轿车车门高强度钢制防撞杆热处理工艺与性能的实验研究
2021-09-26夏晓宇韦汉伟
夏晓宇,韦汉伟,王 申
(广州丰东热炼有限公司, 广州 510880)
0 引言
汽车车门用的防撞杆是保证驾乘人员安全的重要零部件,安装在侧门内,其力学性能决定了车辆发生侧面碰撞时驾乘人员受保护的程度。当车辆在发生侧面撞击时,防撞杆弯曲吸收撞击能量,故防撞杆的刚性不能太强,以保证发生撞击时的瞬间不会给驾乘人员造成加速度伤害。当防撞杆弯曲到一定程度后仍需要能保持一定的抗压强度,保证侵入量不会给驾乘人员造成二次损害;此外,当防撞杆弯曲到侵入量停止时,其受力弯曲部位不得出现断裂分离以防止刺伤驾乘人员。
随着汽车行业的发展,防撞杆已经成为现代轿车的必要配备之一,其需求量不断上升。高强度钢由于其优异的力学性能,在汽车行业得到了广泛的应用。目前,被广泛使用的热成形冲压钢主要有Arcelor 钢铁公司的USIBOR1500,瑞典SSAB 公司的Domex 系列热轧可淬火钢如20MnB5、22MnB5、27MnCrB5、37MnB4 等[1-3],国内如宝 钢集团的BR1500HS 钢等,这些高强钢经热成形处理后,不仅其力学性能明显优异于普通钢材,而且可以有效降低钢材的使用量,符合当前汽车轻量化的发展需要[4]。此外,利用国产材料代替进口材料,实行材料国产化,在保证质量的前提下有利于降低汽车整车成本。BR1500HS 钢是中国宝钢集团生产的热轧酸洗高强钢,作为国内材料的防撞杆的一般用材,已有实验数据[5-11]表明,其热处理后的各项指标均能达到防撞杆的使用标准。本文通过对汽车车门防撞杆连续高频淬火机的参数进行设定及实验数据分析,对热处理后防撞杆的硬度及力学性能进行研究。
1 实验材料及设备
1.1 实验材料及规格
实验材料为中国宝钢集团生产的酸洗高强钢板BR1500HS,主要化学成分如表1所示。通过冷轧加工后焊接形成圆管状,再通过激光切割设备将其截断,其规格如表2所示。

表1 BR1500HS高强钢板化学成分的质量分数

表2 实验对象材料及规格
1.2 实验要求
防撞杆的淬火范围要求如图1 所示。热处理后的淬火范围,硬度要求为:450~570 HV1.0。热处理后的三点弯曲力学性能要求如表3所示。

