烘焙对生物质理化性质及气化特性的影响
2021-09-28苏允泓任菊荣孙云娟蒋剑春杨中志许乐
苏允泓,任菊荣,孙云娟,蒋剑春,,杨中志,许乐
(1 东南大学能源与环境学院,江苏 南京 210096;2 中国林业科学研究院林产化学工业研究所,江苏 南京 210042)
在能源危机和环境问题的双重压力下,对新能源的研究正在如火如荼地开展。其中,生物质因廉价易得、清洁可再生等优点备受研究者青睐[1-2]。我国国土广袤,生物质资源丰富。据估计,我国每年可作为能源利用的生物质总量约相当于4.6 亿吨标准煤[3]。若能实现生物质规模化利用,必将对我国的能源结构优化、经济稳定发展以及环境持续向好产生深远影响,但生物质资源水分含量高、亲水性强、能量密度低等缺点也使其应用范围有限。现阶段为了对生物质规模化利用,往往需要进行一定的预处理。
近年来,提质效果明显的烘焙预处理愈发受到重视。烘焙是指在常压且无氧或缺氧的条件下,反应温度为200~300℃的生物质慢速热解过程。它主要有以下优点:①改变生物质微观结构,有利于热解反应进行,提高可磨性[4];②去除原料中大量O元素,降低O/C 和H/C,提高热值和能量密度[5];③增强生物质疏水性和均质性[6-8]。与干燥不同,烘焙过程中发生了一些化学反应,使烘焙生物质的理化性质与原料相比有较大差异[9]。本文系统总结了烘焙对生物质理化性质以及气化特性的影响,从微观角度解释了烘焙提质的原因,并展望了烘焙的后续研究。
1 烘焙固体产物的性质
1.1 组分和元素变化
烘焙使生物质内的组分和元素含量发生了改变。与煤相比,生物质中挥发分含量较高而固定碳含量较低,这也是生物质热值低于煤的主要原因[10]。烘焙去除了生物质中的水分和一些包含大量H、O 元素的轻质挥发分,降低了H/C 和O/C,同时固定碳的相对含量有所提升。这些改变提高了生物质的热值和能量密度。N、S 含量在烘焙过程中的变化则不太明显。表1和表2总结了部分文献的数据,分别归纳了在不同烘焙条件下固体产物工业分析和元素分析的结果。
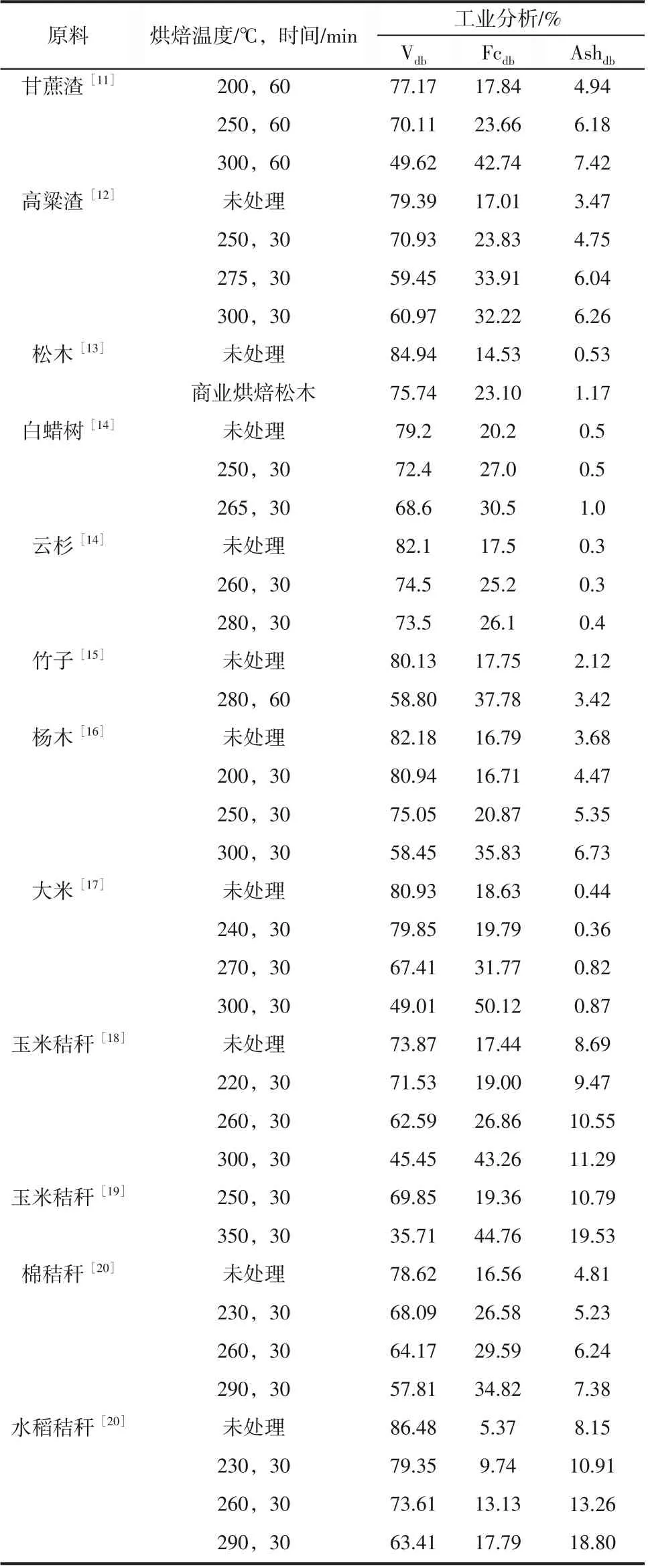
表1 部分生物质烘焙后工业分析
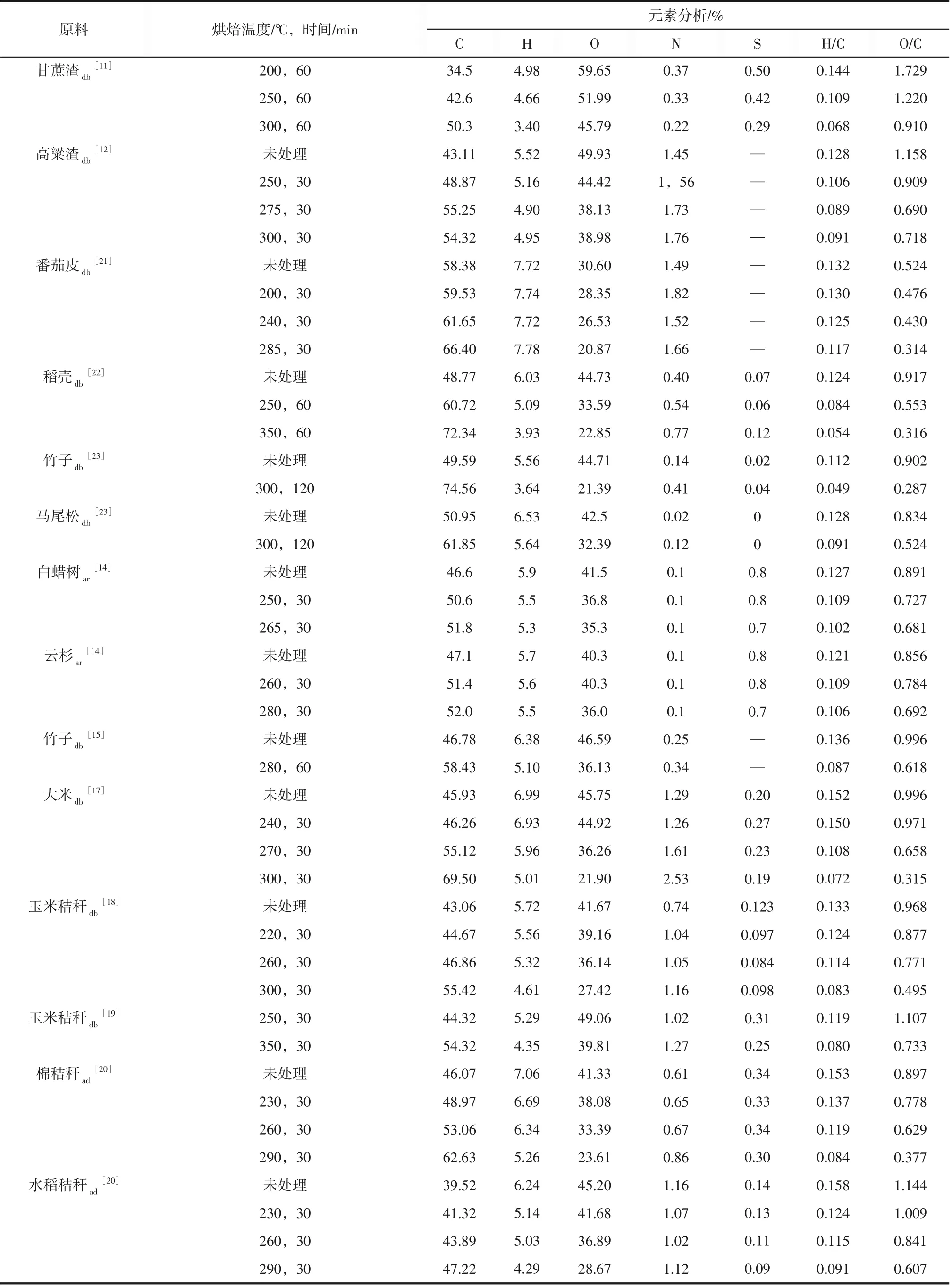
表2 部分生物质烘焙后元素分析
总体来看,生物质的组分和元素含量在烘焙过程中的变化趋势是基本一致的,即固定碳含量升高
