单颗磨粒划擦陶瓷声发射信号与材料去除体积关系研究
2021-09-26郭力王伟程郭君涛
郭力 王伟程 郭君涛
摘 要:针对硬脆难磨削的氧化锆和氧化铝两种工程陶瓷,研究其磨削表面创建的声发射监测,研究单颗金刚石磨粒划擦陶瓷材料的去除体积与其对应的声发射信号之间的关联. 试验结果表明:随着单颗磨粒划擦陶瓷去除体积的增大,其声发射信号在低频段的信号能量占比增大;声发射信号的均方根值、最大幅值和标准差等特征值增大,且这两种陶瓷材料单颗磨粒划擦声发射信号特征值的增大趋势不同;但这些声发射信号的特征值大小都与其对应的陶瓷材料去除体积有关. 同时单颗磨粒划擦陶瓷的声发射信号的时间序列自回归AR(2)模型可以表示其对应的声发射信号. 时间序列自回归AR(2)模型特征参数的绝对值都随划擦陶瓷去除体积增大而增大,且增大趋势与其声发射信号特征值的增大趋势相似. 为工程陶瓷磨削表面创建的声发射在线监测打下了基础.
关键词:工程陶瓷;声发射监测;单颗金刚石磨粒划擦;表面创建;材料去除体积;时间序列模型
中图分类号:TH161 文献标志码:A
Study on Relationship between Acoustic Emission Signal and Material
Removal Volume of Single Diamond Abrasive Scratching Ceramics
GUO Li,WANG Weicheng,GUO Juntao
(College of Mechanical and Vehicle Engineering,Hunan University,Changsha 410082,China)
Abstract: Acoustic Emission(AE) monitoring of hard and brittle and hard ground zirconia and alumina engineering ceramics created in their ground surface was studied,and the correlation between the removal volume of a single diamond abrasive scratch ceramic materials and its corresponding acoustic emission signals were studied. The experimental results show that with the increase of the removal volume of a single diamond abrasive scratched ceramic,the signal energy ratio of the acoustic emission signal in the low-frequency range increases,and the eigenvalues such as root mean square,maximum amplitude and standard deviation of acoustic emission signal increase,and the increasing trends of the two ceramic materials are different; But the characteristic values of these acoustic emission signals are all related to the corresponding removal volumes of the two kinds of ceramic materials. At the same time,time series autoregressive AR(2) model of the acoustic emission signals of a single abrasive scratch ceramics can completely represent the corresponding acoustic emission signals. The absolute values of the time series autoregressive AR (2) model eigenvalues increase with the increase of the two kinds of ceramics scratch removal volumes,and the increasing trends are similar to that of the acoustic emission signal eigenvalues. Acoustic emission signals can be an ideal data source for the online monitoring of surface creation in grinding processes of engineering ceramics.
Key words:engineering ceramics;acoustic emission monitoring;single diamond abrasive scratching;surface creation;material removal volume;time series model
工程陶瓷在汽車、机械、电子、化工、航空航天、国防工业和医疗等行业中应用广泛. 工程陶瓷一般通过烧结再精密磨削加工才能使用. 它是硬脆难加工材料,由于断裂韧性低、脆性高,使其在磨削过程中容易产生变质层和微裂纹等缺陷,为了预防加工缺陷,工程陶瓷磨削过程的监测是研究重点. 在陶瓷磨削过程中,陶瓷材料塑性去除和脆性断裂会发出大量的声发射(Acoustic Emission,AE)信号,这些磨削AE信号中蕴含着大量与刀具磨损状态和陶瓷工件表面质量等相关的信息,因此AE技术是工程陶瓷磨削在线监测和智能监测最好方法之一.
