基于PLC伺服控制的送料机的应用
2021-09-24吕思铭
吕思铭
摘要: 随着科学技术的发展与进步,企业对自动化的需求逐渐增加。原有的生产装置已经不能满足目前高度自动化的需求。为了减少人力成本,保证生产的可靠性和安全性,降低企业成本,减少自然环境污染,提高产品质量和经济收益是企业必须完成的重大问题。本文介绍了基于三菱系列PLC的自动送料机伺服控制系统的硬件和软件设计,具体的是由PLC控制的伺服系统系统和人机界面触摸屏组成。根据自动送料的工艺要求,其工作原理是:触摸屏可设置送料长度,设定值送至PLC,PLC计算出脉冲数,送至伺服电机驱动,控制伺服电机送料,实现准确的定位运行,該系统充分发挥了伺服驱动定位精度的优势,反应速度快,运行平稳,保证了送料机的高精度和高效率。定位精度达到lm±0.01,达到实际要求。
Abstract: With the development and progress of science and technology, the demand for automation of enterprises is gradually increasing. The original production equipment can no longer meet the current demand for high automation. In order to reduce labor costs, ensure the reliability and safety of production, reduce business costs, reduce natural environmental pollution, and improve product quality and economic benefits are major issues that companies must complete. This article introduces the hardware and software design of the automatic feeder servo control system based on the Mitsubishi series PLC. Specifically, it is composed of a PLC-controlled servo system system and a human-machine interface touch screen. According to the process requirements of automatic feeding, its working principle is: the touch screen can set the feeding length, the set value is sent to the PLC, the PLC calculates the number of pulses, and