而挥发分含量下降,H、O元素含量和O/C、H/C也有所下降。这些变化在一定程度上反映了原料品质的提升。
1.2 疏水性
生物质一般含水量较高,且干燥后容易再次吸潮。这种特性使其不易储存,同时过多的水分也不利于后续的热解气化反应,使合成气可燃组分偏少,热值偏低。研究表明,烘焙不仅可以显著降低生物质含水量,同时会提高固体产物的疏水性。
平衡含水量(equilibrium moisture content,EMC)是衡量生物质疏水性的重要指标。Strandberg 等[24]研究了云杉烘焙后的吸水情况。云杉烘焙后在20℃、相对湿度65%的环境下储存了7周。与处理之前相比,烘焙后云杉的EMC下降了50%以上。
吸湿性测试是另外一种表征材料疏水性的方法。Kanwal等[11]对烘焙前后的甘蔗渣进行了吸湿性实验。结果表明,原始甘蔗渣的吸湿性约为11.76%,而烘焙后(300℃,停留1h)由于半纤维素的降解,羟基大量损失,甘蔗渣的吸湿性仅为1.01%,降幅约为91%。
疏水性还可以由接触角的大小判断。接触角小于90°时,则固体表面是亲水性的,且角度越小表示润湿性越好;反之则表示固体是疏水性的。Chen[25]对杨木和冷杉木烘焙前后的接触角进行了测量。结果表明,原始杨木初始接触角为63.7°,约3s 后变为0;原始杉木的初始接触角为86.5°,约19s 后变为0。烘焙后,杨木和杉木的接触角分别为94.9°~107.0°和103.4°~113.0°,并且两者的固体产物的接触角都可以持续更长时间。总的来说,烘焙后的产物接触角都大于90°,并且烘焙程度越高,接触角越大,即疏水性更好。
生物质大规模利用时往往需要准备大量原料,水分的去除和疏水性的提高可以减少原料运输时的成本。同时为防止原料贮存时发霉,储存室往往要布置多台抽湿机。疏水性的提高可以减少抽湿机的数量,在一定程度上补偿了烘焙过程的耗能。
1.3 研磨性
生物质内富含高纤维结构,有机组分之间紧密相连,因此其研磨较为困难,耗能较大。烘焙改变了生物质的微观结构,使生物质韧性和细胞壁强度有所下降,变得脆而易磨。
研磨消耗的能量是评价固体研磨性的一种方式。表3总结了部分文献对生物质烘焙前后研磨耗能的对比结果。可以发现,生物质烘焙后再研磨,消耗的能量有较为明显的下降。
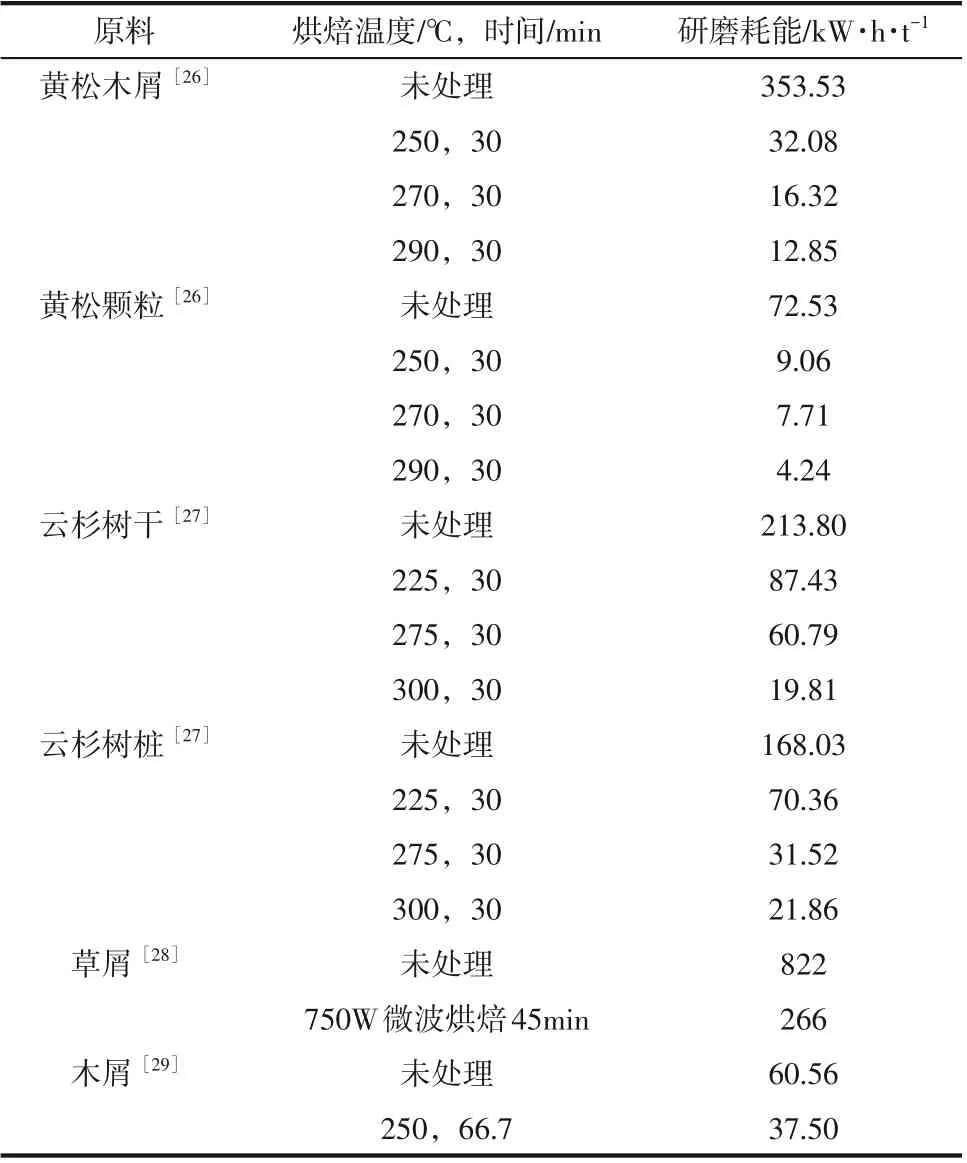
表3 部分生物质烘焙后研磨耗能
