基于机器人协同的复杂轴类零件多参数精密智能检测系统*
2021-09-26张颖敏刘俊杰列婉婷林海成
张颖敏,刘俊杰,列婉婷,林海成
(广州沧恒自动控制科技有限公司, 广州 510663)
0 引言
精密机器零件因为加工误差的存在,在一批产品中,总会有一些工件的产品参数超出公差范围而需要剔除,否则会造成质量问题,影响机器的性能甚至造成事故,因此需要进行抽检甚至全检。在中国大多数机械加工企业的加工现场,仍采用卡尺、千分表等传统量具进行手工抽检,出现超差再修调机床参数或刀具。这种传统的手工测量方法对操作人员的依赖性强、工人劳动强度大、效率低,更重要的是产品精度得不到保障,还可能产生很多的人为误差,这样就难以满足大批量、快节奏、高精度的产品检测要求。国内针对轴类零件的高精度自动化检测方面的设备非常少,目前已有的研究集中在轴类工件参数的检测技术上。文献[1-4]从硬件装置或软件检测方案上研究轴类参数自动检测系统,该系统检测轴类表面缺陷、阶梯轴各段尺寸等轴类零件多个指标进行检测,但仅限于独立的检测系统。文献[5-6]提出基于AUTOCAD 数控车床在线检测系统的两种方法,文献[5]提出在数控车床设备上设计在线检测系统,由于工况限制,该方法只针对简单形状工件进行检测;文献[6]提出基于AUTOCAD 的内部四点测孔检测法及外部计算机交互分析加工路径规划方式进行加工中心在线工件检测系统设计,该方法需要前期先建立模板库辅助简单的四点测量方法,前期训练和建模时间较长。综上所述,目前仍没有提及既能适用于多种复杂种类轴类零件检测,又能对加工轴类零件的数控机床进行实时联动自修正规划路径的文献报道面世。
本文研究开发了基于机器视觉的复杂阶梯电机轴类零件全自动测量系统,并与数控机床及机器人协同,解决了加工零件自动测量和数控加工自动调整的难题,构建加工过程闭环在线智能精密检测系统,实现无人化智能生产。
1 系统设计原理
1.1 阶梯轴类零件多参数自动测量要求
复杂轴类零件是一类由球面、圆柱面、内孔、圆弧面、退刀槽、梯形螺纹、轴颈等多个部分组合的阶梯零件,组合种类繁多。经生产加工后的轴类零件,需要根据设计图纸要求对直径、跳动、长度、中心孔直径等关键形位尺寸参数进行全检测,使轴类工件符合高精度、高速机械设备的运动性能、使用寿命等要求。3种型号阶梯轴类工件结构的加工尺寸要求如图1所示。

