一种用于焊缝打磨的多功能小型磨挫机头设计
2021-09-26吴洪武邝欲光李志强黄沛杰魏文浩
吴洪武,邝欲光,杨 溢,李志强,黄沛杰,魏文浩
(1.德尔玛(珠海)焊接自动化技术有限公司,广东珠海 519000;2.东方电气(广州)重型机器有限公司,广州 511455)
0 引言
锅炉作为一种压力容器,具有焊接工作量大、焊缝质量要求高、焊接钢板厚、焊缝表面需要平整等特点[1],用于锅炉产品的钢管因其厚度较厚,一般通过钢板卷圆后对接并焊接而成,锅炉属于压力类容器,焊接后的钢管需要能够承受一定的压力,为了保证对接焊缝的焊接效果,需要对接口处进行双面开坡口焊接的方式,如图1 所示,在钢管外侧焊缝完成焊接后,需要对钢管内侧进行清根,并在钢管内侧焊缝焊接完成后对焊缝表面进行打磨工作,由于对焊缝质量要求比较高,锅炉产品的焊缝质量直接反映出一个国家焊接水平的高低,因此,世界各国在锅炉行业均投入了大量的人力物力,不断开发并更新自动化焊接设备,不断改进并优化工艺方法等[2]。

图1 钢管双面剖口
近年来,随着我国从国外引进大量先进焊接自动化生产设备及技术,我国锅炉行业整体焊接水平得到大大提升[3],已由传统的人工作业模式提升为半自动化作业模式,其中部分工作量繁重的工序已实现全自动化,如图2所示的焊接操作架[4]匹配焊接机器人,即可完成纵向焊缝的焊接工作,在此基础上再增加1 台联动的焊接滚轮架,即可实现筒体的环向焊缝的焊接工作;焊接操作架匹配磨挫机头(图3),即可完成纵向焊缝的清根及打磨工作,在此基础上再增加一台联动的焊接滚轮架,即可完成筒体的环向焊缝的清根及打磨工作;焊接自动化设备的使用,不仅降低了操作工人的劳动强度,也提高了焊缝的焊接质量,我国几个大型锅炉厂均已不同程度地投入焊接自动化设备。

