某电站3号机组转轮汽蚀原因分析及叶片出水边修型处理
2021-09-24陈伟
陈 伟
(广东能源集团天生桥一级水电开发有限责任公司水力发电厂,贵州 兴义 562400)
1 概述
某电站3号机组C修时,对转轮作探伤检查,发现转轮叶片出水边根部存在不同程度的浅表性点状、片状汽蚀,汽蚀面积10~20 cm2,深度3~15 mm;较为严重的是2号、3号、13号叶片,已表现为坑状汽蚀。该电站历年检修时发现3号机转轮汽蚀均较为严重,对转轮汽蚀进行多次修复后,阻止汽蚀现象产生的效果不是很明显。为分析其汽蚀原因并制定相关解决方案,因此对3号机转轮的运行工况进行详细分析。
2 相关技术参数
3号机转轮设计水头126.65 m,最高水头143.00 m,额定水头111.00 m,最小水头83.00 m,转轮叶片13片,额定流量301.20 m3/s,吸出高度-3.84 m。
3 转轮运行工况数据分析
采集近11年的上游水位、下游水位、3号机组出力和流量数据,分别对上游水位、下游水位、水头、运行范围、吸出高度和电站装置空化系数进行统计分析,判断3号机组转轮频繁产生汽蚀的原因。其中由于缺少管路损失数据,无法计算净水头,因此只对毛水头进行统计分析。
3.1 水位和水头分析
统计上游水位、下游水位和毛水头随时间变化情况和概率分布,结果见图1。

图1 水位和水头分析
上游水位基本处于732~780 m范围内,下游水位基本处于639~645 m范围内,毛水头基本处于90~140 m范围内。毛水头在最小水头83 m~最大水头143 m之间,毛水头没有达到最大水头143 m的情况。
3.2 出力分析
统计出力随时间变化情况、概率分布和运行范围,结果见图2。
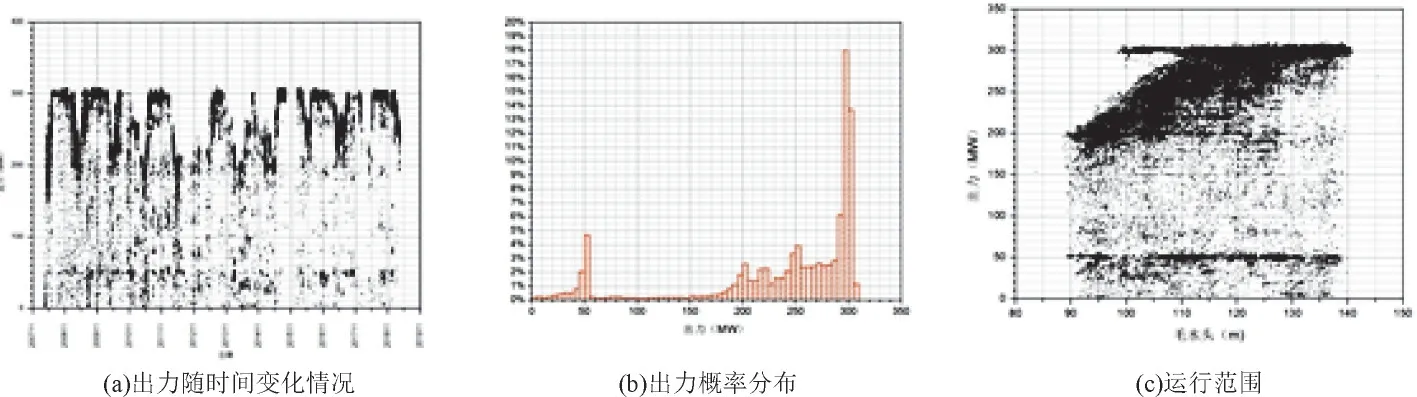
图2 出力分析
3号机在全负荷范围运行,其中出力在290 MW~305 MW和50 MW~60 MW时的概率较大,毛水头在99~111 m时有超发情况。
3.3 空化分析
统计吸出高度随时间变化情况、吸出高度概率分布、电站装置空化系数随毛水头变化情况,结果见图3。

图3 空化分析