另一种评价研磨性的方法是观察研磨后的颗粒粒径分布范围。Chen等[30]比较了烘焙稻壳研磨后的粒径分布,发现烘焙程度越深,稻壳研磨后粒径越细。例如,稻壳干燥后研磨,颗粒主要分布在40~60目;290℃烘焙后研磨,颗粒主要分布于<140目的范围。随着烘焙温度的提升,研磨后精细颗粒的占比持续扩大。
研磨性的提高有助于保障生物质粉体的连续流动和稳定输送。另外,研磨难度的降低将使研磨耗能有所下降,也在一定程度上补偿了烘焙的耗能。
1.4 固体产率、能量产率和能量增强因子
生物质烘焙后固定碳含量的增加和H、O含量的降低,使其热值有所提升。热值的增幅可以由能量增强因子EF(enhancement factor of HHV)表示。烘焙过程中,生物质的质量和绝对能量有所减少。固体产率SY(solid yield)和能量产率EY(enery yield)是评价生物质损耗程度的重要参数。三者的计算方法如式(1)~式(3)所示。
式中,下角标t 表示烘焙生物质;下角标r 表示未处理生物质;M为样品质量。
表4总结了部分烘焙实验文献的数据,归纳了不同烘焙条件下固体产率、能量产率、高位热值和能量增强因子的结果。

表4 部分生物质烘焙后的SY、EY、HHV和EF
总体来看,烘焙程度越剧烈,固体产率和能量产率越小,热值越高。提高能量密度是烘焙的主要目标之一。对于表中大多数生物质而言,固体产物的高位热值基本处于16~29MJ/kg 的范围内,与煤的高位热值(25~35MJ/kg)比较接近,因此烘焙后的生物质可以作为与煤混烧的原料,从而减少煤炭的消耗量。但是文献[33]和[34]中,油菜茎和空水果串烘焙后固体产率和能量产率过低,因此不建议对它们进行烘焙预处理。
烘焙过程需要消耗能源,同时生物质本身的能量有所减少,这是能量的损耗;而烘焙后生物质研磨性、疏水性以及燃料品质的提升在一定程度上可以节约烘焙生物质时的能量消耗,是能量的“节约”。然而,这种“损耗”和“节约”多是从定性的角度出发,若能从定量的角度衡量,将更为科学准确地评价烘焙预处理的经济性。
2 烘焙提质的微观解释
生物质中的成分一般包括纤维素、半纤维素、木质素、有机提取物和无机矿物质。其中,前三种组分是生物质中的主要成分,了解它们在烘焙过程中的变化有助于进一步阐述烘焙的影响机制。
