膜技术在电厂脱硫废水处理工程中的应用
2021-09-24曹永飞内蒙古电力科学研究院内蒙古呼和浩特010020
曹永飞(内蒙古电力科学研究院,内蒙古 呼和浩特 010020)
0 引言
在水资源匮乏的今天,废水处理环节对各行业显得尤为重要,作为前沿的废水处理工艺之一,膜处理技术在燃煤电厂脱硫废水处理中的应用变得越来越广泛。作为应用范围最广泛的再生资源,电能不仅关系到燃煤电厂实际生产的效益,亦与国计民生有着紧密联系,而优秀的废水处理技术不但能够保障燃煤电厂的安全生产,也能有效提高水资源的利用率,推动我国经济的快速发展。目前,国内大多数电厂仍在采用传统化学沉淀的方法对脱硫废水进行处理以满足达标排放的要求,该方法不能去除氯离子等溶解性无机盐成分,所以不能满足日趋严格的污水排放要求[1]。尽管国内膜分离技术与国外发达国家相比依旧存在着一定差距,但是在近年来发展迅速,膜工艺应用水平显著提升,已经出现不少膜分离技术应用于燃煤电厂脱硫废水零排放的工程案例[2-6]。
1 脱硫废水特征与传统处理工艺
燃煤电厂烟气脱硫产生的脱硫废水典型水质:pH为4~6.5,悬浮物和氯离子浓度高,成分复杂,含有重金属离子,水量不稳定[3]。对脱硫废水的有效处理一直是燃煤电厂脱硫系统末端废水处理环节的重难点[7]。传统的三联箱处理脱硫废水主要以中和、沉淀、絮凝等方法为主,脱硫废水经调节池均质处理后,分别投加石灰乳、硫化物、絮凝剂和Na2CO3,完成均质、中和和混凝沉淀反应去除大部分重金属离子,同时从澄清器底部回流部分高密度泥渣,加快反应沉淀速率。废水从三联箱自流进入澄清池,向三联箱出水中加入助凝剂。废水中的絮凝物通过重力作用沉积在澄清池底部并浓缩形成泥渣,由刮泥装置清除。澄清池出水自流进入清水池,投加HCl调节澄清池出水pH至6~9。若清水不满足排放标准,需回流至前处理单元进行二次处理。
该工艺流程主要特征为处理系统庞大、投资高、废水处理不彻底。图1为传统化学沉淀法处理燃煤电厂脱硫废水的工艺流程。
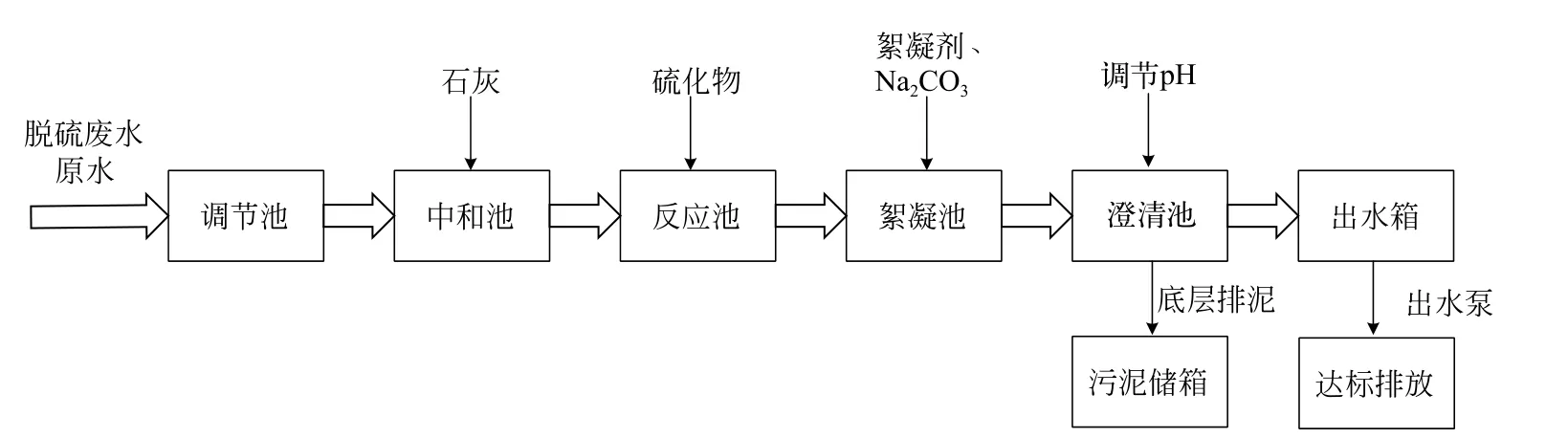
图1 燃煤电厂脱硫废水常规处理工艺流程
脱硫废水用于煤场喷洒、水力除灰、干灰调湿、补给炉渣冷却水时,一方面由于回用途径所能消纳的脱硫废水的水量有限,另一方面脱硫废水中的高浓度SO42-和Cl-会对回用系统的设备和管道造成腐蚀结垢。因此,脱硫废水直接回用技术均受到不同程度的局限[3]。随着我国生态环境保护政策、法规体系的逐渐健全,环境污染治理水平的不断提高,特别是膜法水处理技术的应用水平不断提升,基于膜法水处理的工艺路线已经成为脱硫废水零排放的主流技术路线。
2 膜技术在电厂废水处理工艺的应用
2.1 膜法水处理介绍
膜法水处理和传统水处理相比,可以大幅度提高产水水质,其核心在于选择性的高分子半渗透膜材料,通过该技术进行废水的分离和处理,能够有效解决现阶段废水的处理和提纯问题。膜分离技术包括主要反渗透、纳滤、超滤、微滤和电除盐(EDI)等,在外加压力或电驱动下实现分离作用,其可以不需要其他物质的中和及化学反应的支撑,去除水中的无机物和有机物等,并且出水水质良好,且具有一定稳定性。燃煤电厂水处理行业具有刚性需求属性,以膜法水处理为主要手段的水资源循环利用是目前能够满足燃煤电厂零排放的优选方案。膜法水处理应用于燃煤电厂脱硫废水零排放在我国被不断应用和推广,在有力地解决了水资源匮乏等问题、有效降低电厂成本的同时,也提高了企业的经济效益。