sends it to the servo motor drive, controls the servo motor feeding, and realizes accurate positioning operation. Give full play to the advantages of servo drive positioning accuracy, fast response speed, stable operation, and ensure the high precision and high efficiency of the feeder. The positioning accuracy reaches lm±0.01, which meets the actual requirements.
关键词: PLC;伺服驱动器;伺服电机;触摸屏
Key words: PLC;servo drive;servo motor;touch screen
中图分类号:TP241 文献标识码:A 文章编号:1674-957X(2021)18-0223-02
1 控制要求
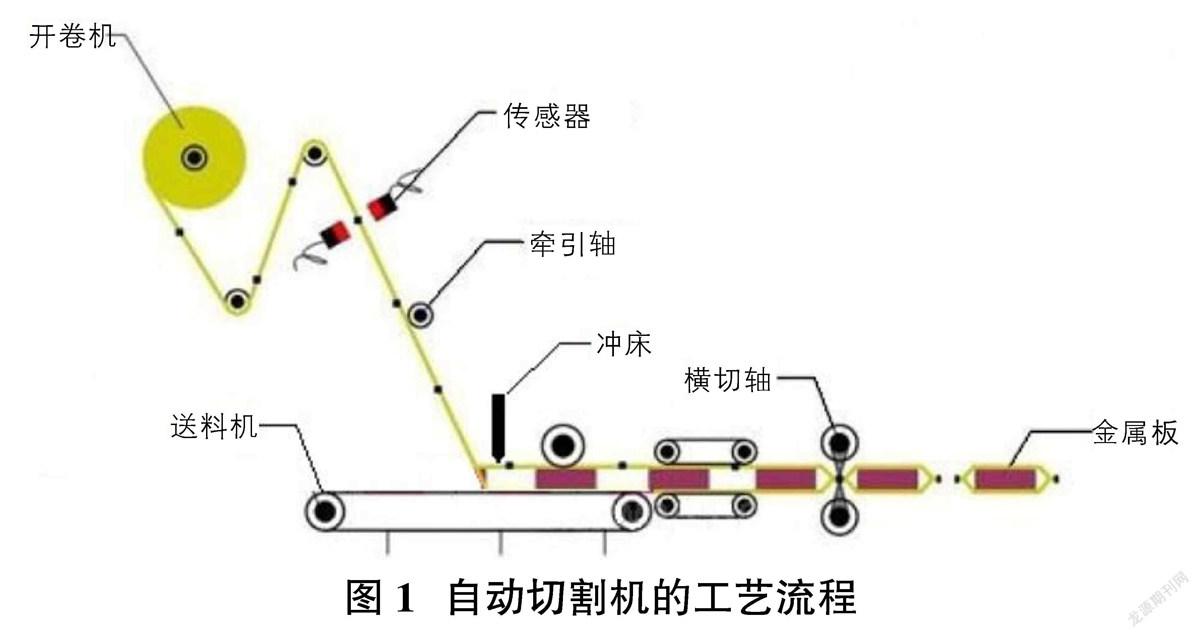
自动切割系统中最重要的一部分是送料机,如图1是自动切割机的工艺流程。
自动切割系统用于将金属卷料加工成一定大小的金属板材,由送料机、开卷机和冲床三部分组成。
①开卷机包括一个开卷机轴、一个保持架和一个弧形托。由变频器驱动的电机驱动开卷轴,能主动排料回收卷料。开卷机在转动时,保持器将压紧卷料,避免开卷机的卷料松开,弧形托提起展开卷料以避免其接触地面。②送料机通过伺服电机、伺服驱动装置直接带动多组送料轴旋转,并能精确地给料压入冲床完成送料,这些滚轴还可以压平卷料,使送往冲床的卷料更平整持平。送料机配有一个控制板(触摸屏)和一个供操作员使用的手柄。③冲床对整个生产线完成进给的切割和冲压,是为提高自动化程度的最后工序,可在压机的侧面安装自动输送设备,待薄板切割完成后,由输送带送至设备后方。本文将主要介绍PLC伺服控制的送料机系统。送料机应具有如下功能:
①自动送料长度及速度可调。②在手动状态下,剪板机按设定的自动送料长度和速度,可实现送料操作的点动向前和向后,自动状态下有自动和手动转换功能。③通过触摸屏设置参数设定和实时显示,实时显示处理信息。④在紧急停止的情况下,按紧急停止运行模式,设备系统将立即停止以免发生意外。
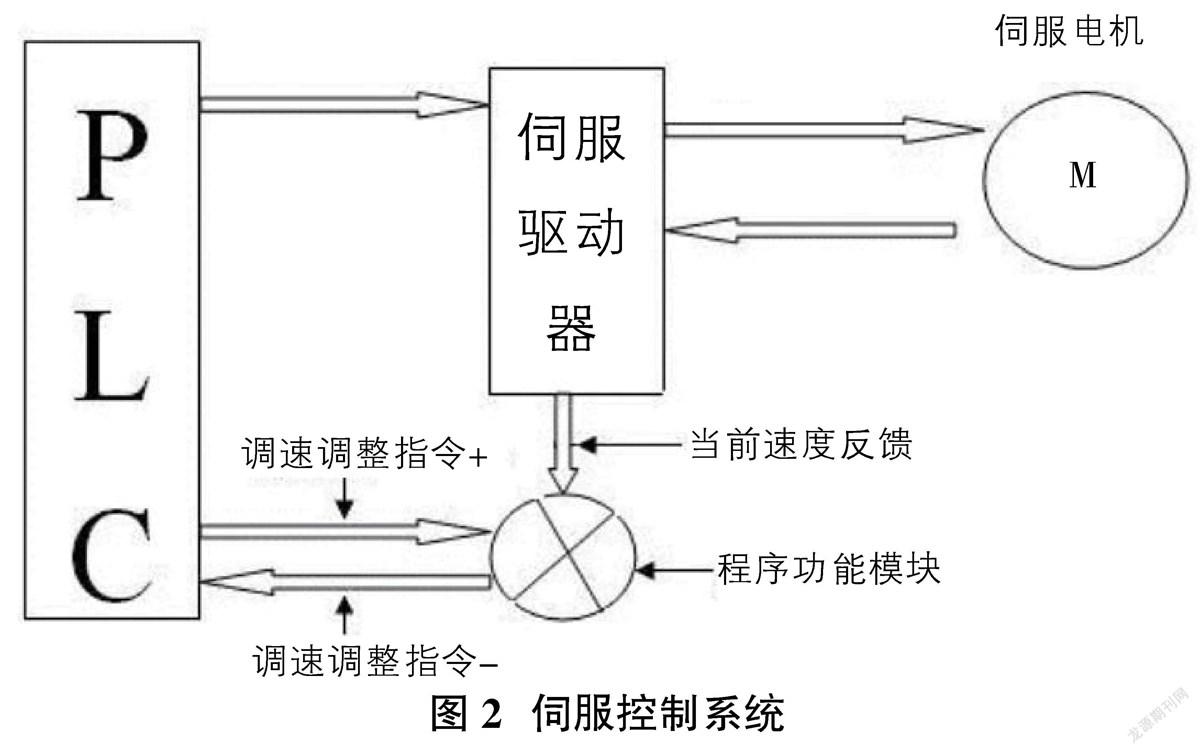
2 送料机PLC控制系统,图2为伺服控制系统
