降低铝外观覆盖件冲压生产返修率的优化与实施措施
2021-09-26赵继鑫广汽本田汽车有限公司
文/赵继鑫·广汽本田汽车有限公司
随着节能减排及环保要求的提升,目前汽车正朝着轻量化、低成本、低排放与节能的方向发展。使用轻量化材料作为节能减排的有效措施,已成各车企采取的主要手段。研究表明,汽车每减轻10%的质量,相当于提高8%~10%的燃油效率。铝合金板材具有质量轻、强度高、抗腐蚀性能好的特点,被广泛用于汽车轻量化制造,但铝材外观覆盖件生产过程中存在诸多难题。本文将介绍降低铝材外观覆盖件冲压生产返修率的优化工艺,最终实现生产效率提高,员工劳动负荷降低。
目前铝材外观覆盖件冲压生产问题与对策探讨
铝材外观覆盖件冲压生产问题分布分析
经过冲压生产统计及国内外调研,铝材外观覆盖件的返修率一般在30%以上,量产初期甚至在50%~100%之间,其主要受零件造型、模具工艺结构和生产设备的影响。据统计,生产过程中有麻点、铁凹、毛刺、划痕等多种缺陷,其中麻点、铁凹、毛刺发生率占总体生产问题95%以上,是主要生产缺陷,如图1 所示。

图1 某铝材外观覆盖件生产问题点占比图
这些缺陷不仅影响生产效率,且需要返修处理。往往生产线的人员配置上只有品质检查及装箱人员,无专门的钣金人员,只能利用个别零件生产布岗剩余的1 ~2 人来应对,高返修率会加大员工劳动负荷,亟待针对返修率高的铝材外观覆盖件提出有效对策。
冲压生产不良形成原因分析
当板材粘有铝粉附在模具表面,在拉延成形压力下形成麻点,如图2 所示。修边凸凹模间隙过大或过小,刃口不良等形成毛刺及铝屑,铝屑带到翻边整形工序模面上冲压会造成铁凹,如图3 所示。
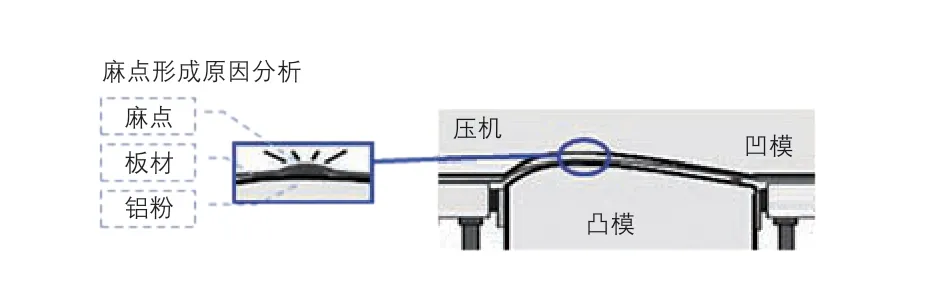
图2 麻点形成原因分析
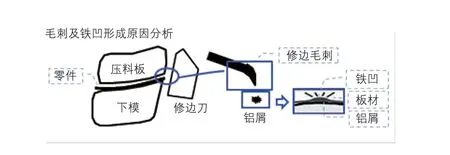
图3 铁凹形成原因分析
冲压工艺流程分析
通过冲压生产工艺流程(图4)分析,识别出铝材外观覆盖件在坯料运输、拆垛清洗、成形阶段(拉延、修边、翻边)过程易产生问题。