图1 轿车车门防撞杆的淬火范围

表3 三点弯曲要求实验对象力学性能要求
1.3 实验设备
采用高频DIB 连续淬火专用设备进行实验,设备的运行是通过推动管身产生轴向移动,同时管身需要圆周回转,经过高频感应连续加热淬火,设备实验加工过程如图2所示。设备电源参数及设定参数如表4所示。
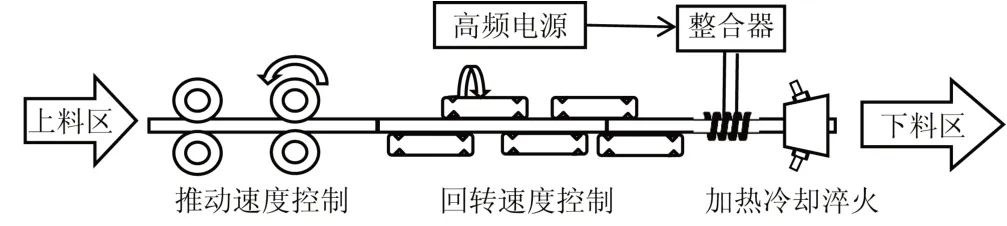
图2 设备实验加工过程
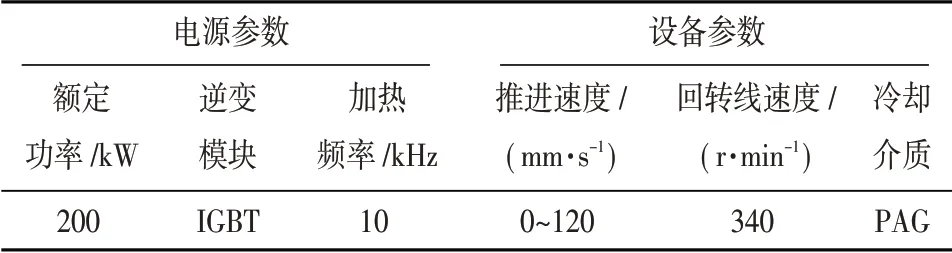
表4 设备电源参数列表
2 实验结果与分析
2.1 测试推进速度与输出功率对淬火硬度的影响
工件回转速度及冷却条件等其他设定参数不变,在120 mm/s、110 mm/s、105 mm/s 和100 mm/s 的 推 进 速 度 下,验证淬火硬度满足设计要求的最小输出功率或加热电压,淬火后的防撞杆试样切取中间部分,对其硬度梯度进行多点测量。测量方法如图3所示,各推进速度下的各位置硬度及硬度梯度的测量结果如图4所示。
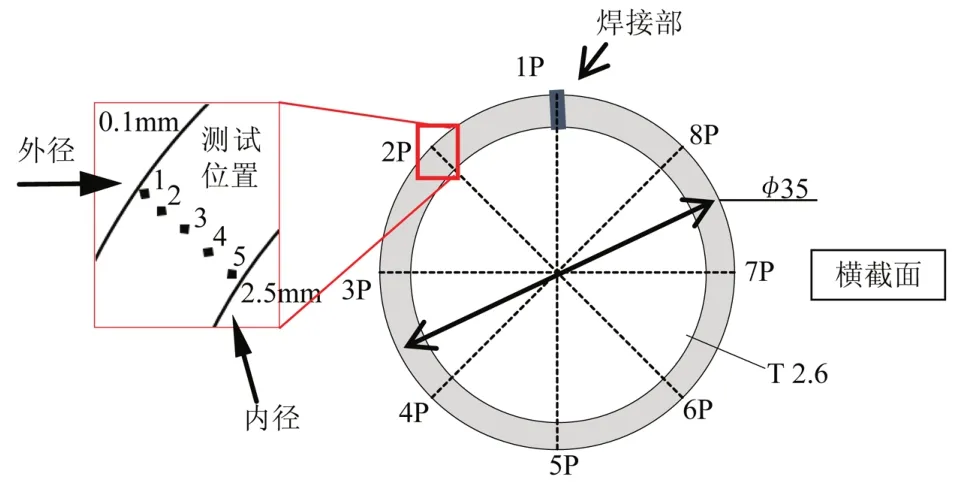
图3 硬度检测位置及点分布
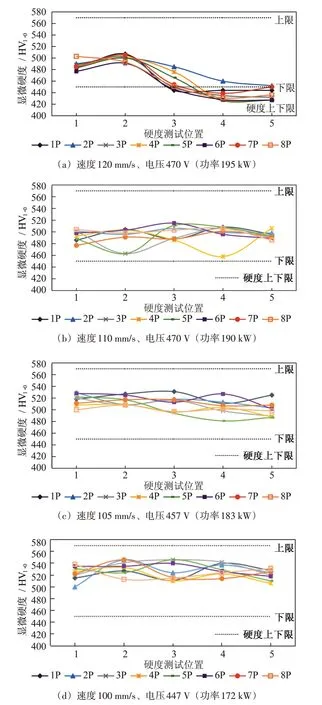
图4 不同推进速度、不同淬火加热电压(功率)条件下的淬火硬度
根据实验结果可知,图4(a)实验样品的淬火硬度值由外向内逐渐降低,淬火梯度硬度值离散,且有些点已经低于工件硬度要求的下限。据图5所示的内部淬火金相组织,推测在此推进速度下,防撞杆连续加热淬火过程中,内部局部区域未能完全奥氏体化导致硬度低于要求。图4(b)淬火硬度梯度值虽在要求范围内,但有局部的硬度值接近下限,据此,推进速度120 mm/s、110 mm/s为不合适的条件。图4(c)和图4(d)实验样品的淬火硬度值数据分布相对集中,均在硬度要求的中限,故推进速度105 mm/s、100 mm/s 均可作为合适的实验条件。