图1 电机轴类车、钻工序尺寸要求
1.2 基于机器人协同的无人化复杂轴类零件生产要求
使用数控车床进行阶梯轴工件生产加工,按照事先编制好的加工程序,把零件的加工工艺路线、工艺参数、刀具的运动轨迹、位移量、切削参数以及辅助功能设置好,即可自动地对被加工零件进行其内外圆柱面、任意锥角的内外圆锥面、复杂回转内外曲面和圆柱、圆锥螺纹等切削加工,并能进行切槽、钻孔、扩孔、铰孔及镗孔等工序。
由于数控车床设备自身带有刀具多,且工位生产过程中有切削液飞溅等实况干扰,不容易在设备自身加入工件检测系统进行加工质量检测。加工完成的工件,通过第三方轴类形位参数检测系统对工件尺寸进行检测,获知工件是否完全符合设计图纸要求,并且将相对应的形位参数偏差信息反馈给数控车床,进行加工程序修改。同时,一套轴类检测系统可管理多台同时生产作业的数控车床阶梯轴类工件的加工质量。在数控车床与第三方检测系统之间设置转运机械手进行全自动的工件转移,提高加工工件在不同工位之间的传输。数控车床、转运机械手、第三方检测系统之间形成闭环控制。设计思路如图2所示。
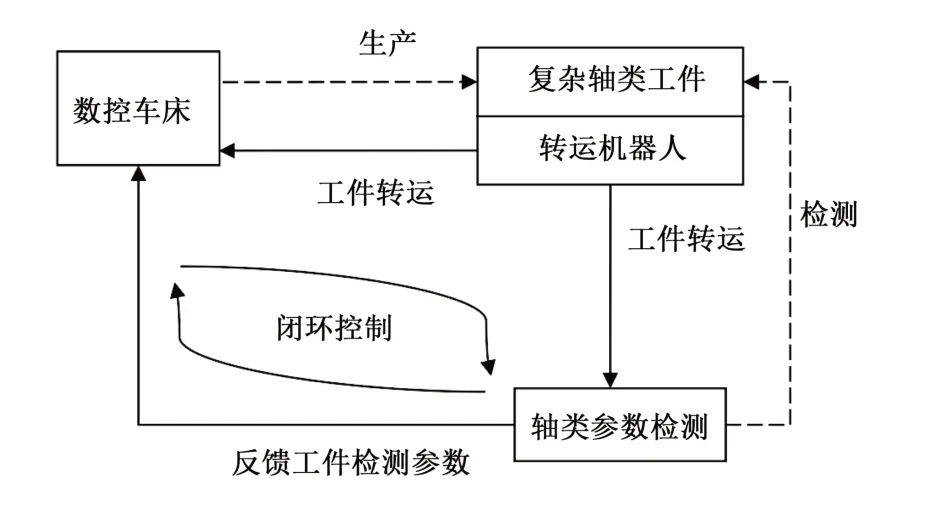
图2 基于机器人协同的无人化复杂轴类零件生产
2 总体方案研究
本项目研究开发基于机器人协同的阶梯轴类零件多参数精密智能检测系统技术和成套装备。综合机器视觉、精密传感检测和伺服控制、网络测控等先进技术,在复杂零件生产领域克服数控车床自身生产加工环境的特殊性,采用第三方复杂零件多参数检测系统、多台数控设备、转运机械手的联动协同检测技术,使数控车床、转运机械手、轴类检测系统之间形成闭环自适应式无人化智能生产。
阶梯轴件多参数智能精密检测系统与数控车床和机器人联网,构成分布式测控网。轴件多参数检测系统通过机器人,按照设置抽检制度或全检制度抓取各数控车床加工通过各自机器人转移在工件输送链上的顺序排列轴件,检测阶梯轴类零件的直径及其跳动、阶梯长度、中心孔直径等参数,检测完成后通过网络反馈参数给相应的车床,数控车床根据检测偏差进行实时参数修改。
本文的总体方案如图3所示。
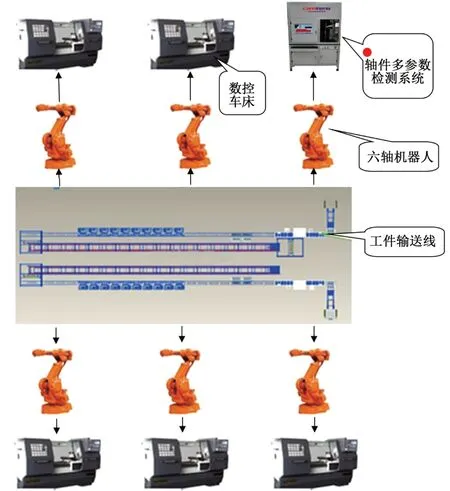
图3 总体方案