半纤维素可以用(C5H8O4)m表示,包含各种聚合单糖(如葡萄糖、木糖、半乳糖、甘露糖、阿拉伯糖和葡萄糖醛酸)的分支混合物,聚合度m一般在100~200之间。由于分支的存在,半纤维素活性较高,其分解温度在220~315℃之间,是烘焙过程中损耗最大的物质[10,38];纤维素可以用(C6H10O5)m来表示,是由(1,4)-糖苷键连接的β-D-吡喃葡萄糖单元组成的线性高聚糖,聚合度m一般在7000~12000之间。纤维素分子实际上线性的,分子内和分子间容易形成氢键,进一步形成晶体纤维结构,所以比半纤维素更为稳定,分解温度在315~400℃之间[10,38];木质素可以由[C9H10O3(OCH3)0.9~1.7]m表示,是一种无定形且高度复杂的芳香族聚合物,主要由苯基丙烷单元组成。木质素的主体部分是热稳定的,分解温度在160~900℃之间,且在温度较低时(250℃以下),木质素会同时发生解聚和再聚合反应。因此木质素的完全降解需要较高的温度和较长的时间,而在烘焙温度区间内其损耗十分有限[10,38-40]。
Chen等[41]分别对纤维素、半纤维素和木质素进行了烘焙实验。结果表明,230℃烘焙只能使被测样品释放出一些水分和轻质挥发物,无法有效对生物质提质;260℃烘焙会使部分半纤维素分解而纤维素和木质素几乎不受影响,生物质性质和热值有很大程度的提升;而290℃烘焙时,大量半纤维素和纤维素被分解,生物质能量损耗过大。对三种成分混合烘焙的实验表明,生物质的质量损失可以由单个组分质量损失线性叠加,三者在烘焙过程中没有明显的相互作用。根据三种物质的化学式计算,半纤维素、纤维素和木质素的O/C 分别为0.80、0.83、0.36~0.47;H/C 分 别 为1.60,1.67,1.19~1.53。烘焙过程中三者因热稳定性差异导致分解量的不同,是烘焙后生物质O/C和H/C降低的主要原因,也在一定程度上解释了热值和能量密度的提升。另有研究表明[42],烘焙生物质化学结构中C—O—C和C=C有所增加,这些化学键可以释放出更多的能量,从而提升生物质的热值。
烘焙生物质研磨性提高的主要原因是细胞壁的“塌陷”。由于烘焙过程中挥发分的释放,细胞壁出现了明显的破裂,孔洞也变得更大。在Ramos-Carmona 等[42]对松木的烘焙实验中,发现在烘焙程度较低时,烘焙前后的松木在内部结构上没有出现明显的不同[图1(a)~(e)],但是随着烘焙程度的加深,内部微孔有逐步扩大融合的趋势[图1(f)、(g)]。当烘焙程度进一步增加,细胞壁出现了更为剧烈的破损以及坍塌[图1(i)箭头处]。此时细胞壁仍能显示出一定的纤维结构,表明烘焙过程中剩余少量的半纤维素和纤维素。