通过分析得知3号机空化裕度足够。空化裕度不够叶片发生汽蚀的部位一般在叶片背面出水边附近,而3号机转轮发生汽蚀的部位在下环上。同时该电站共装有4台型号一样的水轮机,只有3号机发生汽蚀,其余3台没有发生汽蚀。排除相关水力原因后,结合3号机组多年检修情况分析,判断3号机转轮汽蚀产生原因是转轮R角补强及多次裂纹、汽蚀修复导致流道局部不光顺和卡门涡引起。
4 转轮汽蚀解决办法
得知转轮产生汽蚀是由于流道局部不光顺的原因后,为防止3号转轮叶片今后仍反复产生汽蚀,制定了转轮汽蚀修复方案和叶片出水边修型方案。对3号机组转轮叶片出水边点状、面状和靠下环叶片出水边轻微的锯齿状汽蚀部位采取机械磨削方式清除并露出金属光泽,然后进行补焊。补焊合格后,再次打磨各焊点,使修复面圆滑过渡,肉眼或者手感表面不存在有凹坑或凸点以满足设计图纸技术要求。同时通过CFD计算找到叶片需要倒圆角的具体范围,并根据CFD计算结果制作转轮叶片倒圆示意图。按照图纸对叶片出水边进行打磨、修型,修型完成后作PT+UT探伤检查。
4.1 汽蚀修复方法
首先进行相关技术准备工作,整理打磨工具、砂轮片、电焊机、焊条等,再对叶片汽蚀缺陷进行标注、记录。完成标记后,使用风砂轮、砂轮片打磨各个叶片汽蚀点至见母材金属光泽,然后对打磨点进行PT探伤,探伤合格后对打磨过的汽蚀点位置进行补焊。
补焊采用SMAW(手工电弧焊)焊接方法[1],配用G367MΦ3.2 mm焊条。焊前按照焊条说明书要求对焊条进行烘干,焊接过程中将焊条置于焊条保温桶中,随用随取。焊接参数见表1。

表1 焊接参数表
焊接过程及注意事项:
(1)清除焊接区及附近20 mm范围内的油、水、氧化皮、探伤液等影响焊接质量的有害杂质。
(2)焊前预热,对补焊区域及相邻约150 mm范围内的母材应预热至不低于80℃,并在焊接过程中始终保持这一温度。预热方式采用火焰加热方法进行。
(3)在焊接时,尽量采用较小的焊接范围进行,以达到减小焊缝金属的脆化倾向和降低焊接残余应力的目的[2]。
(4)焊接过程中控制层间温度不大于150℃。
(5)层间起弧点应错开,起弧处应使用砂轮机清理。