阶梯轴类零件多参数智能检测系统结构如图4 所示,由伺服运动定位机构、机器视觉、精密检测系统及计算机控制系统等几部分组成[7-8]。检测系统包含高分辨率摄像机、LED光源、高精度接触式位置传感器等,具体结构包括下顶针、上顶针、动力头、连接板、线性模组、第一光源、第二光源、第一工业相机、第二工业相机、第一传感器、第二传感器、机械手等。其中,线性模组与连接板连接,第一光源和第一工业相机相对安装在连接板上,第一传感器和第二传感器相对安装在连接板上,下顶针与动力头连接。
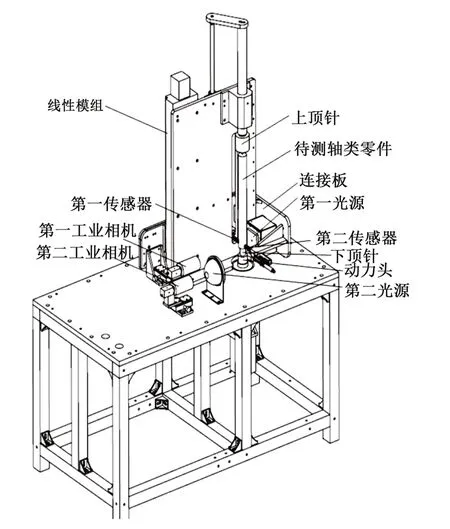
图4 正面结构
检测系统工作方式如下。
(1)轴类零件型号设置。本地输入或通过MES 通信输入待测轴类零件的型号,在检测时,系统就会根据工件型号,自动从数据库调用控制线性模组、旋转顶针等机构的运动及定位参数。
(2)中心孔直径检测。机械手从成品输送线上抓取待测轴,水平放置到中心孔检测工位。这时第二工业相机、第二光源位于同一水平线上;第二光源发出光线,第二工业相机对一端中心孔进行拍照,把图像传送到计算机,计算机对所述照片进行处理分析,得出直径参数。然后机械手把待测轴水平翻转180o,再检查另一端的中心孔直径。
(3)直径及跳动检测。机器人把待测轴垂直放置到顶针轴线位置,先把待测轴一端靠近下顶尖,机械手到位后,气缸把上顶尖送出,从而前后顶紧待测轴类零件。这时机械手松开待测轴,系统发出启动检测信号,动力头带动待测轴类零件旋转,同时,线性模组带动连接板向下移动,连接板带动第一工业相机、第一光源、第一传感器和第二传感器从待测轴类零件的上方移动到下方;第一传感器和第二传感器接触待测轴类得出直径检测数据,在连接板的带动下进行待测轴类零件的多点检测,得出多点检测数据,计算机对上述多点检测数据进行综合分析,处理得出待测轴类零件的直径和跳动。
(4)轴向长度检测。直径和跳动检测的同时,进行待测轴的外形轮廓和轴向长度的检测。当待测轴类零件处于静止时,第一光源发出光线,第一工业相机对待测轴类零件进行拍照,把照片传送到计算机,计算机对所述照片进行处理分析,得出待测轴类零件的外形轮廓和轴向长度。
(5)至此,整个检测过程结束,所有滑台回到原点位置,机器人带着精密轴类零件离开检测系统,按检测结果分类存放工件。
(6)检测系统把数据分析结果反馈给数控机床,自动调整机工参数,或提示修整刀具。重大数据偏差即时停机报警。