2.2 膜技术应用优势
2.2.1 解决污水回收问题
我国淡水资源较匮乏,很多地区面临着严重的缺水问题,制约我国经济的快速发展。而对于燃煤电厂来说,在其运行过程中需要大量的水资源以满足实际供电需求,但是往往也会带来严重的水资源污染。膜分离技术工艺操作维护简单,易于实现自动化控制管理,尤其具有分离效率高,浓缩倍数高,采用合适的膜技术浓缩电厂脱硫废水处理的尾水,能实现脱硫废水大幅减量,生产满足回用要求的淡水,大大降低了脱硫废水零排放技术末端处理的规模和成本,从而使得水资源得到再利用。因此,电厂采用膜分离技术对脱硫废水进行浓缩减量具有重要的经济效益和社会效益。
2.2.2 支持电厂节能运行
不同的膜分离技术对于悬浮物、难降解有机物、细菌、病毒、重金属、无机盐等物质能够实现较高的截留率,出水水质好。将膜分离技术应用于电厂循环冷却水,也能大幅提高水的脱盐率(达97%以上),有效改善循环冷却水水质并补充循环冷却水以满足运行需要。与此同时,能大大增强电厂锅炉的安全性能,降低系统的运行压力以及运营成本,提高蒸汽锅炉的使用周期。
2.2.3 节约电厂水资源
在实际的电厂运行过程中,所需要的水资源能耗非常大,其不仅需要对冷却水进行循环往复的使用,更重要的是需要建立水塔储备充足的冷却水。通过对于膜分离技术在废水处理的推广和应用,能够有效改善水质的同时,能大大降低冷却水的浓缩倍率,有效提升电厂对水的利用率。根据不完全统计,通过使用膜分离技术,能够节约40%左右的用水量。
2.3 膜处理技术分类
不同种类的膜技术分别应用于不同的细分领域,在燃煤电厂行业中,主要为燃煤电厂脱硫废水处理和电厂给水净化。对于燃煤电厂脱硫废水处理,针对不同水质,实际应用中需要应用多种膜技术,一般进水需进行前处理,如:三联箱工艺、软化、澄清、过滤等,以满足膜工艺处理进水水质要求,出水水质要求根据用途为回用还是排放,膜工艺使用原则遵循前段预处理为微滤和超滤,后端浓缩段为纳滤和反渗透。
2.3.1 膜预处技术
脱硫废水经化学沉淀预处理后去除绝大多数重金属和悬浮物等杂质,残余的部分钙镁离子及悬浮物需要在浓缩前去除。微滤、超滤主要起到固液分离作用,可用于去除脱硫废水深度软化生成的沉淀物,降低废水浊度,从而满足后续单元水质条件。
王可辉等[8]利用TMF+DTRO工艺中试实验研究深度处理脱硫废水三联箱出水,为去除残余的钙镁离子,继续投加石灰、氢氧化钠、碳酸钠等药剂进行混合反应,产生的含微量沉淀物的水去TMF膜过滤处理。所采用的TMF膜结构使膜被浇铸在多孔材料管的内部,废水从膜内部流过,多孔材料作为支撑层,过滤产水到达支撑层外侧,废水得到净化。由于水流在膜表面起到一定的冲刷作用,被截留的悬浮颗粒不会停留在膜的表面,从而避免污染物沉积在膜表面。研究结果表明:错流式管式超滤可以作为过滤,对沉淀物的粒径和比重要求低,能够代替传统的沉降或澄清工艺。刘亚鹏等[9]研究错流微滤中水样固体颗粒粒径的变化情况及其对出水水质的影响,利用NaOH+Na2CO3联合工艺预处理脱硫废水并进行了全循环微滤试验。研究结果表明:在所设计的试验条件下,悬浮物颗粒的平均粒径从14.5 μm降至5.1 μm,微滤产水通量及出水水质均较为稳定,微滤产水经进一步脱盐后可以回用,说明在合理的预处理工艺条件下,微滤技术是一种稳定、有效的固液分离处理技术。