单颗金刚石磨粒划擦陶瓷试验是研究陶瓷磨削机理的主要方法,由于单颗磨粒的划擦材料深度浅,材料去除体积和磨削力都很小,导致利用磨削力来监测磨削过程较为困难,所以灵敏度高的AE技术是在线监测单颗磨粒磨削机理的最主要方法. 研究人员对单颗磨粒划擦材料的AE监测做出分析,文献[1]通过单颗金刚石磨粒声发射信号划痕表面的划痕形貌模型,计算出的划痕粗糙度与显微镜测量出的粗糙度值很接近. 文献[2]报道了金刚石磨粒的磨损随工件材料去除体积的增加呈阶段性变化,磨损的加剧使声发射时域信号振幅和功率谱主频峰值隨之增加,主频段由高频向低频趋近. 文献[3]做了单颗金刚石磨粒划擦碳化硅的AE监测试验,发现单颗磨粒划擦深度增大时AE信号特征值明显增大;而工件速度和磨粒线速度对AE信号特征值的影响较弱. 文献[4]利用声发射技术监测跟踪单颗单晶金刚石磨粒划擦Ta12W 过程中的机械磨损特性,分析了金刚石磨粒机械磨损声发射信号特征. 文献[5]研究表明单颗磨粒划擦工件初期磨粒与工件之间主要是滑擦,随后在磨粒低切深时主要是耕犁,最后在磨粒大切深时主要是切削,随着单颗磨粒切深的增大,划擦AE信号的信噪比也增大. 文献[6]用神经网络对单颗磨粒的划擦过程进行了AE监测. 文献[7]发现单颗磨粒划擦发生磨粒磨损时,AE信号能量会快速增大. 文献[8]发现单颗磨粒划擦硅的AE信号特征参数都大于划擦铜的. 文献[9]发现发生磨削烧伤时其AE信号频率和能量都增大. 文献[10]提出了一种预测和检测表面质量和尺寸误差的无心磨削AE监测新方法. 大多数磨削AE在线监测研究都集中于砂轮和单颗磨粒磨损程度的识别,尽管进行了不少砂轮磨削表面粗糙度的声发射监测研究,但是很少有人关注磨削AE信号与工件磨削表面创建的直接关系,这恰是磨削表面质量AE在线监测研究的基础,是目前研究中亟需解决的问题. 文献[11]通过对单颗磨粒划擦蓝宝石所产生的AE信号进行频域分析,用单颗磨粒划痕的宽度W和深度D之间的比率W/D值来表征单颗磨粒划擦表面创建特征,发现在0~200 kHz多个频带内的划擦蓝宝石AE信号与W/D值之间呈现良好的线性对应关系,因此应用AE信号可实现单颗磨粒划擦蓝宝石这种硬脆难加工材料的表面创建在线监测. 注意到蓝宝石与工程陶瓷都是硬脆难加工材料,所以单颗金刚石磨粒划擦陶瓷材料表面创建的AE在线监测是可行的.
这里进行单颗磨粒划擦工程陶瓷氧化铝和氧化锆表面创建的AE监测试验,观测划擦陶瓷表面划痕形貌得到陶瓷材料去除体积这个重要的单颗磨粒划擦陶瓷表面创建特征;分析试验划擦AE信号的特征值,利用时间序列方法对划擦AE信号建模分析. 该研究目的在于分析单颗磨粒划擦陶瓷过程中的材料去除体积与AE信号之间的关系,是AE信号实现单颗磨粒划擦表面创建在线监测的重要研究内容之一.