图5 推进速度120 mm/s,淬火硬度异常位置的内部金相组织
从图4(b)~(d)的实验数据,对于本次实验的防撞杆,在得到合格淬火硬度时,推进速度与加热电压(电源输出功率)呈线性关系,如图6所示,位于斜线的右上方(含斜线)为完全淬火组织区域,在斜线的左下方为未完全淬火组织区域。据图6可推演出90 mm/s推进速度时,淬火硬度合格的加热电压为425 V。
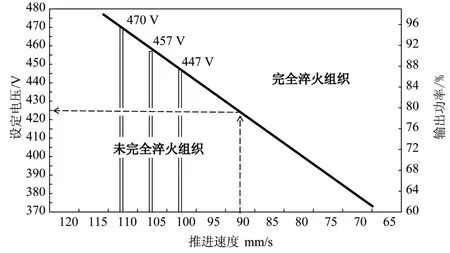
图6 推进速度与加热电压的关系
2.2 完全淬火组织中的研究
在105 mm/s 的推进速度,其他设定条件不变,伴随加热电压上升时,硬度及硬度梯度、三点弯曲力学性能的变化实验。本次实验DIB 设备的电压控制精度为±1.5 V 以内,为了每个条件的加热电压实际输出功率不重叠,每个条件中的设定电压必须间隔在3 V 以上。则加热电压457 V、460 V、463 V、466 V、469 V、473 V、475 V 共7 组实验,分别经过高频加热淬火和180 ℃箱式回火后,各测量5根试样的三点弯曲数据如图7所示。
根据各组数据的对比分析,从设定的电压457~475 V,其三点弯曲数值均达到各规格范围值要求,试样间各数据的数值波动相对稳定。从图7 中加热电压从457 V 上升到472 V时,伴随加热电压的上升在力学性能呈线性变化,475 V时其三点弯曲的吸收能量、最大压力值、开始角度均低于其他加热电压的数据。