(7)工件检测频率。本系统的轴类工件参数检测方式抽检,根据每台数控车床生产轴件时间设置为每半小时抽检一件工件。
3 控制系统结构
3.1 测控系统硬件结构
基于机器人协同的复杂轴类零件多参数智能检测系统采用工业控制计算机作为主控系统构成测控管理系统,完成整个复杂轴类零件机器人协同智能检测生产线系统的信号采集、处理、控制、通信和管理功能。硬件架构如图5所示。
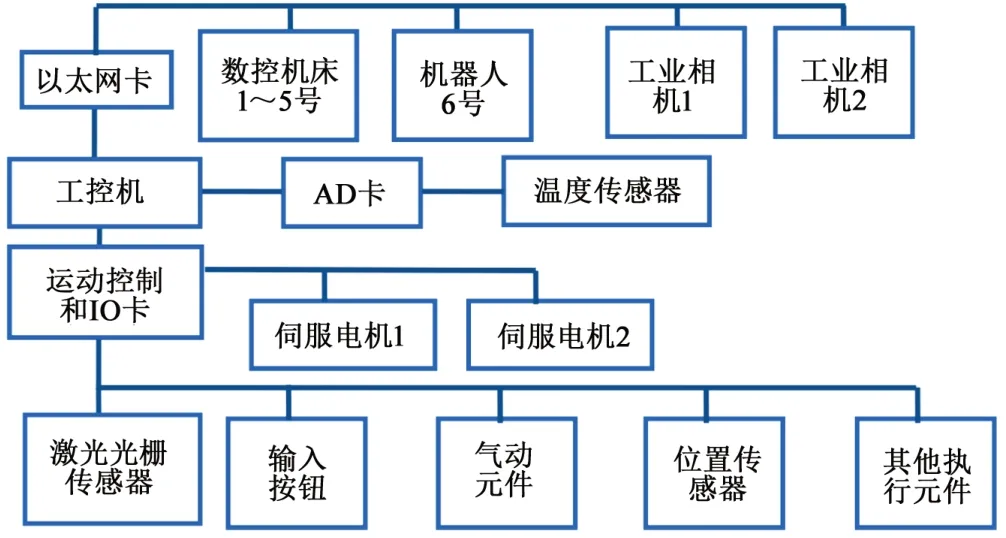
图5 检测系统硬件架构
3.2 测控系统软件结构
本系统的软件采用面向对象的C++语言,结合Qt 集成环境包开发环境进行软件框架搭建。图像算法采用主流的OpenCV开源视觉库,数据库采用功能强大的轻量级MySQL社区版本,简单方便。
系统软件架构划分为3 层,即交互层(界面)、控制&管理层、数据处理层,每层另包含子功能模块,其设计如图6所示。具体为:交互层主要完成用户参数的输入功能,包含了DXF解析、图像重构、检测规划智能生成功能[9];控制&管理层包含了对运动系统的控制、相机操作、激光光栅传感器操作,以及对配置信息、用户文件、检测记录等的管理;数据处理层完成各种数据处理算法的执行、SPC功能实现、报表。
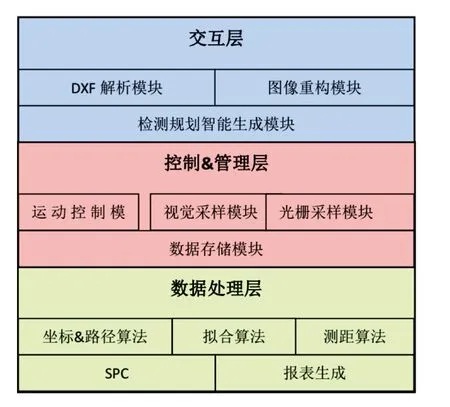
图6 软件结构
系统的软件功能模块由检测系统管理、运动控制、机器视觉测量、激光光栅检测4个部分组成,如图7所示。

图7 系统软件功能模块组成
系统的核心部分是轴件机器视觉检测模块,工作流程如图8所示,主要功能分为图像采集模块和参数设定模块,完成中心孔测量、轴各阶梯长度测量、跳动等信息测量。
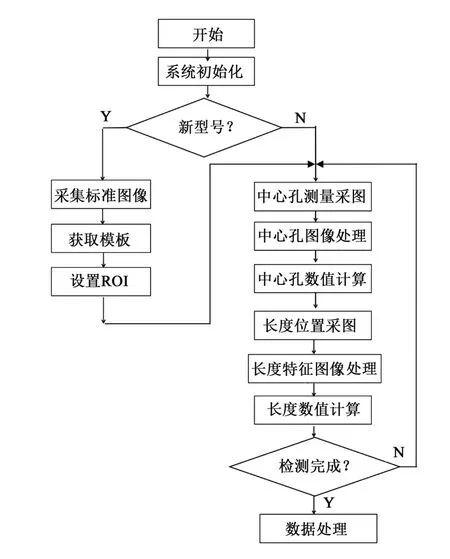
图8 轴件机器视觉检测工作流程
(1)图像采集和分析模块
图像采集模块由摄像机、光源和图像采集卡等部分组成。本项目采用500万像素以太网工业摄像机,能够实现高分辨率以及高速的数据传输。轴件机器视觉检测内容包括中心孔直径、总长、台阶长度、倒角尺寸。检测软件对图像进行预处理、轮廓提取等运算[10],计算出相关参数,从而得出相应的检测结果数据[11-12]。轴件视觉检测采集的原始图像如图9所示,需要经过图像预处理算法得到完整边缘信息,预处理结果如图10所示。