当烘焙温度达到240℃时,细胞内部结构变得十分清晰,基本无法辨别出纤维状物质[图1(g)、(k)、(l)],表明此时半纤维素和纤维素基本消耗殆尽。另有其他生物质在烘焙过程中表现出类似的变化[8]。例如,日本柳杉在烘焙前细胞内充满内含物,烘焙后内含物几乎完全去除,内部结构更为清晰光滑(图2)。烘焙后细胞壁的破坏以及孔隙率的增加,不仅有利于提高生物质研磨性,也有利于其在固气反应中(如气化和燃烧)的反应性[25]。

图1 松木烘焙前后SEM图像
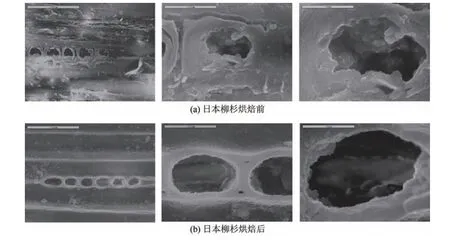
图2 日本柳杉烘焙前后的SEM图像(从左至右放大倍数依次为1000、5000、10000)
一般而言,生物质细胞壁中的O含量越高则越容易形成氢键。水分通过氢键与细胞壁中的羟基结合,从而附着于生物质内部。Chen等[43]通过傅里叶红外光谱(FTIR)的分析结果指出,羟基的去除是烘焙过程中的主要官能团变化之一。当烘焙温度达到230℃以后,羟基由于半纤维素和纤维素的脱水而被破坏,并进一步转化为羧基和共轭酮。他们进一步指出,疏水性的形成还与内部孔洞的重构密切相关。这与Ramos-Carmona 等[42]的研究结果较为一致。Ramos-Carmona等指出,由于焦油在孔隙内冷凝,阻碍了潮湿空气通过生物质;且生物质上冷凝焦油的非极性特征也会进一步阻止水蒸气的冷凝。总而言之,脱水、脱羟基和孔隙内焦油冷凝可能是生物质烘焙后疏水性提高的主要原因[10]。
3 微波烘焙简述
前文提及的烘焙生物质,多是采用传统的加热方式获得的。近年来,应用微波加热技术处理生物质受到了广泛的关注。微波加热技术使用频率为300MHz~300GHz、波长为1mm~1m 之间的电磁波,通过分子间相互作用直接加热介电材料。与导热、对流、辐射这些由外向内的加热方式相比,微波加热的能量可以更深入地穿透到生物质内部,从而有效提高加热速率并减少反应时间。另外,微波加热在控制辐射时间和辐射功率等操作参数方面较为简单,并可实现局部选择性加热[44-45]。
微波烘焙不仅能使生物质达到与传统烘焙方式类似的提质效果,而且加热速度更快,温度分布更为均匀。Ho 等[46]以咖啡渣为原料,对比了常规电热烘焙和微波烘焙的结果。他们发现,在达到类似的烘焙效果(指固体产率、能量增强因子和能量产率)时,微波烘焙需要的时间更短。例如,600W微波烘焙5min就能达到并略微超过250℃电热烘焙60min的结果。