图2 焊接操作架匹配焊接机器人
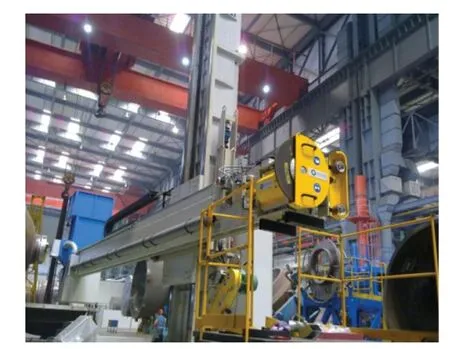
图3 焊接操作架匹配磨挫机头
磨挫机作为主要的焊接自动化生产设备,主要由焊接操作架和磨挫机头组成,近年来我国虽然引进或自主生产了多个型号的磨挫机,实现了焊缝清根及打磨的自动化作业[5],但其主要工作对象为直径2 m以上的筒体[6];对于直径小于2 m 的筒体,虽然操作架可以进入,但由于现有磨挫机头结构尺寸较大[7],仍无法进入筒体内进行清根及打磨作业,如图4 所示。目前小直径钢管内侧只能通过人工手持打磨机进行清根及打磨工作,狭小的钢管内进行打磨作业过程中产生的烟雾和粉尘较多且难以扩散,对作业人员的身心健康产生了极大危害,同时作业过程中产生的粉尘和烟雾造成工人的可视度低,严重影响了操作人员的效率及打磨质量,随着国内人工成本的增加以及操作人员对降低劳动强度和改善工作环境的渴望,未来几年,我国大中型锅炉企业的小直径钢管内焊缝打磨将也将全部实现全自动化作业。
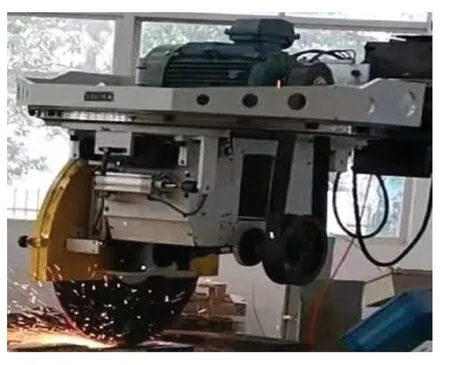
图4 中大型磨挫机头
本项目的客户为国内某大型锅炉厂,该项目的钢管直径为850 mm,钢管厚度为80 mm(图1),要求磨挫机头能进入该直径钢管内作业,客户虽有多套已投入生产使用的磨挫机,除了焊接操作架能够进入该直径钢管内外,全部磨挫机头均无法进入,故需要重新开发一款全新的多功能磨挫机头,可以通过砂轮完成该直径管内外的焊缝清根及打磨工作,也可通过砂带完成管外的焊缝打磨工作,兼具一机多功能;同时要求作业过程中自动识别焊缝并纠偏,无需人工干预。本文从磨挫机头的结构设计入手[8],通过机械设计与计算[9],攻克了结构尺寸受限、砂轮砂带如何切换实现多功能作业的诸多难题,在设计过程中采用仿真运动分析计算[10],从理论上验证了设计的可行性,产品制造完成后进行了打磨作业试验,达到了预期的设计效果,产品交付后使用良好。
1 磨挫机头主要机构的设计
磨挫机头主要机构由动力机构、传动机构、上下浮动机构、左右浮动机构、砂轮机构、砂带机构等组成,如图5 所示。
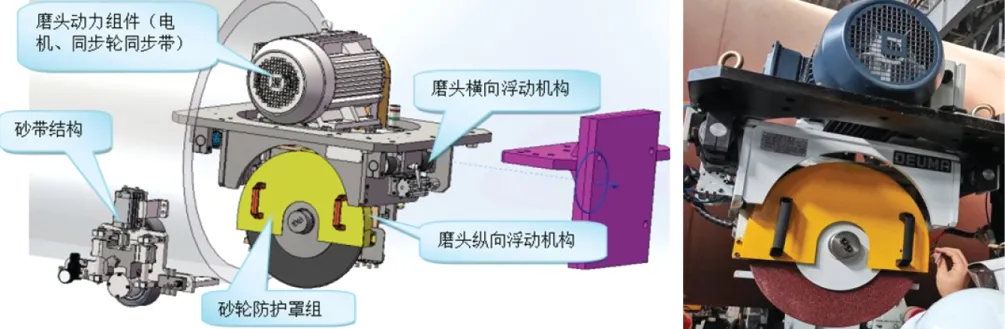
图5 磨挫机头主要组成机构
1.1 动力机构
动力机构由电机驱动,通过同步皮带、同步轮来实现转速及扭矩的传递,如图6 所示,达到焊缝打磨及清根所需要的转速及扭矩,同时为了确保设备的安全,当砂轮/砂带打磨过程中出现较大阻力时,皮带过载将会以断裂的形式体现,防止由于操作失误或设备老化等因素产生相应的安全性问题。

图6 动力机构
1.2 上下浮动机构
上下浮动机构由气缸、直线轴承、导轨及相关机械部分等组成,如图7 所示,其主要作用是在磨锉机工作时,如遇焊疙瘩或者其他不平整凸点,可通过该上下浮动机构的气缸进行缓冲,以免损坏砂轮,同时可以设定气缸的气压值,通过一定的气压值实现磨削机构自动下压,实现打磨深度的连续性及自动化,有利于磨削的均衡平稳进行。
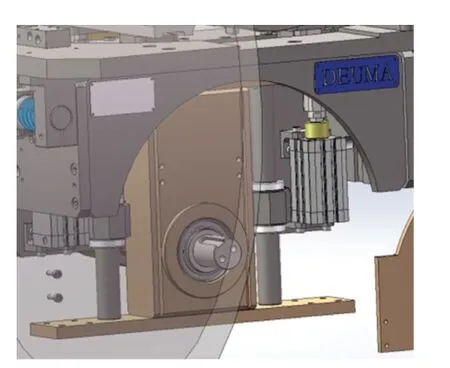
图7 上下浮动机构
1.3 左右浮动机构
左右浮动机构由可调气缸和相应锁紧装置组成,如图8 所示,其目的在于进行焊缝清根时,如遇到侧向位置不正(尤其是在没有使用配合防串滚轮架的情况下),砂轮受轴向力时可以自动随焊缝偏移方向行走,避免砂轮卡死或出现危险;需要固定磨削时,则锁紧机构锁紧,让磨头磨削轨迹不发生偏移,确保磨削掉多余的焊渣。