1 试验过程
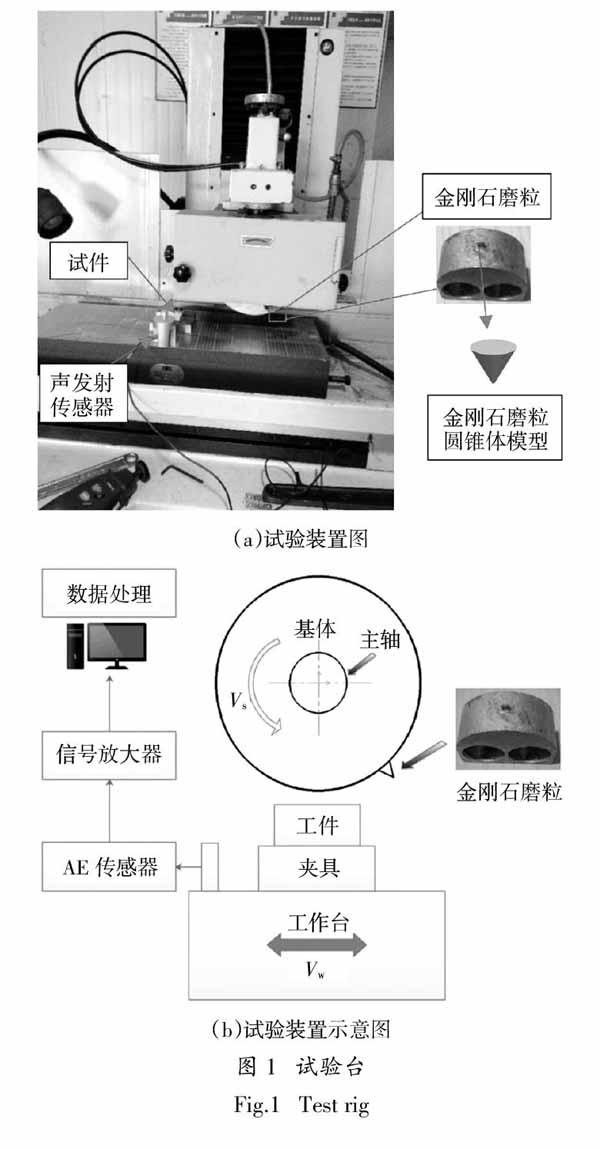
文献[12]中的试验在高精度数控平面磨床MGK7-120X6/F上进行,试验台如图1所示,粒径为0.7 mm的单颗圆锥体金刚石磨粒钎焊并且用螺母固定在铝盘圆周上,铝盘装在磨床主轴上;磨床主轴旋转时,单颗金刚石磨粒在铝盘上随着主轴同步转动. 陶瓷试件装在夹具中,AE传感器装夹在磨床电磁工作台上尽量靠近陶瓷试件的位置,AE传感器和工作台之间界面涂有声耦合剂凡士林,凡士林的剂量以AE信号传输效果最佳为宜. 单颗磨粒划擦陶瓷产生的AE信号由美国Physical Acoustics Corporation(简称 PAC)生产的AE传感器R6a感知,经过前置放大器(放大增益设为40 dB)、PCI-2声发射AE信号采集卡,最后在AEwin 声发射AE信号分析软件中分析,或把AE原始波形流信号导入MATLAB软件中分析. AE监测系统采样频率设定为2 MHz.
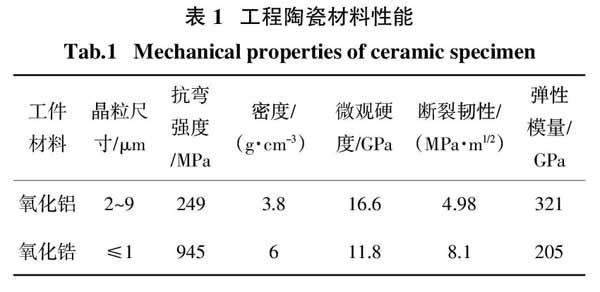
选择力学性能相差较大的典型工程陶瓷氧化锆(PSZ)和氧化铝(Al2O3),陶瓷材料的力学性能见表1,两种陶瓷试件尺寸均为34 mm×14 mm×10 mm,单颗金刚石磨粒划擦试验在34 mm×14 mm的平面上沿长度34 mm进行. 试验中工件工作台保持不动;主轴转速保持在3 000 r/min,由于磨粒与主轴中心半径距离为100 mm,所以图1(b)中单颗金刚石磨粒划擦线速度Vs恒定为31.4 m/s. 由于磨粒划擦切深对声发射信号影响最大,所以进行单颗磨粒变切深划擦陶瓷声发射监测试验,具体进行四组单颗磨粒变切深划擦氧化铝AE监测试验,即试验中其他参数保持不变,单颗磨粒划擦陶瓷设定深度分别为3 μm、5 μm、8 μm、10 μm;同样进行四组单颗磨粒变切深划擦氧化锆AE监测试验. 每组试验做3次,取这3组试验结果的平均值.
2 试验结果与分析
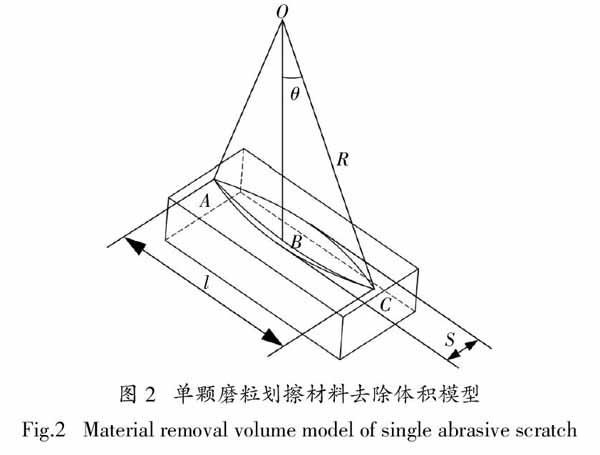
单颗圆锥体金刚石磨粒划擦陶瓷声发射监测试验装置中,单颗磨粒划擦陶瓷材料去除体积的理论模型如图2所示,单颗圆锥体磨粒随磨床主轴旋转,磨粒到磨床主轴轴心O的距离即磨粒旋转半径为R. 单颗圆锥体磨粒在划擦陶瓷试件表面划痕中,划痕切入点A尖又浅;划痕从A到B的过程中逐渐变深变宽,到了中间点B相对深又鼓;而划痕从B到C的过程中逐渐变浅和窄,划痕划出点C尖又浅,形成一个中间相对深又鼓而两头相对尖又浅的划痕ABC,划痕最宽为S,长度为l.