图9 轴件视觉检测原始图像
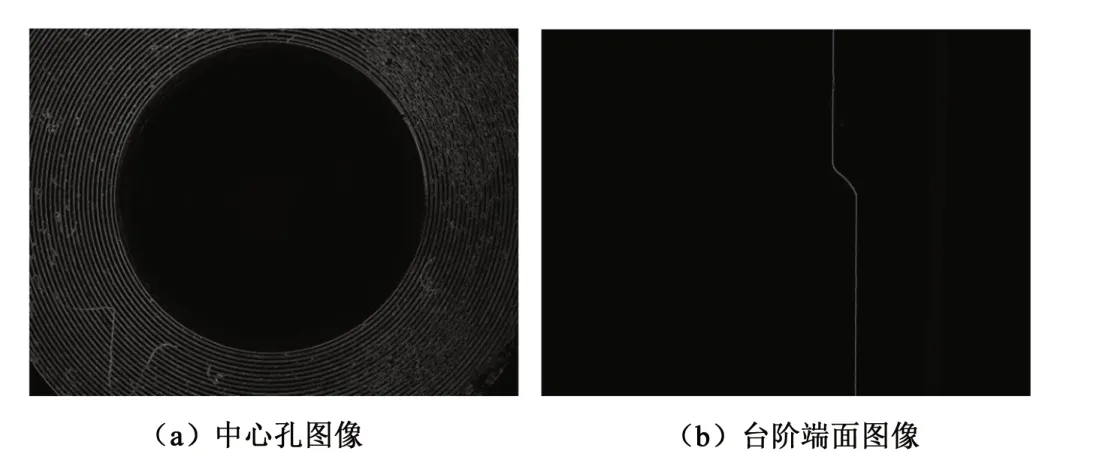
图10 轴件视觉检测图像预处理结果
(2)参数设定模块
为了能够使检测系统正常工作,必须先对视觉系统进行参数设定。通过参数设定模块,可以设定检测系统各参数,如系统像素当量、轴件标准参数设定、轴件标准模板设定、目标区域设定等。
3.3 机器人协同系统
本文的基于机器人协同的阶梯轴类零件多参数精密智能检测系统,通过工业以太网与数控车床和机器人联网,构成分布式测控网。检测系统通过机器人按照设置抽检制度或全检抓取各数控车床加工的轴件,检测后通过网络反馈参数给相应的车床。网络通信方式及协议如下所述。
(1)数控车床通信方式
项目采用了广州数控GSK988系列数控车床作为零件加工设备,该系列设备均使用基于以太网TCP/IP 的应用协议进行传输实时加工信息、报警信息、参数、刀补等CNC 数据。协议的通信方式为一问一答,数控机床作为服务器,每接收一个命令帧并处理后,便向客户端发送一个回复帧。通信数据帧格式如图11~12所示。

图11 命令帧

图12 回复帧
帧的前两个字节是协议标识,必须是0x1710,能够防止通讯受到不明因素的干扰,第三个字节为帧类型,0x00 为命令帧,0x01 为回复帧,之后的字节为帧所附带的数据。命令帧由上位机向数控车床发出,主要进行控制和信息查询,其附带的数据包括对机床进行控制的命令码以及命令的附加数据。回复帧则由数控车床向上位机发出,其数据位上包含了3个部分,前一个字节是与命令帧相同的命令码;后两个字节为错误码,当错误码如果是非零值,表示操作出错或者被拒绝;其余为回复帧附带的数据。
(2)机器人通信方式
本项目采用广州数控机器人,检测系统通过TCP/IP 通讯实现与机器人信息交互,与机器人变量进行一一映射。通过这种方式,测控系统程序即可采集机器人的状态信息,同时也可以向机器人的内部寄存器进行数据写入,对机器人控制程序中的数值进行更改。
4 应用和结果分析
项目已在广州某数控设备有限公司和中车株洲某生产基地现场完成总装、软件调试、生产性试验运行等研发阶段,并已进入生产性运行,至今设备运作良好,得到客户认可。设备在客户现场运行情况如图13~16所示。

图13 电机轴生产线

图14 机器人协同电机轴检测生产线