王怀林等[10]采用“化学除硬+外置式有机管式超滤膜+OCRO管网式反渗透”组合膜工艺处理电厂脱硫废水。试验采用江苏凯米公司高装填密度超滤膜组件,型号KMTB0803,膜面6.4 m2。进水SS、COD平均值为27、150 mg/L,出水的SS、COD平均值分别为1、110 mg/L,SS的去除率在95%以上,COD去除率仅为23%.实验中经调酸后的水质pH为6~8,超滤膜能截住大部分的硅化合物,截留率为90%左右。将超滤膜作为反渗透的前处理工艺,保证后续反渗透膜系统的连续稳定运行。
2.3.2 纳滤反渗透技术
经前处理的脱硫废水溶解性无机盐含量很高,氯离子、硫酸根离子、硅离子和残留的少量钙镁离子等溶解性无机盐采用传统的化学沉淀工艺不易去除,需要结合其他工艺进行处理,其中纳滤、电渗析和反渗透等工艺适宜对高浓度的溶解性无机盐废水进行深度处理,达到提升水质和减量的效果。膜浓缩过程产生的淡水可作为脱硫系统工艺补水,浓水则进入后续固化处理系统。
王可辉等[11]对现阶段可用于膜浓缩的主要工艺:特殊流道反渗透、碟管式反渗透、正渗透、高效反渗透进行了工艺比选,从压力等级、适用水质、抗污堵性、技术成熟度、操作流程、运行维护、工程造价和运行能耗等方面进行综合分析考虑,推荐使用“低压较抗污染特殊流道反渗透膜+高压高抗污染特殊流道反渗透膜”2段膜浓缩工艺,将系统回收率提升至80%,从而大大降低蒸发结晶运行费用。
张波[12]采用陶氏膜元件SPF-2860开展“多介质过滤+超滤+弱酸性阳离子树脂吸附+纳滤”的工艺流程处理电厂脱硫废水,开展纳滤脱盐中试试验,考察不同纳滤回收率下的运行工况,研究纳滤膜的清洗方案,以优化脱硫废水近零排放的工艺运行参数。试验表明,当纳滤回收率在68.94%~80.83%时,高压泵出口压力为2.26~2.39 MPa,产水电导为8.14~14.33 mS/cm。当纳滤中试系统回收率在70%时,脱硫废水中COD和硫酸盐的去除率分别为92.2%和98.5%;当纳滤中试系统回收率在80%时,脱硫废水中COD和硫酸盐的去除率分别为45.2%和95.1%。在脱硫废水处理系统应用纳滤膜深度处理工程中,提出纳滤的回收率设计参数宜为70%。纳滤膜污堵后,经过酸碱清洗,纳滤膜通量可以稳定恢复到清洗前的水平。
邵国华等[13]通过中试对工艺中的核心系统纳滤-蒸发结晶系统进行可行性研究,试验结果表明,NF能有效分离脱硫废水中一价离子和二价离子,前者进入NF产水,后者被截留于NF浓水中;一价离子透过率在50%~60%,一价盐回收率在88%以上;二价离子透过率<4%。NF产水直接蒸发结晶,NF浓水作为预处理的反应池软化剂,将其回流至预处理单元加以利用,降低石灰和碳酸钙的加药量,降低预处理软化运行成本,实现脱硫废水的资源化利用及近零排放。