(6)缺陷焊接修补后,进行初步的打磨,并对焊接接头、咬边、凹坑等进行补焊打磨。
(7)对补焊部位进行PT探伤,探伤标准按ASME第Ⅷ卷附录8执行。如仍有缺陷,采用上述相同的方法修复。
(8)对补焊区域进行打磨、抛光处理,符合通流部件标准要求,表面粗糙度达Ra3.2μm。
(9)打磨平顺后,对焊缝和母材进行PT探伤,PT探伤检查验收标准分别按照ASME第Ⅷ卷附录8执行。
补焊完成后使用风动砂轮机将补焊部位打磨光滑、光顺,并再次进行PT探伤,无裂纹无汽蚀则合格。
4.2 转轮叶片出水边修型
计划通过转轮叶片出水边修型,消除卡门涡产生诱因,以改善该区域汽蚀[3]。叶片出水边进行修型,叶片与上冠和下环之间的焊缝及叶片的强度和疲劳性能均不会受到影响,对转轮水力性能的影响也可以忽略不计。
分别取最大水头、额定水头和最小水头3个特征水头,对转轮叶片出水边局部倒圆角前后做CFD计算和对比分析。分析结果表明:倒圆角对水轮机转轮整体水力性能没有影响。倒圆角后,叶片整体压力分布均匀,与倒圆角前没有差别。倒圆角后水轮机转轮叶片出水边后部局部流态略有改善。倒圆角后,转轮叶片出水边附近的压力稍有提高,预计该处的局部空化性能会有所改善。
4.2.1 叶片出水边倒圆处理
通过CFD计算得出叶片需倒圆角的具体范围,并制作转轮叶片出水边倒圆示意图(见图4)、叶片出口形状示意图(见图5),按图纸进行倒圆处理。其中A点为下环出水边工作面焊接圆角末端与下环相交的位置;B点为下环出水边工作面让开焊接圆角8Omm的位置;C点为下环出水边工作面B点以后沿BC方向300 mm的位置;F点为上冠出水边工作面焊接圆角末端与上冠相交的位置;E点为上冠出水边工作面让开焊接圆角80 mm的位置;D点为上冠出水边工作面E点以后沿ED方向300 mm的位置;具体尺寸根据叶片的实际情况进行微调整。
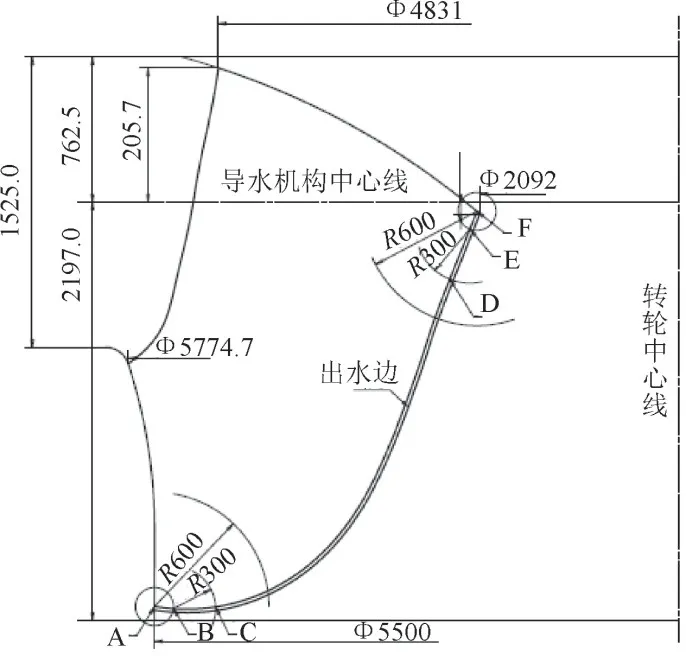
图4 转轮叶片出水边倒圆示意图
位置A至位置B、位置E至位置F按照图5(a)进行倒圆;位置C至位置D按照图5(b)进行倒圆;位置B至位置C、位置D至位置E进行光滑过渡。倒圆范围在出水边上冠处和下环处至少60 mm内进行。