图15 电机轴智能检测系统
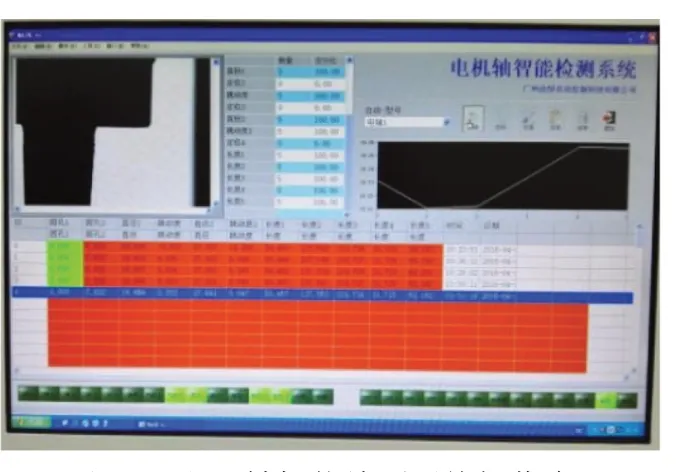
图16 电机轴智能检测系统操作台
目前本系统设备已达到的技术指标和实现功能如下。
(1)轴类工件范围:总长度为100~355 mm,直径为8~36 mm。
(2)与数控机床、机器人通信实现协同生产、检测闭环控制;与MES 软件接口实现数据传输;具有内嵌SPC 功能,分析产品质量趋势及预警。
(3)检测效率(不包含上下料时间):需根据轴类零件尺寸参数的多少而定,以长度为130 mm,直径为7.5 mm的精密轴类零件为例,检测速度不小于2根/min。
(4)各尺寸检测精度:直径小于或等于±0.005 mm;长度小于或等于±0.03 mm;工件跳动度小于或等于0.01 mm;中心孔外圆直径小于或等于±0.01 mm。
(5)工件抽检频率:本系统的轴类工件参数检测方式抽检,根据每台数控车床生产轴件时间设置为每半小时抽检一件工件。
同时,经过实验得出,为使检测系统保持最优工作状态,采取了以下辅助设施:进入检测区域前,工件为吹干状态;轴类直径采用接触式检测、非视觉检测,以防止加工残余干扰;轴类检测机械装置为高精度加工标准,以保证轴径跳动检测的辅助顶针保持在标准状态。
5 结束语
本文针对机械行业实现 “无人化生产线” 的迫切需求,设计一套基于机器人协同的复杂轴类零件多参数精密智能检测系统。该系统对多种复杂结构的阶梯轴零件进行直径、跳动、长度、中心孔直径等多个形位尺寸参数设计自动智能检测系统和设备;采用分布式测控网构建阶梯轴件智能检测系统与数控车床和机器人协同检测网络,一套轴类零件检测系统与多台数控设备建立信息反馈通道,进行工件加工路径实时在线自修正;多台机器人匹配各数控车床和轴类检测系统进行自动装卸、自动传输。本文的轴类零件多参数精密智能检测系统,以及该检测系统与多台数控设备及机械手构建的协同联动检测网络,实现了加工工件在线闭环的 “无人生产线”。经过客户现场的大量运行数据表明,本系统能批量、快速、准确地完成加工工件进行自测量、自修正、自装卸,工件产品质量高,而且整套系统各设备联动运作顺畅、兼容性好。本项目的技术方法可拓展运用在多种类型工件的生产和检测上,通用性好,增加数控机床的自适应性,提高数控机床之间的高效联合生产能力。