试验后通过超景深三维显微仪观测到陶瓷试件单颗金刚石磨粒局部划痕的三维形貌和划痕的长、宽、深等轮廓数据,修正上述单颗磨粒划擦材料去除体积的理论模型;应用MATLAB软件对单颗磨粒划擦陶瓷实际划痕体积编程求解,可以求得不同单颗磨粒划擦深度下,实际单颗磨粒划擦陶瓷材料的去除体积[13]见表2.
从表2可以看出在磨床单颗磨粒划擦深度设定值相同的情况下,氧化铝比氧化锆的材料去除体积大得多,这是由陶瓷材料的性质决定的. 由表1可知,在相同的磨削参数下,氧化铝的断裂韧性比氧化锆低,同样的单颗磨粒划擦切深下氧化铝容易产生脆性破碎,所以材料去除体积较大;而氧化锆的力学性能偏塑性耐磨所以材料去除体积较小.
AE是单颗磨粒划擦陶瓷材料去除过程中局部应力能快速释放而产生的瞬时弹性波. 试验所采集的陶瓷材料在不同去除体积下的单颗磨粒划擦AE波形流信号被导入MATLAB软件,对AE信号做快速傅里叶变换(Fast Fourier Transform,FFT),以分析AE信号的频域特征.
从单颗金刚石磨粒划擦陶瓷AE时域信号发现,随着陶瓷材料去除体积的增加,单颗磨粒划擦AE信号幅值增大,同时划擦AE信号振幅包络曲线更加密集. 图3为在不同材料去除体积下的单颗磨粒划擦氧化锆AE信号頻谱,可以看出AE信号集中在6~15 kHz、20~50 kHz和90~110 kHz这几个频段,6~15 kHz频段的信号峰值最大,后两个高频段的峰值远小于前者,并依次递减. 随着单颗磨粒划擦氧化锆材料去除体积的增大,6~15 kHz频段AE信号的最大幅值随之增大,而20~50 kHz和90~110 kHz频段的AE信号幅值在较小范围内波动. 单颗磨粒划擦氧化锆材料去除体积的变化对AE信号的主要影响在6~15 kHz频段,说明材料去除过程中的AE信号主要发生在该频率范围内,所以6~15 kHz是单颗磨粒划擦PSZ的AE信号主频. 试验结果还表明,随着单颗磨粒划擦PSZ去除体积的增加,其声发射信号的能量在低频段占比呈总体上升趋势. 例如单颗磨粒划擦PSZ时,当划痕去除体积从154 971(μm)3增加到346 441(μm)3时,其声发射信号在0~20 kHz低频率段的能量占比从72.3%增加到了88%;而当划痕去除体积从346 441(μm)3增加到2 575 363(μm)3时,其声发射信号在0~20 kHz低频率段的能量占比从88%增加到了97.6%.
图4为氧化铝在不同材料去除体积下的单颗磨粒划擦AE信号的频谱. 氧化铝的AE信号主要集中在几个特定频段内,分别为10~15.5 kHz、30~60 kHz和130~145 kHz. 10~15.5 kHz低频段中氧化铝划擦AE信号的幅值最大,且AE信号幅值随划擦材料去除体积的增大而增大. 而30~60 kHz和130~145 kHz频段内的AE信号幅值随着材料去除体积的增大而有较大波动. 氧化铝材料单颗磨粒划擦去除体积的变化对AE信号的影响主要在10~15.5 kHz频段,所以该频带是单颗磨粒划擦氧化铝的AE信号主频. 试验结果还表明,随着单颗磨粒划擦氧化铝划痕去除体积的增加,其声发射信号的能量在较低频段占比呈总体上升趋势. 当单颗磨粒划擦氧化铝时,划痕去除体积从3 018 124(μm)3增加到4 041 936(μm)3,其声发射信号在0~100 kHz较低频率段的能量占比从93.8%增加到97%;而当划痕去除体积从4 483 771(μm)3增加到5 891 898(μm)3时,其声发射信号在0~100 kHz较低频率段的能量占比从97%增加到了99.7%.
