓷, 31(2):4.