图8 左右浮动机构
1.4 传动机构
磨挫机在作业过程中,由于有上下浮动机构,因此要求传动轴必须具备长度可调节的功能,磨挫头在上下浮动时传动轴可随动,原有常规的传动轴采用内花键插入式十字轴的结构形式,如图9 所示,但由于传统十字轴长度尺寸较大,而现有850 mm直径钢管的尺寸过小,无法满足尺寸要求,因此该十字轴联轴器采用平行轴联轴器替代,如图10 所示,替代后的联轴器不仅使传动机构更加紧凑,同时也满足磨挫机头上下缓冲时照常传递动力。

图9 内花键插入式十字轴

图10 平行轴联轴器
1.5 砂轮机构
砂轮机构主要由砂轮、砂轮保护罩组成,如图11 所示,砂轮高速旋转过程中与钢材/焊缝表面接触,进而进行切割磨削,砂轮采用防裂碎砂轮,打磨作业过程中砂轮呈粉末状消耗,不会产生大块碎裂飞溅造成安全事故。

图11 砂轮机构
1.6 砂带机构
砂带机构主要由砂带、砂带保护罩、张紧轮、偏摆机构组成,如图12 所示,砂带机构主要用于表面焊缝的打磨及金属表面的抛光,由于砂带具有柔性,因此安装后需要通过张紧轮进行张紧,同时在高速转动过程中,砂带会偶有偏移,故需要通过偏摆机构进行调整,当砂带往外侧跑偏,则逆时针旋转调节螺丝,反之同理,确保砂带处于中心位置。

图12 砂带机构
2 磨挫机头多功能的设计
2.1 砂轮纵向/横向切换功能
本设备具有纵向、横向切换的功能,默认安装模式为纵向安装,即砂轮可进行纵缝的打磨及清根,如需要进行筒体的环封打磨及清根时,磨挫头与连接板的连接处选择旋转90°连接,具体步骤如图13 所示。
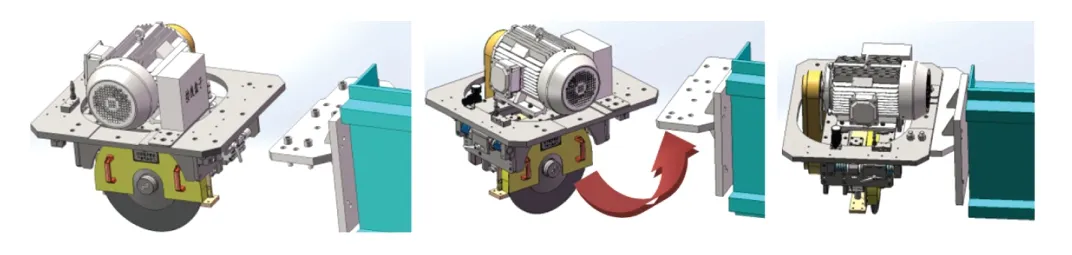
图13 砂轮横向/纵向切换步骤
2.2 砂轮/砂带切换功能
该设备具有砂轮、砂带作业的功能,可根据不同部位的需要,进行砂轮及砂带的切换,一机多用途,主要步骤如下:
(1)拆卸砂轮及砂轮保护罩,如图14 所示;
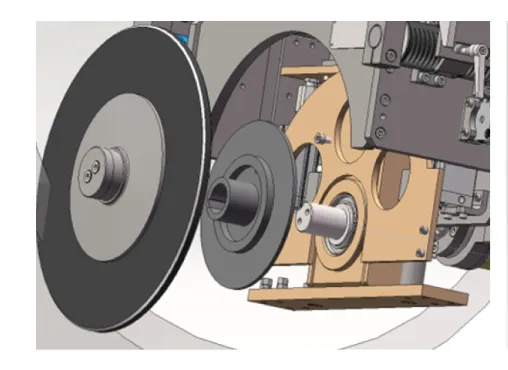
图14 拆卸砂轮及砂轮保护罩
(2)安装砂带轴套及砂带接触轮,如图15 所示;

