宽内圈双列角接触球轴承轴向游隙测量方法
2021-09-26陈太平
陈太平
(中山市盈科轴承制造有限公司,广东中山 528437)
0 引言
双列角接触球轴承能承受较大的径向负荷为主的径向和轴向联合负荷和力矩负荷[1],限制轴的两方面的轴向位移,广泛应用于航天、航空和高铁等领域。而宽内圈双列角接触球轴承不旦拥有上述特点,而且由于内圈凸出,在有些地方安装更方便,所以近年来应用也越来越广。双列角接触球轴承运转时的轴向游隙大小对轴承的滚动疲劳寿命、温升、噪声、振动等性能有很大的影响,所以必须进行控制,即在轴承的生产过程中100%进行轴向游隙测量。一般普通的双列角接触球轴承的轴向游隙都可在测量仪X194 专用量仪上测量[2],但该仪器对于宽内圈双列角接触球轴承来说却无法测量,目前在各种文献上也未见到有好的测量方法,本文通过对宽内圈双列角接触球轴承的外形尺寸和轴向游隙测量仪X194 的分析,提出了一套宽内圈双列角接触球轴承轴向游隙测量的解决方案,可实现在线100%检测宽内圈双列角接触球轴承的轴向游隙,从而使该类轴承的轴向游隙的合格率得到保证。
1 现状
在轴承的生产过程中,一般双列角接触球轴承由于内圈与外圈宽度基本一致,可在轴向游隙测量仪X194 上测量,如图1所示。该仪器测量原理如图2 所示,4 为被测轴承,在上外垫块3 和下外垫块8 共同作用下可使轴承外圈固定不动,上内垫块9 和下内垫块5 夹住轴承内圈并在负荷块1 和负荷块7 作用下可作上下移动,首先转动凸轮2 使负荷块1 松开,在负荷块7作用下整体向上移动,然后转动凸轮2 使负荷块1 通过顶杆10向下加上负荷,此时在负荷块1 作用下整体向下移动,上下移动量就是轴承轴向游隙,通过千分表6 可读出游隙值。

图1 轴向游隙测量仪

图2 测量原理
但对于宽内圈双列角接触球轴承例如KR5202A-2RS/ ZH,如图3 所示,由于内圈比外圈宽度宽40 mm,无法在该仪器上测量,原因有两点:(1)仪器上外垫块3 无法固定外圈,因为内圈和外圈不等宽,仪器先压住内圈,但上外垫块3 是悬空的,无法接触到外圈;(2)由于轴承内圈超长,使轴承超出了仪器能放入产品的高度,因而轴承根本放不进去。

图3 KR5202A-2RS/ ZH轴承
碰到宽内圈双列角接触球轴承轴向游隙测量时,一般工厂都采用手推法,如图4 所示,先固定外圈,用手上下推动内圈,内圈的移动量就是轴向游隙,用千分表可进行读数。该方法测量准确度低,同时测量效率也很低。
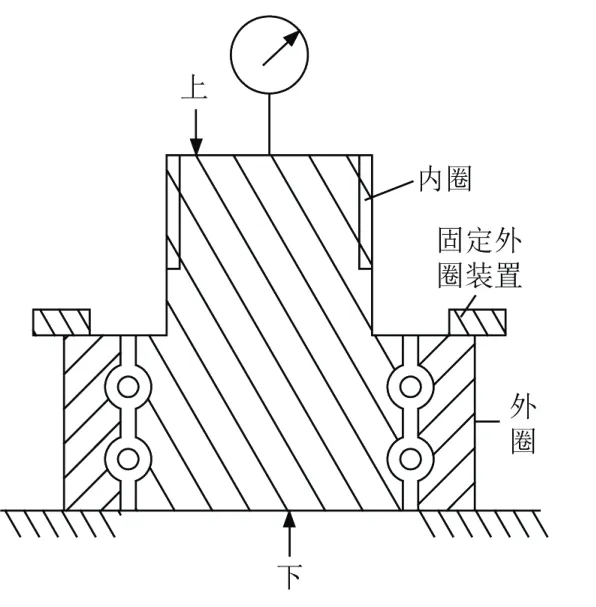
图4 手推法测量
2 测量方法
2.1 改进仪器X194
由于该类宽内圈双列角接触轴承比较高,超出了仪器X194能放入产品的高度,于是对仪器进行改进。具体为:对图5 所示的凸轮进行改进,使凸轮总体加长,如图6 所示,这样可使仪器上下移动的距离加大,从而增加放入产品的高度。如图所示,把凸轮L由35 mm增加到65 mm,这样能使测量工件的高度可增加30 mm左右。

图5 原仪器

图6 改进后仪器

图7 凸轮件
2.2 设计制造附件
(1)设计附件
找到需要测量的轴承的参数:轴承外圈高度为H1,外圈外径为D1,外圈内径为d1,内圈高度为H2。经计算可得:附件的高度H=H2-H1;附件的外径D=D1;附件的内径d=d1。
设计的附件如图8 所示。