图7 7组条件的三点弯曲数据
加热电压上升时回火后硬度的变化。检测7 组条件各5根,一根分前端、中端、末端3个横截面,前末端离端口各为60 mm 处的试样。其检测方法如图3 所示,每组共600 个点位。将硬度范围450~570 HV 均分6 个分段,每段间隔20 HV,该次硬度实验数据的分布情况,如表5和图8所示。
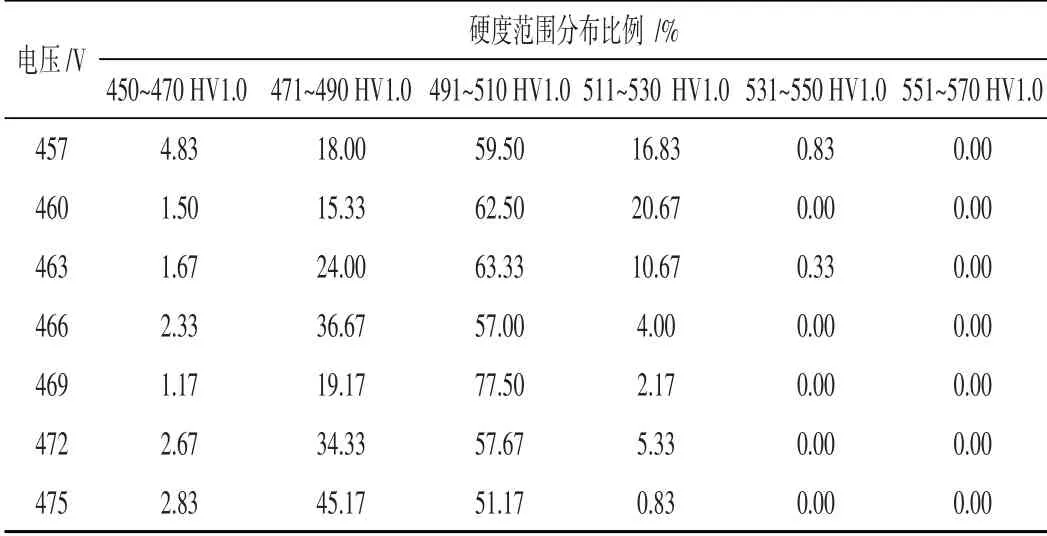
表5 7组条件回火后硬度范围分布情况
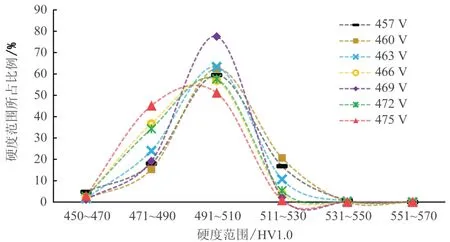
图8 回火后硬度范围分布情况直观图
根据表5 中的数据分析,回火后硬度大多分布在470~510 HV1.0 之间,呈不规则的正态分布,如图8 所示,出现471~490 HV1.0 的数值占比要比511~530 HV1.0 的数值占比高。随着加热电压上升,硬度均值反而会出现下降且分布图左移,当电压升高到475V(191 kW)时,硬度在491~510 HV1.0区间的分布比例下降,在471~490 HV1.0区间的分布比例上升。
结合图7~8,得出回火后的硬度加权值及力学性能伴随加热电压或输出功率的上升在某一加热电压区间呈线性变化,各点硬度数据呈不规则非对称的正态分布。
2.3 品质稳定性测试
高频淬火条件和回火条件均不变的前提下,取2.2所述的7组条件中间的3组条件,用30根试样进行稳定性、再现性实验,其硬度结果如表6所示,力学性能如图9所示。

表6 量产3组条件的硬度分布情况

图9 3组条件的三点弯曲数据
如表6、图9 所示,选择加热电压(463~469 V)区间,通过30 根试样的品质稳定性、再现性试验,防撞杆力学性能和硬度均稳定再现,其中加热电压466 V(输出功率185 kW)其力学性能及硬度最优。
3 结束语
本文通过对冷轧加工BR1500HS 高强度钢材的防撞杆高频淬火条件设定实验,得到如下3个结论。
(1) 得到完全淬火组织的推进速度和加热电压(功率)呈线性关系。因BR1500HS 钢管素材的规格壁厚(2.6 mm)较厚,若推进速度过快,则会导致管内壁未热透(加热温度不足),淬火后外壁能完全转化为马氏体,内壁未完成淬透,故内部有部分铁素体,导致硬度未能达到规格范围以内。
(2) 经过适当调控的连续感应加热淬火条件如钢管推进速度、高频电源的加热电压(输出功率),BR1500HS 高强钢钢管的硬度与力学性能完全满足设计要求,通过实验发现:防撞杆完全转变马氏体后,硬度及力学性能伴随加热电压或输出功率的变化,存在某一加热电压区间呈线性变化,各点硬度数据呈不规则非对称的正态分布。
(3) 在推进速度为105 mm/s,其他参数不变时,选择加热电压(463~469 V)或功率区间,通过30根品质稳定性、再现性试验,防撞杆力学性能和硬度均稳定再现,其中加热电压466 V(输出功率185 kW)其力学性能及硬度最优。