控制系统主要由PLC、光电开关、人机交换触摸屏、伺服电机、伺服驱动器和电磁阀等硬件组成。①PLC采用三菱FX系列48点的MT机型,它是三菱公司推出的高性能小型可编程控制器,具有较高的性价比,内含高速脉冲输出功能,可控制伺服电机的运作。为满足输入、输出点的需要,48IO口用于接收系统中按钮和开关的信号,根据程序所需设定参数和任务控制的要求,控制电磁阀和继电器按照要求动作。同时,发出规定数量的脉冲数通过高速脉冲输出送到伺服电机驱动端,控制伺服电机的运行。②采用安川SGDV系列交流伺服控制系统,具有响应快、速度快、频率高、调节时间短等优点。它可以根据高速定位伺服电机的输出信号,实现高速定位伺服电机的输出信号个数,PLC通过高频率脉冲控制伺服电机的旋转位置和速度,通过伺服电机准确给出进给长度精准运行。③三菱GT10触摸屏用于人机交换,把要求的设定和需要修改参数传送到PLC,PLC控制相应部分机械动作,传送数据的设备的是通过RS232协议的串行口传输线与PLC通讯,实现触摸屏与PLC间的数据交换,最终给用户给出舒适的人机界面。④采用电磁阀、电感传感器、光电开关等专门工业控制设备,PLC接收从冲床传感器发出的的控制信号,PLC通过程序处理将输出信号发送给冲床,冲床按照要求有序运作,使整个生产线能够有条不需的协调运行。
3 触摸屏画面
触摸屏使用三菱公司GT10系列,其优点是适用于各种普通场合,作为中小型控制面板具有较高的性价比。触摸屏采用NTz Designer控制软件设计,主要组成是四部分:参数输入界面、参数实时显示界面、操作按钮界面和错误报警显示界面。参数值输入界面是指进给长度、加工件数量、进给速度等参数值的输入界面。上述参数对应于PLC控制程序中D100、D102数据寄存器。当按照需求输入相应的参数,屏幕上会显示输入的参数,并通过触摸屏连接RS232线将数据存储到相应的数据寄存器,为数值计算或操作让程序调用。参数值实时显示界面为直观显示上述参数的界面,分别对应PLC控制程序中D500和D504数据寄存器,显示D504为当前的PLC计算的计数值,用于显示当前系统工作完成的工件数量并将通过PLC程序处理的相应参数,通过RS232线传送到触摸屏并实时显示在触摸屏上,方便操作人员按照需求更及时地掌握整个系统的当前工作情况。触摸屏界面描述:①送料速度、料环定时、加减速时间等参数设定跳转界面。②错误警报显示界面指当系统运行出现错误时,触摸屏将跳至显示有警报信息的警报屏幕,生产线按照要求停止工作防止意外发生,待工作人员关闭系统同时排除故障后按下启动按钮,系统才能恢复正常运行。
4 PLC程序
按钮、开关、检测装置的输入信号送到PLC系统,根据程序和预设参数控制电磁阀、继电器等执行机构的动作,同时通过高速输出的脉冲向伺服驱动装置发送固定数量的脉冲,控制伺服的运行电机PLC程序是整个系统设计的核心控制部分。PLC程序采用GX Developer编程软件设计,主要由以下环节处理:开关信号、伺服电机控制、变频器操作、计算工件、警报及数据精准处理等组成。