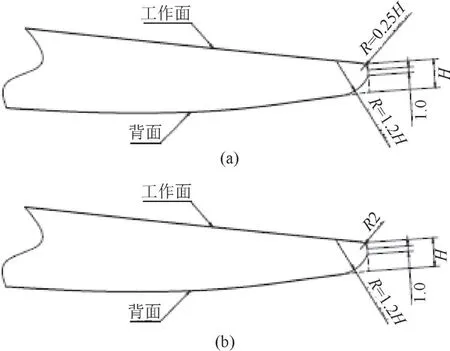
图5 叶片出口形状示意图
在工作现场按图纸对转轮叶片出水边打磨部位进行标记,然后对3号机转轮所有叶片出水边进行打磨倒圆处理,共13片。首先使用风动砂轮机陶瓷砂轮片对转轮叶片背面出水边明显棱角、尖点部位进行打磨,直至光顺、圆滑过渡。待叶片粗磨完成后,再将陶瓷砂轮片更换为砂布轮片对叶片出水边打磨部位进行抛磨、抛光,用以提高打磨部位的精度和光洁度。倒圆结束后使用PT+UT探伤检查合格。
4.2.2 叶片翼型检查样板制作
利用专用工具对翼型较好(无汽蚀或汽蚀较少)的转轮叶片进行翼型数据测量(见图6)。测量方法为:进口测量1、3、5断面,出口测量5、8、11断面,测量长度不少于870 mm。测量时进、出口点数需要加密,这样可以准确绘制其形状,绘图时需标识导水机构中心线和转动中心线的位置。断面12、13、14为主要空蚀部位,尽量多测些数据,其它断面为辅助测量断面,点数可适当减少。
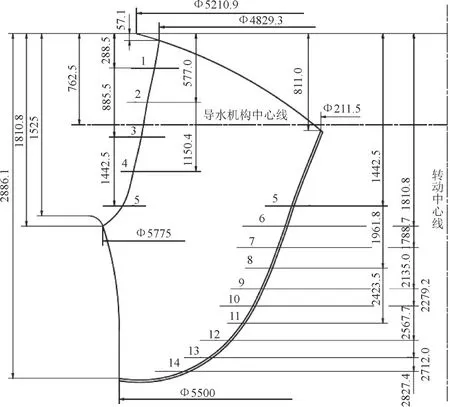
图6 转轮叶片翼型数据测量示意图
根据实测3号机转轮叶片翼型数据及理论型线利用切割机制作2 mm厚的转轮叶片检查翼型样板、转轮叶片焊接圆弧(R角)检查样板,制作检查样板名称及数量见表2。利用检查样板对修型的转轮叶片进行验收。若检验样板能与倒圆后的叶片贴合,则验收合格,若不贴合,有凸出或者凹进去的部位,说明打磨过度或不够。需对相关位置进行打磨或补焊,直至两者能贴合,保证转轮叶片翼型合格。
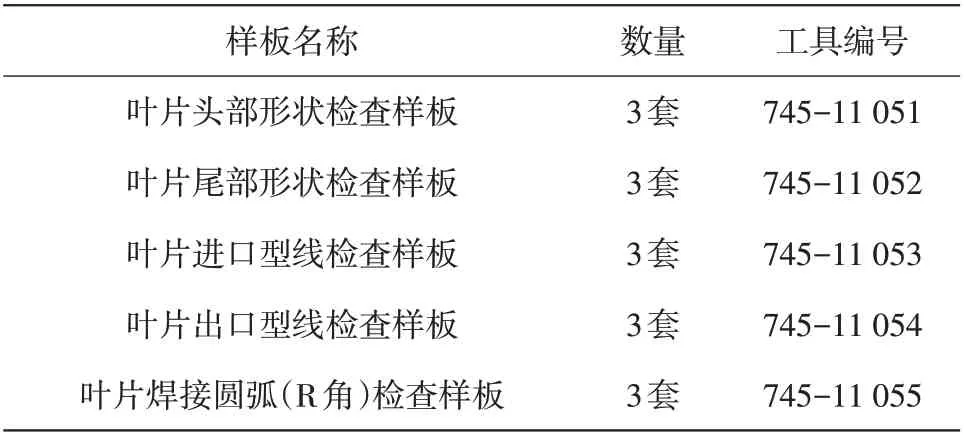
表2 检查样板表
4.3 处理效果
3号机转轮汽蚀修复并经倒圆处理后运行至今已有两年,每年对转轮进行着色探伤检修处理时发现3号机转轮无汽蚀现象(见图7)。

图7 2021年B修3号机转轮着色探伤情况
5 总结
结合设备检修,检查转轮汽蚀、磨损、裂纹等情况,发现3号机转轮汽蚀情况大为好转。在其他机组检修时对转轮叶片采用相同方法进行修型,可提高转轮运行的安全性能,减少汽蚀现象的产生。