单颗金刚石磨粒划擦工程陶瓷氧化锆(PSZ)和氧化铝(Al2O3)的AE信号主频都在16 kHz以下的低频范围内,氧化锆的AE主频为6~15 kHz,氧化铝的AE主频为10~15.5 kHz. 而磨粒划擦氧化铝的每一段AE信号所集中的频带都比氧化锆的频率高,可以认为这是由材料特性决定的,氧化铝陶瓷的脆性较大,材料去除体积较大,在磨粒划擦过程中因氧化铝材料塑性变形以及脆性破碎而引发的AE活动剧烈,故其AE信号的频率较高.
应用MATLAB软件,求得单颗金刚石磨粒划擦PSZ和Al2O3的AE信号的部分特征值,包括均方根有效值、最大幅值和标准差. 图5和图6呈现AE信号特征值随陶瓷材料去除体积增大的变化情况. 由图中可见这些AE信号特征值都随材料去除体积的增大而增大,同时这几个AE信号的特征值都与其对应的单颗磨粒划擦陶瓷材料去除体积有一定的对应关系,可见单颗磨粒划擦陶瓷的AE信号可以实现磨粒划擦陶瓷过程中的表面创建监测.
随着单颗磨粒划擦陶瓷工件的深度增大,塑性去除和脆性破碎增多,陶瓷工件的材料去除体积增加,AE信号能量增大,引起更多AE现象,因此AE信号的均方根有效值和最大幅值都增大. AE信号标准差表示AE信号中各数据与平均数之间距离的算术平均数的平方根,能反映AE信号数据集的离散程度. 当单颗磨粒划擦深度增加,氧化锆和氧化铝这两种硬脆材料发生更多脆性破碎现象,材料去除体积增大,单颗磨粒划擦陶瓷工件时的微观磨削平面随着脆性材料剥落的增加而持续变化,导致磨削过程不稳定,AE信号波动增大离散程度增大,所以AE信号的标准差增大.
两种陶瓷材料的AE信号特征值的增长趋势不同:氧化锆的AE信号均方根有效值、最大幅值、标准差等特征值的变化速率会随材料划痕去除体积的增加从迅速增大到缓慢增大;而氧化铝的AE特征值增长曲线更平缓,变化速率会随材料去除体积的增加而略微增大. AE信号均方根有效值、最大幅值等与AE信号能量密切相关,陶瓷磨削中材料塑性去除的声发射信号能量一般比材料脆性去除的声发射信号能量大. 从陶瓷材料的力学性能推测,氧化锆陶瓷材料在划擦深度小即去除体积小时以塑性去除为主,由图5可见PSZ陶瓷去除体积开始从154 971(μm)3增加到346 441(μm)3时,AE信号均方根有效值从0.082 4 V增加到0.216 3 V,AE信号能量增大迅速;而在划擦深度增大到一定值后,图5中可见当PSZ去除体积从2 575 363(μm)3增加到4 049 789(μm)3时,PSZ陶瓷材料的脆性破碎去除量增加,AE信号有效值仅从0.278 4 V稍微增加到0.289 4 V,即AE能量增加较小. 而氧化铝陶瓷脆性较大,分析可知氧化铝磨削陶瓷塑脆转变的临界切深小于本试验磨床设置的最小磨粒切深3 μm,所以磨粒划擦氧化铝陶瓷表面因脆性去除为主而引起材料破碎剥落,所以由图6可见AE信号有效值即AE能量平稳增大.
3 AE时间序列建模与分析
单颗金刚石磨粒划擦氧化铝和氧化锆的AE信号是非常复杂的非平稳随机过程的信号,但可以认为AE信号是时间序列[14],采用时间序列自回归AR(Auto Regressive)模型对其进行建模,AR(n)模型的表达式为:
式中:n为模型的阶数;xt为时间序列的当前值;φi(i = 1,2,…,n)为自回归特征参数.