王怀林等[10]采用科氏管网式反渗透膜(OCRO)组件处理电厂脱硫废水。某燃煤发电厂石灰石-石膏湿法脱硫产生的脱硫废水,经“NaOH+Na2CO3”两级澄清软化和超滤预处理后,在进膜压力为7~7.2 MPa,回收率为75%,膜通量为10 L/(m2·h)的条件下,TDS、COD和Cl-去除率分别达到97.4%,63%~71%,98.3%~98.7%,出水水质满足GBT 19923—2005中的锅炉补给水水质标准,浓水可满足MVR蒸发的要求。
2.3.3 电渗析技术
电渗析所使用的半渗透膜属于离子交换膜的,离子交换膜按离子的电荷性质可分为阳离子交换膜(阳膜)和阴离子交换膜(阴膜)两种。电渗析技术可以同时对电解质水溶液起淡化、浓缩、分离作用;可以用于非电解质的提纯,以除去其中的电解质。
陈玉姿等[14]利用电渗析技术对山东魏桥某电厂脱硫废水进行处理,分别对脱硫废水进行1级1段以及多级电渗析和多段电渗析浓缩规律进行研究。结果表明:7段电渗析和4级电渗析浓缩均能得到含盐质量分数15 %的浓缩液,膜对电压对电渗析浓缩过程的影响较大,而电渗析过程的驱动力大小取决于膜对电压大小,最终导致浓缩过程的电流增大,增大了电渗析过程的能耗。
李恩超[15]分别通过碟管式反渗透(DTRO)膜处理法和电渗析处理法对宝钢电厂脱硫废水反渗透浓水进行进一步浓缩,并对比分析了DTRO膜与电渗析处理法的优缺点。结果显示,电渗析工艺单位功耗为27.65 kW,明显高于DTRO单位功耗,另外DTRO产水水质更好且可以实现连续运行。因此,相较于电渗析法,DTRO更具优势。
3 国内燃煤电厂废水零排放应用实例
国内外脱硫废水零排放工艺路线主要包括脱硫废水预处理、浓缩减量和固化处理3个部分。基于“预处理+浓缩+烟道蒸发/蒸发结晶”的工艺路线已经成为脱硫废水零排放的主流,其中预处理和浓缩技术需按照蒸发固化、废水水质、水量和电厂运行状况等因素进行综合考虑。
目前国内已投入废水零排放系统的燃煤发电厂中,涉及膜法预处理或浓缩减量技术的电厂脱硫废水零排放工艺路线对比如表1所示[2-5]。
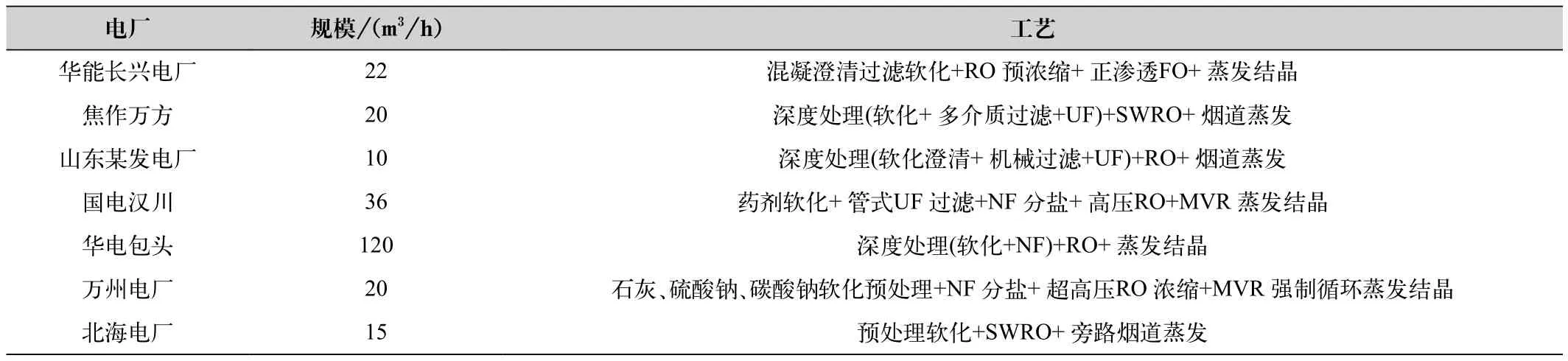
表1 不同脱硫废水零排放处理工艺情况对比
应从电厂脱硫废水水质、水量及后续浓缩、固化工艺对水质的要求出发,并经技术经济比较,确定脱硫废水处理预处理工艺。当末端废水量大,经技术经济比较后,后续直接蒸发固化能耗成本过高时,宜采用浓缩工艺,实现废水减量。当废水水量较小,并且蒸发固化技术对水质要求不高时,可酌情不对其进行浓缩,采用常规预处理即可满足要求。燃煤电厂应结合自身用排水现状和环保要求,选择合适的废水末端治理技术路线。
4 结论与展望
从目前发展方向与进程来看,膜分离处理技术在未来主要侧重于对水的微滤和超滤等环节,在大大降低膜污染的基础上,有效降低清洗的次数,且可以更好地降低更换频率和保养成本(提高膜的使用寿命),实现系统长周期连续稳定运行。电厂在处理脱硫废水的同时,可考虑协同处理其他高盐废水,如循环排污水、化学再生水等,优化膜分离技术工艺流程,如膜前处理采用离子交换树脂进行深度软化以改善膜进水水质,避免产生严重的膜污染,最终提高膜系统废水处理能力,在现有基础上通过多种途径实现零排放技术进一步推广和应用。