①PLC脉冲输出指令。三菱PLC向伺服驱动、伺服驱动、电机运行发送高速脉冲,频率越高伺服电机越快,脉冲越快伺服电机角度变大进给长度越长,三菱fX1s的脉冲输出形式为脉冲+所选的脉冲输入伺服驱动方式为正/负。在PLC程序中使用2个固定速度的定位指令DDRVI发出脉冲指令DDRVI k999999 k1,000 Y0 M10用于反向旋转,主要用于送料机开始运行时操作员点动进行缓慢调整。此时从Y0输出脉冲到伺服驱动的反向脉搏输入用于正转,从Y1输出脉搏到伺服驱动的正向脉搏输入使用指令DDRVI D50 D242 Y1 M11,存储在D51和D50中的输出脉冲频率,存储在D243和D242中的输出脉冲数为通过运行PLC计算设定长度、脉数、进给速度、脉率等数据处理程序,将控制伺服电机的进给量发送到伺服驱动,实现准确的伺服定位。②伺服控制程序设计。在手动模式下,伺服系统由DDRVI控制命令通过对D8正转进给长度和D4点动速度的计算结果,加速脉冲频率实现CW方向的脉冲输出,使伺服电机能够转动向前。停止脉冲输出伺服电机的反向操作可以类似。在进料机连续或单一工件的工作模式下,PLC执行程序DDRVI指令,将预先根据需求设定的脉冲数发送至伺服驱动程序,最终伺服电机运作。DDRVI指令指定进给长度为D32,进给速度为D24寄存器。在自动连续工作模式下进料起点或自动单一工作模式,单一上升沿执行DDRVI命令。③报警。当紧急停止、伺服错误、变频器错误、压料警报、缺料警报、计数完全停止等信号接通时,错误灯亮,报警信息显示在触摸屏警报上屏幕,按重置X27按钮以重置上述错误信号。④制定送料长度。在进料机连续或单一工件的工作模式下,工作人员可以在触摸屏上的参数设置区设置进料器长度。PLC通过触摸屏向伺服驱动器发送设定的脉冲来控制伺服电机从而控制系统工作。因此,需要将设定长度的数据通过程序处理转换為PLC输出的脉冲数。根据以上分析,设定长度转脉冲数程序。同时程序中用到32位比较指令,因此输入变量要32位传送格式。将触摸屏参数输入画面上送料长度设定值D100,再将D100通过32位传送指令送到D300。其生产数设定,长度系数设定同理。
5 结论
本文以三菱FX1N为核心设计了自动剪切生产线上送料机的控制。通过在触摸屏上设置不同的尺寸参数,系统可连续加工不同长度的板料。系统自投入使用以来,运行稳定可靠。所有功能均达到了最大进给速度、伺服定位精度的设计要求,满足了加工精度的要求。为了保证给料机的正常运行,需要进行仿真调试。调试包括两个部分:PLC程序调试和触摸屏输入调试。本文成功地解决了送料长度与送料数量结合转换算法的设计与实现输入速度和脉冲频率统一的转换,类似的送料和伺服电机控制工程中会让这些算法具有重要的参考价值。由于本人编程能力和实践经验非常有限,基于PLC自动切割生产线控制系统的设计还存在一些需要改进的地方请见谅。
参考文献:
[1]孙炳达.自动控制原理[M].二版.北京:机械工业出版社,2005.
[2]廖常初.PLC编程及应用[M].三版.北京:机械工业出版社,2008.
[3]齐蓉.可编程控制技术[M].北京:电子工业出版社,2009.
[4]王世红,崔海荣,徐世许.自动剪切生产线的PLC控制系统设计[J].青岛大学学报,2009.
[5]张志.PLC伺服电机和触摸屏在控制系统中的应用[J].包装与食品机械,2007,25.
[6]王翔.57-20oPLc在数字伺服电机控制中的应用[J].自动化技术与用,2006,25.