在AR模型中,数据xt与xt - 1到xt - n这n个数据和一个基于当前时刻的白噪声αt相关,其线性组合即是xt[15]. 相应的AR 模型可以表征单颗金刚石磨粒划擦陶瓷在不同材料去除体积下的AE信号特征[14].
使用最小信息准则AIC[14]对试验中采集的陶瓷单颗磨粒划擦AE信号进行AR(n)模型阶数判断,分析确定模型的阶数n为2,即式(1)为AR(2):
xt = at + φ1 xt - 1 + φ2 xt - 2 (2)
对式(2)中时间序列AR(2)模型的特征参数φ1和φ2数值进行计算,AR模型的特征参数由MATLAB软件中的最小二乘估计函数算法[15]得到,图7、图8是氧化锆和氧化铝的单颗磨粒划擦AE信号的AR(2)模型中的特征参数随材料去除体积增加的趋势图.
由图7、图8可知,当这两种陶瓷材料单颗磨粒划痕去除体积增大时,其AE信号的AR(2)模型的特征参数φ1和φ2都单调变化. 对比单颗磨粒划擦两种陶瓷的AE信号的特征值变化图5与图6,由于φ1为负值,考虑其绝对值,可以发现φ1的绝对值和φ2随陶瓷材料去除体积增大而增大的关系与单颗磨粒划擦陶瓷的AE信号特征值的增长趋势相似. 同时发现单颗磨粒划擦陶瓷AE信号的AR(2)模型的特征参数的数值大小与陶瓷材料划痕去除体积数值大小之间有一定的对应关系.
应用MATLAB软件中的compare函数对陶瓷的单颗磨粒划擦AE信号与对应的 AR(2)模型的相似度进行比较. 图9和图10是氧化锆和氧化铝的单颗磨粒划擦AE信号与AE信号的时间序列AR(2)模型的对比结果,其中图9(a)和10(a)是AE时域信号,图9(b)和10(b)是根据AE信号构建的时间序列AR(2) 模型. 可见这些AR(2)模型和原始AE信号的相似度都在97%以上[13],说明AE信号的AR(2)模型包含原始AE信号中几乎全部信息. 由于时间序列AR(2)模型与AE信号密切相关,可以认为建立
的AE信号的时间序列AR(2)即是单颗磨粒划擦陶瓷AE信号的等价模型. 基于时间序列模型的性质[14],可以通过AE信号时间序列自回归AR(2)模型来对单颗磨粒划痕工程陶瓷过程中的材料去除体积进行在线监测.
4 結 论
1)单颗金刚石磨粒划擦工程陶瓷表面创建的声发射监测试验中,氧化锆的声发射信号主频为6~15 kHz,氧化铝的声发射信号主频为10~15.5 kHz. 随着单颗磨粒划痕陶瓷去除体积的增加,其声发射信号在低频段的信号能量占比增加. 发现声发射信号均方根有效值、频谱最大幅值和标准差随着材料去除体积的增加而增大的变化趋势不同,氧化锆的声发射信号特征值的增长速率会随材料去除体积的增加从迅速增大到逐渐缓慢增大,而氧化铝的声发射信号特征值变化速率会随材料去除体积的增加整体平缓增大. 声发射信号的特征值大小都与其对应的单颗磨粒划擦陶瓷材料去除体积大小有一定的关系,这就为单颗金刚石磨粒划擦陶瓷表面创建的声发射在线监测奠定了基础.
2)单颗金刚石磨粒划擦陶瓷的声发射信号的时间序列自回归AR(2)模型可以代表其对应的声发射信号. 时间序列自回归AR(2)模型特征参数的绝对值与划痕去除体积之间都有单调递增的关系,且增大趋势与其对应的声发射信号特征值的增长趋势相似;单颗磨粒划擦陶瓷声发射信号的时间序列自回归AR(2)模型的特征参数大小与陶瓷材料去除体积之间有一定的关系. 可以通过AE信号时间序列自回归AR(2)模型来对单颗金刚石磨粒划擦陶瓷过程中的材料去除体积进行在线监测.
参考文献
[1] 胡吉雄,姜晨,郎小虎. 基于声发射信号k9光学玻璃划痕形貌及粗糙度预测[J]. 电子科技,2020,33(3):26—32.