图15 安装砂带轴套及砂带接触轮
(3)安装砂带结构两侧支撑板,用螺丝固定暂不拧紧,如图16 所示;
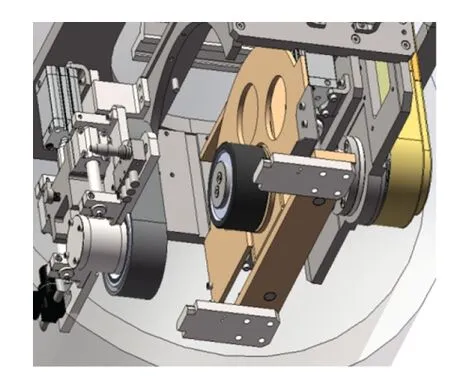
图16 安装砂带支撑板
(4)安装砂带,砂带结构与砂带匹配后,连接支撑板并拧紧所有螺丝,完成安装,如图17 所示。
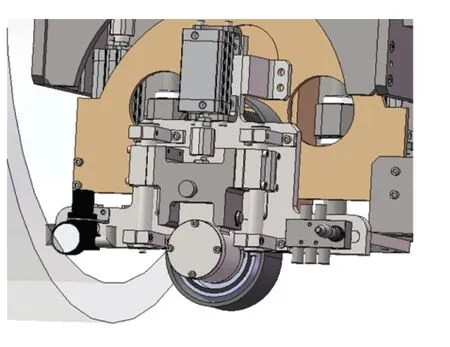
图17 安装砂带
2.3 视觉系统功能
工业电视监控系统用于远距离观察打磨状况,对工件打磨过程进行可视化监控,操作人员不用靠近打磨工作区域进行操作,有效地防止在打磨过程中粉尘烟雾对人眼睛的影响。监控系统由1 只彩色CCD 摄像机、可调焦变焦镜头、辅助照明装置、视频电缆和1 台彩色监视器组成,如图18 所示,1 只摄像机安装在操作机位置位置,方便从不同角度观察,且位置可调,视觉数据通过数据线传输至处理器,并通过显示系统实时显示视觉界面。
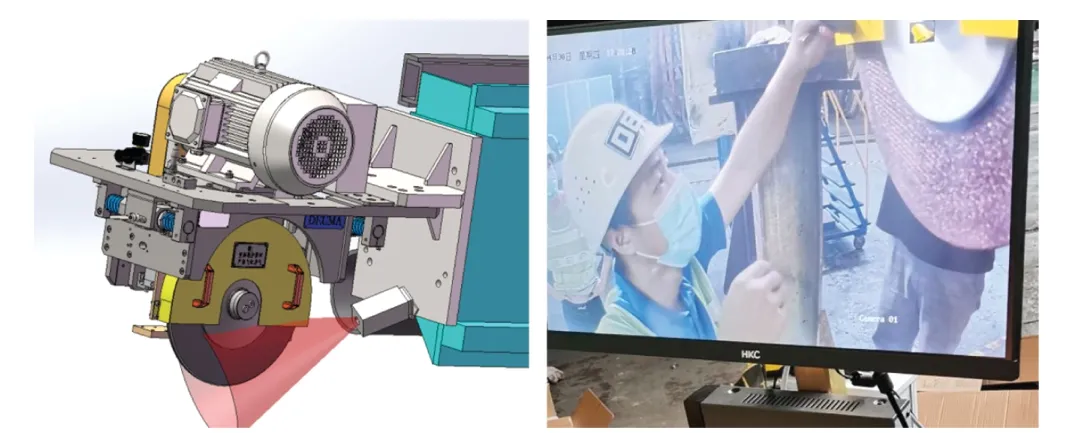
图18 视觉系统
3 结束语
该磨挫机头的研制实现了小管径钢管内焊缝打磨及清根的全自动化,将操作人员彻底从繁重的劳动中解放出来,大大提高了工作效率和工作质量;视觉系统的应用,让操作员不再近距离接触作业过程中的粉尘和烟雾,在远端通过视觉系统观察即可清晰了解实时工作情况,确保了操作人员的身心健康;可根据需要进行砂轮/砂带切换的多功能,实现了一机多用途,不再需要分别配置砂轮磨挫机头和砂带磨挫机头,降低了设备成本;该设备现场已实际使用半年多,暂未出现任何故障,作业效率满足了其生产要求,作业质量亦高于预期,得到客户的好评,达到了预定的设计效果,具有良好的经济效益。