图4 铝材外观覆盖件冲压工艺流程图
FTA 要因分析及对策方向确立
结合铝材外观覆盖件生产流程和生产中产生的麻点、铁凹、毛刺和划伤等问题点形成原因,进行FTA 要 因 分 析( 图5),得出坯料包装不良、坯料运输不良、模具光洁度不良等11 项可能的末端因素。设定确认方法,逐一确认,如表1 所示。明确出坯料包装不良、刀口光洁度不良、修边工艺不良是造成铝材外观覆盖件返修率高的主要因素。通过联合贸易商包装检证,红丹抛光确认,修边工艺成形原理及过往实绩分析等方法确认,明确通过坯料工装优化、刀块表面图层工艺处理和修边模工艺优化作为对策方向。
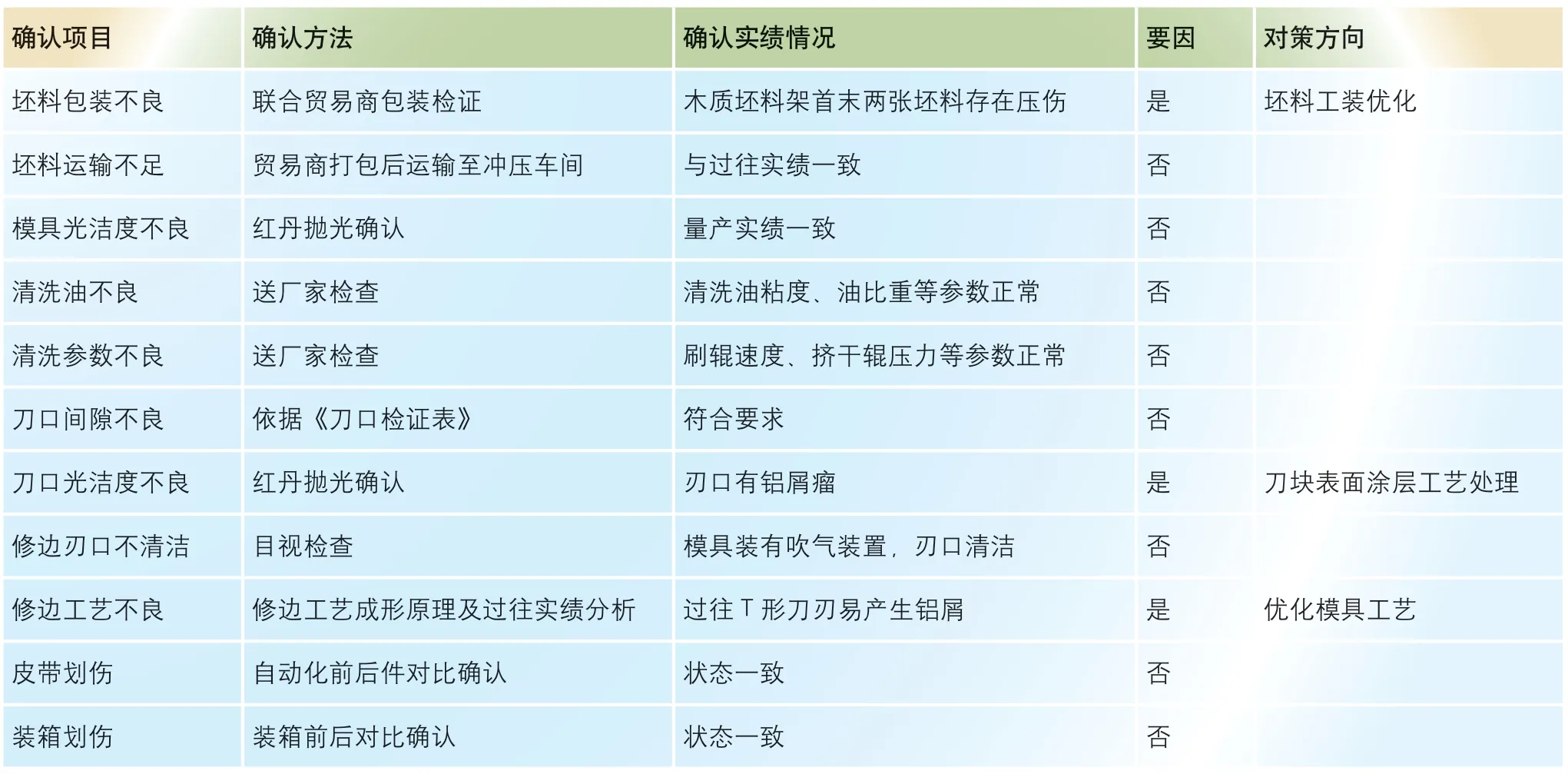
表1 要因确认及对策方向
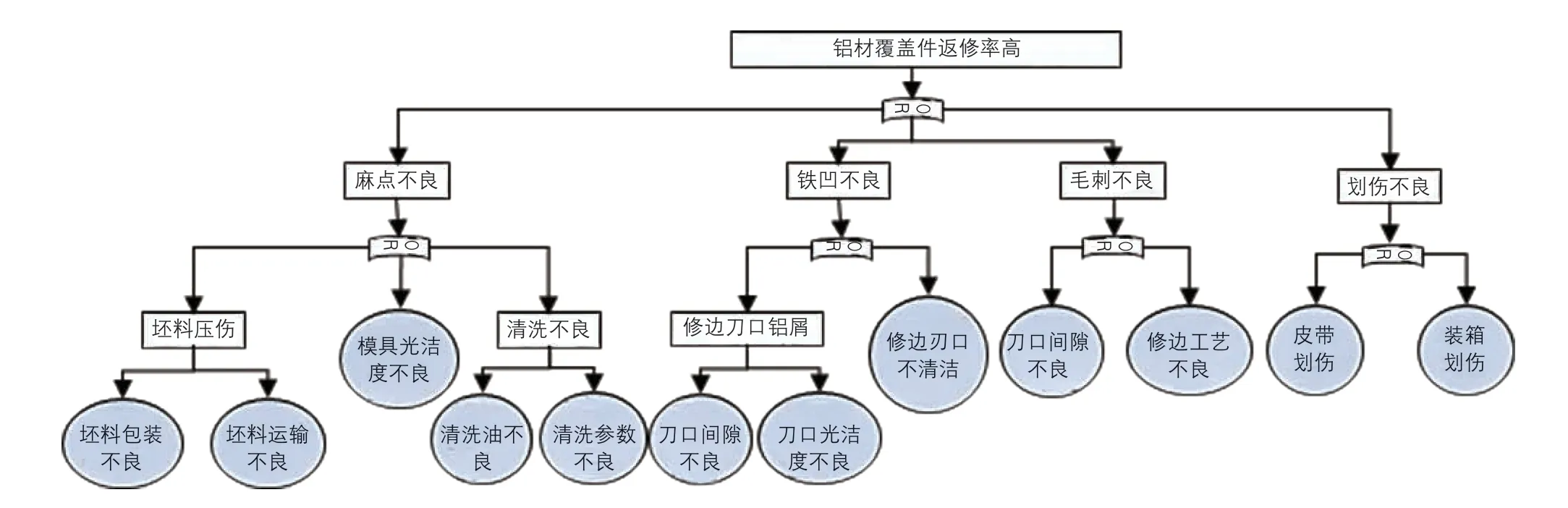
图5 铝材外观覆盖件返修率高FTA 要因分析
对策实施推进
坯料工装优化
⑴难点分析。
铝材坯料包装和运输过程中,木质坯料架首末两张甚至多张坯料存在压伤,需要从源头消除,如何实现坯料转包是关键。
⑵对策实施。
如表2 所示,为实现削减坯料本身不良,联合贸易商包装检证,对坯料工装优化及包装运输步骤细化,确保首件、末件品质,有效消除首末坯料缺陷,从而削减生产缺陷。