同时,常规电热烘焙后,生物质的能量增强因子(EF)在1.007~1.367 波动,而微波烘焙后在1.009~1.257 波动,后者更为稳定的原因可能是由于微波烘焙中材料的受热更为均匀。Huang 等[47]认为与常规烘焙方法相比,微波烘焙可以用更短的时间达到预期的烘焙效果,并且只需要较低的微波功率。因此相对于电能,微波烘焙输入的能量更少。对稻草和狼尾草的微波烘焙实验中,在150W 微波下烘焙10min 就可以达到70%的固体产率和80%的能量产率,能量密度提升了14%。
微波加热对生物质内部的理化结构也有一定的影响[44-45]。Amer 等[48]对比了稻草、甘蔗渣和稻壳使用烘箱干燥和微波干燥的结果。微波干燥后的生物质表面出现了更为严重的破坏,为后续烘焙过程中轻质烃的释放开辟了通道;王贤华等[49]对松木屑进行了微波干燥,发现微波干燥扩展了生物质内部的孔洞,表面出气口有所增大,同时生物质内部出现了不同程度的断裂。这些变化有利于生物质在后续受热过程中的快速升温以及气体的析出;Liu 等[50]使用1500W 微波对蔬菜烂叶干燥后,发现叶片孔隙率明显上升;相较于电热干燥的样品,经微波处理后蔬菜叶的综合燃烧特性指数S上升了34.47%。
常规烘焙技术受传热方式所限,内部必然存在温度梯度。这一缺陷不利于研究温度对生物质的烘焙机制,而温度是影响生物质烘焙效果最重要的参数[51-52]。微波加热的快速均匀性有助于研究温度的影响机制。同时微波对生物质内部理化性质的影响,或许也将在一定程度上提升生物质的燃料品质。因此,微波烘焙技术有一定的应用前景。
4 烘焙对生物质气化性能的影响
生物质气化是指在一定的温度和压力下,生物质原料中的碳水化合物基于一系列热化学反应转化为含有CO、H2、CH4、CmHn等烷烃类碳氢化合物的可燃气[53]。生物质直接气化有两个缺点:①产生大量焦油,不仅会污染管路,还可能影响后续设备的正常工作;②产品气可燃成分少,热值较低。为满足正常的能量供给,就需要建造更大的储气柜,使维护投资费用增加[54]。生物质烘焙后,燃料品质的提升有助于提升气化效率,使合成气品质有所提高,同时气化过程产生的焦油量有所下降。
4.1 提升可燃组分
烘焙后生物质中C含量升高,H、O含量下降,使用烘焙生物质进行热解气化,合成气中可燃组分(如H2、CH4等)含量增加,而CO2含量有所下降。