HU J X,JIANG C,LANG X H. k9 glass squeaking acoustic emission signal scratch profile and roughness prediction[J]. Electronic Science and Technology,2020,33(3):26—32. (In Chinese)
[2] 吴海勇,黄辉. 金刚石磨粒划擦Ta12W的声发射特征与建模[J]. 润滑与密封,2018,43(7):96—101.
WU H Y,HUANG H.Acoustic emission characteristics and modeling for diamond abrasive grit scratching on Ta12W[J]. Lubrication Engineering,2018,43(7):96—101. (In Chinese)
[3] 贺勇. 单颗金刚石磨粒划擦SiC的实验研究[D]. 厦门:华侨大学,2014:33—51.
HE Y. Study on SiC scratching with single diamond grain [D]. Xiamen:Huaqiao University,2014:33—51. (In Chinese)
[4] 吴海勇.单晶金刚石磨粒机械磨损声发射关联维特征研究[J]. 人工晶体学报,2019,48(1):54—59.
WU H Y. Correlation dimension characteristics of acoustic emission for the mechanical wear of single crystal diamond abrasive grit[J].Journal of Synthetic Crystals,2019,48(1):54—59.(In Chinese)
[5] GRIFFIN J M,TORRES F. Dynamic precision control in single-grit scratch tests using acoustic emission signals[J]. The International Journal of Advanced Manufacturing Technology,2015,81(5/6/7/8):935—953.
[6] TORRES F,GRIFFIN J. Control with micro precision in abrasive machining through the use of acoustic emission signals[J]. International Journal of Precision Engineering and Manufacturing,2015,16(3):441—449.
[7] MEI Y M,YU Z H,YANG Z S. Experimental investigation of correlation between attrition wear and features of acoustic emission signals in single-grit grinding[J]. The International Journal of Advanced Manufacturing Technology,2017,93(5/6/7/8):2275—2287.
[8] PERFILYEV V,LAPSKER I,LAIKHTMAN A,et al. Scratching of copper and silicon:acoustic emission analysis[J].Tribology Letters,2016,65(1):1—10.
[9] GRIFFIN J M. Traceability of acoustic emission measurements for micro and macro grinding phenomena-characteristics and identification through classification of micro mechanics with regression to burn using signal analysis[J]. The International Journal of Advanced Manufacturing Technology,2015,81(9/10/11/12):1463—1474.
[10] DIAS E A,PEREIRA F B,RIBEIRO FILHO S L M,et al. Monitoring of through-feed centreless grinding processes with acoustic emission signals[J]. Measurement,2016,94:71—79.
[11] PLAZA E G,CHEN X,OUARAB L A. Abrasive feature related acoustic emission in grinding[C]//2019 25th International Conference on Automation and Computing (ICAC). Lancaster,United Kingdom:IEEE,2019:163—168.
[12] 郭力,王偉程,郭君涛. 磨粒变切深划擦陶瓷声发射及其时间序列建模[J]. 湖南大学学报(自然科学版),2020,47(2):67—77.
GUO L,WANG W C,GUO J T. Characteristics of acoustic emission signal due to diamond grit scratching on engineering ceramics and its time series modeling[J]. Journal of Hunan University (Natural Sciences),2020,47(2):67—77. (In Chinese)
[13] 王伟程. 单颗磨粒划擦陶瓷声发射监测的研究[D]. 长沙:湖南大学,2019:14—54.
WANG W C. Acoustic emission monitoring study of single grit scratching ceramic[D]. Changsha:Hunan University,2019:14—54. (In Chinese)
[14] 吴海勇,黄辉. 金刚石磨粒变切深划擦无氧铜的声发射及其时间序列建模[J]. 声学技术,2017,36(2):99—103.
WU H Y,HUANG H. Characteristics of acoustic emission signal due to diamond grit scratching on oxygen free copper and its time series modeling[J]. Technical Acoustics,2017,36(2):99—103. (In Chinese)
[15] 杨叔子,吴雅,轩建平. 时间序列分析的工程应用[M]. 第2版.武汉:华中科技大学出版社,2007:10—45.
YANG S Z,WU Y,XUAN J P.Time series analysis in engineering application[M]. 2nd ed. Wuhan:Huazhong University of Science and Technology Press,2007:10—45. (In Chinese)
收稿日期:2020-09-04
基金项目:国家自然科学基金资助项目(51475157),National Natural Science Foundation of China(51475157)
作者简介:郭力(1964—),男,湖南益阳人,湖南大学教授,博士
通信联系人,E-mail:guolihnu8@163.com