表2 坯料包装运输过程
优化冲压模具工艺
⑴难点分析。
由前期分析可知,修边凸凹模间隙过大或过小,刃口不良等会形成毛刺及铝屑,修边接刀位毛刺及铝屑的问题更为严重,如图6 所示。

图6 修边铝屑
⑵对策实施。
修边工艺优先采用二次切断方式,尽可能削减废料刀,并通过工艺优化,将必须的废料刀交接处的刃口根部由直角变为圆弧过渡,即由“T 形刀”变更为“凸缘刀”。切口数量由7 处优化为2 处,有效削减切屑产生,如图7 所示。

图7 修边工艺优化
修边刀块表面涂层工艺处理
⑴难点分析。
铝材覆盖件修边切粉严重,而且容易粘附在刀尖切过的截面上,产生磨损和积瘤,如图8 所示,恶化刀口间隙,冲压后易产生毛刺及铝屑。通过在同行企业进行调研发现,普遍认为是刀口硬度和光滑度不足导致,采用常规镀铬的工艺,短期内会有改善,但刀口处镀铬层极易磨损,因此刀口镀铬提高硬度和光滑度并不是一个很好的方法,找到既能提高刀口硬度又能提升光滑度的表面处理工艺是难点和推进方向。


图8 刀口面积瘤
⑵对策实施。
对刀口进行特殊涂层处理(类金刚石处理),因该涂层处理温度为200℃,模具修边刀块不会产生相变,基体硬度和形状也都不会发生变化,而且表面2 ~3mm 的硬度可以上升到3000HV,粗糙度也小于Ra0.1μm,如图9 所示。通过刀块涂层处理实施,既保证金刚石的硬度,又具有石墨般的光滑度。对策实施后修边废屑显著减少,刀口的维护也只需要用抹模擦拭即可。

图9 涂层处理后刀口面
结束语
本次探讨以降低铝材外观覆盖件冲压生产返修率为目标,在降低钢板冲压返修率对策基础上,对铝材外观覆盖件冲压生产进行工艺优化,通过FTA 现状分析及确认,企划和实施了一系列有效对策,大幅减少修边废屑,零件返修率下降50%。实现生产效率提高,同时降低员工劳动负荷。总结的经验对日后车型导入在提高生产效率方面起到宝贵的借鉴作用,可推广应用。