陈青等[55]对烘焙前后的木屑进行了气化实验。相比于烘焙前,木屑烘焙后再气化,H2和CO体积分数分别从33.9%和42.1%上升至41.3%和52.1%,同时CO2体积分数从22.9%下降到5.9%;Huang等[17]以烘焙后的厨余垃圾进行水蒸气气化实验,在1000℃、H2O/C 摩尔比为2 的条件下,相对于未处理的原料,烘焙产物气化合成气中H2体积分数从43.1%提高至54.8%,且H2/CO 从1.4 提升至2.0。杨晴等[56]以烘焙前后的棉秆为原料,在550℃下进行了热解实验;结果表明随着烘焙温度的提高,热解合成气中CH4和H2的含量逐渐增加,其中H2的体积分数最高增加了77.4%,这主要是因为棉秆烘焙后苯环结构有所增多,而苯环脱氢形成多环芳烃是热解合成气中H2的主要来源[57]。Manatura 等[22]指出在800℃、ER=2 的条件下,相对于处理前,稻壳烘焙后因O/C 和H/C 较低,所以其气化合成气中H2、CO、CH4含量有明显上升;同时在气化过程中发生的Boudouar 反应使一部分CO2转变为CO,因此合成气中CO2含量有所下降。
由此可见,烘焙对生物质气化合成气组分有着积极的调控作用。合成气当中可燃组分的提高,不仅有利于提高合成气的能量密度,还有利于拓宽合成气的应用范围。例如合成气中H2组分的增加,为制备另一种极具潜力的新能源——氢能,提供了一种可能的方式。
4.2 减少焦油产量
有学者根据产生温度不同,将焦油分为初级焦油、次级焦油和三级焦油。初级焦油在400~700℃生成,主要成分是含氧化合物;次级焦油在700~850℃生成,主要成分是酚类和烯烃类化合物;三级焦油在850~1000℃生成,主要成分是以多环芳香烃(PAHs)为主的复杂的芳香族化合物。其中大部分初级焦油或焦油前体是在生物质气化初期由挥发分热解产生的[52]。通过烘焙预处理,生物质中部分挥发分被去除,减少了焦油形成的部分前体,使后续气化过程中焦油产量有所下降。
di Marcello 等[58]使用荷兰Torr 公司提供的商业烘焙混合木材颗粒进行了气化实验,实验中控制ER=0.36、水蒸气与生物质之比SBR=0.85,结果表明木球烘焙后再气化的总焦油产量大幅下降,其中3 级、4 级和5 级焦油分别从3.0g/m3、3.2g/m3、0.5g/m3下降至1.5g/m3、1.2g/m3、0.1g/m3,降幅分别为50%、61%和82%,焦油产量大幅下降的主要原因可能是烘焙木球中甲苯和萘含量的减少。