图8 附件
(2)制造附件
按图8 所示加工附件,该附件的平行差是关键参数,不能超过0.002 mm。
2.3 测量
把加工好的附件套入轴承中,如图9 所示,这样加入附件后的轴承内圈和外圈就等高,可以同正常轴承一样放入X194仪器上测量。
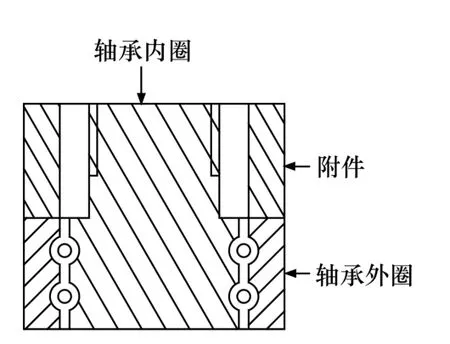
图9 附件套入轴承
3 测量方法验证
对于双列角接触球轴承的轴向游隙,计算公式为[3-4]:

式中:Ga为轴向游隙;Ae为外圈沟心距;Ai为内圈沟心距;Re为外沟曲率半径;Ri为内沟曲率半径;Dw为钢球直径;α为接触角。
验证的方法:抽取轴承的内、外圈在专用仪器上对Ae、Ai、Re、Ri进行测量,测量后用合适规值的钢球进行合套[5-6],合套后在轴承接触角测量仪上测量接触角α,然后用公式计算出理论轴向游隙Ga(理论游隙),将合套好的轴承在改进的X194上测量实际的轴向游隙Ga(实测游隙),进行比较,可知测量方法正确与否。今在生产现场抽取KR5202A-2RS/ ZH(轴承外形如图3)内圈和外圈各10 件,在专用仪器上检测各个套圈的Ae、Ai、Re、Ri并作好记录,同时该10 套轴承全部用规值为0的钢球(球直径为5.556 mm)进行合套,合套后测量轴承接触角α,最后在改进后的X194 测量仪上测量轴向游隙Ga[7-8],具体数据如表1 所示。由表可知,理论游隙与实测游隙的误差全部在0.002 mm以内,满足图纸技术要求,说明此测量方法可靠,可用于批量生产。
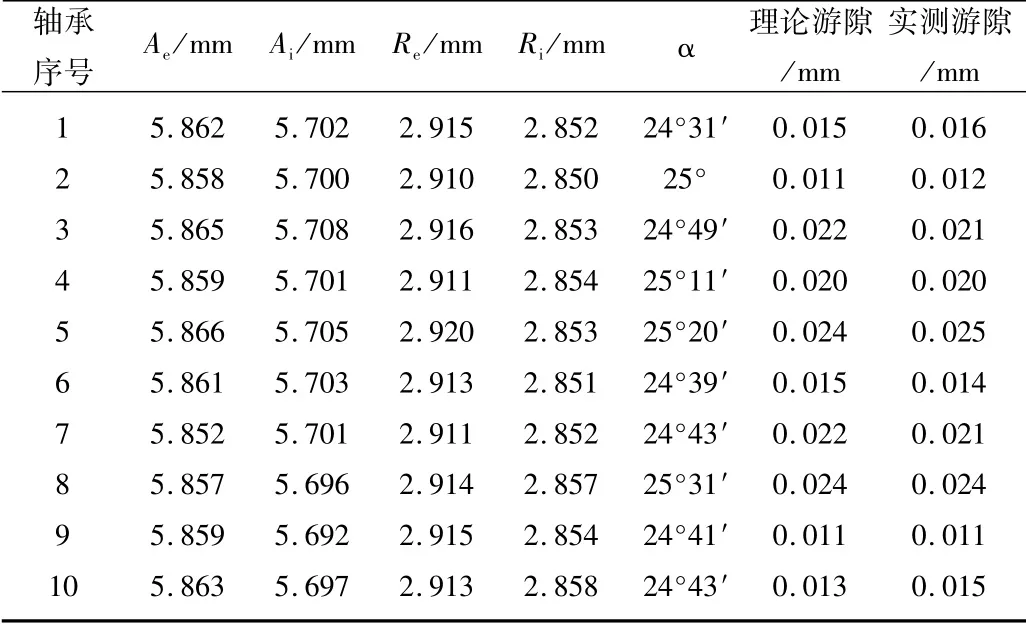
表1 理论游隙和实测游隙对照表
4 结束语
宽内圈双列角接触轴承的轴向游隙的测量在行业内没有好的测量方法,甚至有些单位还在用原始的手推法测量,精度低。针对此问题,本文基于对宽内圈双列角接触轴承和轴向游隙测量仪X194 的分析,提出了一套新的测量方法,该测量方法原理清晰,测量结果准确,并且测量精度高,示值误差可以精准到± 0.002 mm,同时测量效率也比原始的手推法高,说明该测量方法对宽内圈双列角接触轴承的轴向游隙的测量是一套很好的解决方案。通过生产现场3年多的验证,生产出来的产品质量稳定,得到了客户认可,所以该测量方法可满足批量生产时测量的需求,并且在轴承行业中具有极大的推广价值。