Kulkarni 等[13]发现,在935℃、ER=0.25 的气化条件下,未处理的松木片气化时产生的焦油量为8g/kg干生物质,同一条件下,烘焙松木片气化所产生的焦油量为3.87g/kg 干生物质,焦油产量下降超过50%,证明烘焙有助于减少木片气化过程中焦油产率。Tsalidis 等[14]发现,在850℃、ER=0.3、SBR=0.1的条件下,经260℃烘焙处理后的云杉相对于原始云杉,前者在气化过程中产生的焦油总量约比后者降低30%,这归因于云杉烘焙后的全纤维素含量显著下降;进一步地,当烘焙温度由260℃升至280℃,气化焦油中除酚类和甲苯之外的各组分含量都有所下降。
焦油一直是生物质气化技术的瓶颈问题之一。烘焙预处理在一定程度上减少了生物质气化过程中的焦油产量,这不仅减少了焦油对管路和设备的影响,同时也将提升气化合成气的品质。当然,烘焙对焦油产量的减少是有限的,将烘焙预处理与常用的催化重整技术相结合,或将进一步减少焦油产量并提升生物质能的利用率。
5 结语
烘焙去除了生物质中过量的O 元素,降低了H/C 和O/C,使生物质元素和组分含量改变,能量密度提高;烘焙过程中生物质内部的微观结构发生改变,更有利于热解气化反应的进行,也提高了生物质的疏水性和研磨性。考虑到固体产率和能量产率,可以认为烘焙在较少的损耗下提升了大多数生物质的燃料品质。使用烘焙生物质进行气化反应时,合成气中的可燃组分增加,同时气化过程中焦油的产量有所下降,这有利于保护设备并提升可燃气的品质,使合成气净化成本有所降低。
尽管烘焙技术已经展现了良好的发展前景,但相关研究仍有待进一步探索。本文作者认为,接下来对烘焙技术的研究可以从以下三个方面展开。
第一,尽管疏水性和研磨性的提高在一定程度上弥补了烘焙过程的能耗,但这是定性的衡量,缺乏准确的数据支撑。后续研究可以考虑使用全生命周期评价等方法,全面准确地分析和评价烘焙预处理的经济性和可行性。
第二,常规烘焙因传热方式所限,烘焙过程中物料内部存在温度梯度,不利于准确探讨烘焙温度对生物质的作用。后续研究可以考虑采用加热更为快速均匀的微波技术,从而更准确地探讨烘焙温度的影响机制,并进一步研究微波对生物质内部结构的影响。
第三,生物质烘焙后再气化仍会产生大量焦油。后续研究可以考虑将烘焙与焦油催化重整相关研究结合起来,在现有的催化剂研究基础之上,为烘焙生物质制备特定催化剂,进一步降低气化过程中焦油的产量并提高生物质能利用率。