碳纤维机械臂焊接相贯线轨迹优化算法
2021-09-22钟俊魁
钟俊魁

摘 要:高性能碳纤维复合材料在机械臂中的应用,改善了传统金属机械臂速度慢、模量低、能耗大等缺陷。文章以碳纤维机械臂在焊接工艺中的应用场景为例,设计了一种碳纤维机械臂焊缝多层多道焊焊道填充策略;以该策略为基础,对碳纤维机械臂多层多道焊相贯线插补算法进行推理,得到一种能够通过改变焊道半径参数即可获得多层多道焊中各焊道相贯线轨迹坐标的优化算法。该方法能够实现碳纤维机械臂焊接场景需求,为新型材料制备的焊接机器人、机械臂控制提供借鉴。
关键词:碳纤维机械臂;多层多道焊;相贯线;轨迹规划;优化算法
中图分类号:TP241 文献标识码:A 文章编号:1001-5922(2021)09-0142-04
Trajectory Optimization Algorithm for Welding Intersecting Line of Carbon Fiber Manipulator
Zhong Junkui
(Institute of Advanced Manufacturing Technology, Hefei Institute of Physical Science, Chinese Academy of Sciences, Chang zhou 213164, Chian)
Abstract:The application of high performance carbon fiber composite materials in mechanical arm has improved the defects of traditional metal mechanical arm, such as slow speed, low modulus and high energy consumption. Taking the application scenario of carbon fiber mechanical arm in welding technology as an example, this paper designs a filling strategy of multi-layer and multi-pass welding seam of carbon fiber mechanical arm. Based on this strategy, the interpolation algorithm of the intersecting line in the multi-pass welding of the carbon fiber manipulator was deduced, and an optimization algorithm was obtained which could obtain the trajectory coordinates of the intersecting line in the multi-pass welding by changing the radius parameters of the welding line. This method can realize the welding scene requirements of carbon fiber mechanical arm and provide reference for the control of welding robot and mechanical arm prepared by new materials.
Key words:carbon fiber manipulator; multilayer multipass welding; interfingering lines; trajectory planning; optimization algorithm
0 引言
机械臂是机器人领域中與社会生活、生产结合最为紧密机械装置之一。尽管机械臂种类很多、形态各异,但都有一个共同点,即:能够接受指令并根据各类型指令精确地定位到三维(或二维)空间上的某一点进行作业[1-2]。碳纤维复合材料具有质量轻、强度刚度高、耐疲性好、耐酸碱腐蚀等优点,使其成为机械臂制作领域代替一般传统金属材料的首选。尤其对于某些存在温差变化作业条件的机械臂而言,由于碳纤维复合材料在该类型作业条件下中能保持较小的蠕变,对于机械手臂的精准度控制而言具有显著的优越性。除一些高端领域如航空航天、船舶制造等应用的大型碳纤维机械臂外,中小型的碳纤维机械臂在工业生产、汽车制造、电子电气等行业的装配、焊接、物流环节的应用同样具备广阔前景。文章就某种应用于焊接领域碳纤维机械臂进行分析,对该种机械臂在多层多道焊复杂焊接工艺轨迹规划优化算法进行推理,旨在深化碳纤维机械臂在焊接领域应用,提升碳纤维机械臂运动控制能力。
1 碳纤维制备机械臂性能优势
1.1 轻量化,刚度大
机械臂用途多样,其承力结构部件设计类型亦表现为设计多元化、结构多样化。传统的机械臂多以铸钢、铝合金等材料加工而成,具有一定的耐腐蚀性、结构强度等[3]。但与碳纤维复合材料相比,金属材质不论模量、化学稳定性、结构强度等均不具备显著优势,同时同等结构下碳纤维材料的整体质量要远低于一般金属材料。因而,能够帮助机械臂获得更加轻量化的设计结构,在减重的同时满足工艺要求更高的机械臂需求。
1.2 良好的抗疲性能
对于用于装配工艺的机械臂而言,承重、抓取重量等性能指标要求均较高,要求机械臂加工材料必须满足一定的抗变形能力和抗断裂能力。从拉伸强度角度分析,一般机械臂加工领域常用材料如铝合金等的拉伸强度约在800MPa左右,而传统的通用级T300碳纤维复合材料拉伸强度通常能够达到3~5GPa;材料韧性方面碳纤维材料具备类似纺织材料的柔软可加工性,其机械臂韧性远高于一般铝合金材质加工而成的机械臂[4]。
1.3 热膨胀系数小,尺寸稳定
碳纤维复合材料热膨胀系数能够通过基体组合改变而灵活改变,从而获得理想的极小值,保证外界温度发生变化时,使用碳纤维加工而成的机械臂能够产生极小的热变形和热應力。根据部分实验室数据显示,当结构、长度等相同的碳纤维、铝合金机械臂零件置于同等室温12℃条件下时,相同时间内碳纤维机械臂零部件的热膨胀形变几乎为零,而使用铝合金材料加工而成的机械臂零部件变化约1.12mm[5]。可见碳纤维材料加工而成的机械臂能够显著提升整体作业精度。
2 碳纤维焊接机械臂选材与设计
2.1 材料选择
通常焊接机械臂加工多选择7075铝合金材料,该材质具有强度高、抗腐蚀等性能优势。但在碳纤维复合材料与焊接机械臂加工领域融合程度逐渐深入过程中,7075铝合金材料逐渐被取代。某型号焊接机械臂原使用7075铝合金材料整体质量较重,文章在保持原有机械臂作业要求和产品性能前提下采用通用级T300碳纤维和M40J高模量碳纤维复合环氧树脂,制备适用于焊接机械臂的碳纤维复合材料[6]。原有7075铝合金材料与碳纤维复合材料性能对比情况如表1所示。
2.2 结构与铺层设计
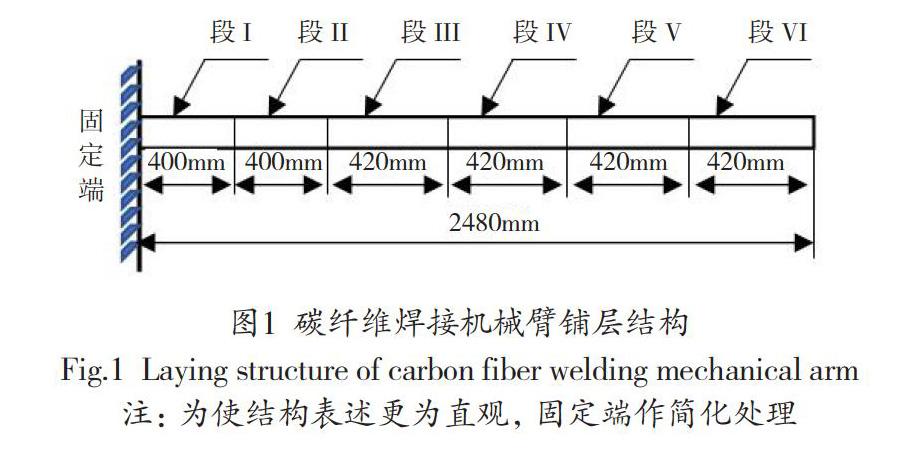
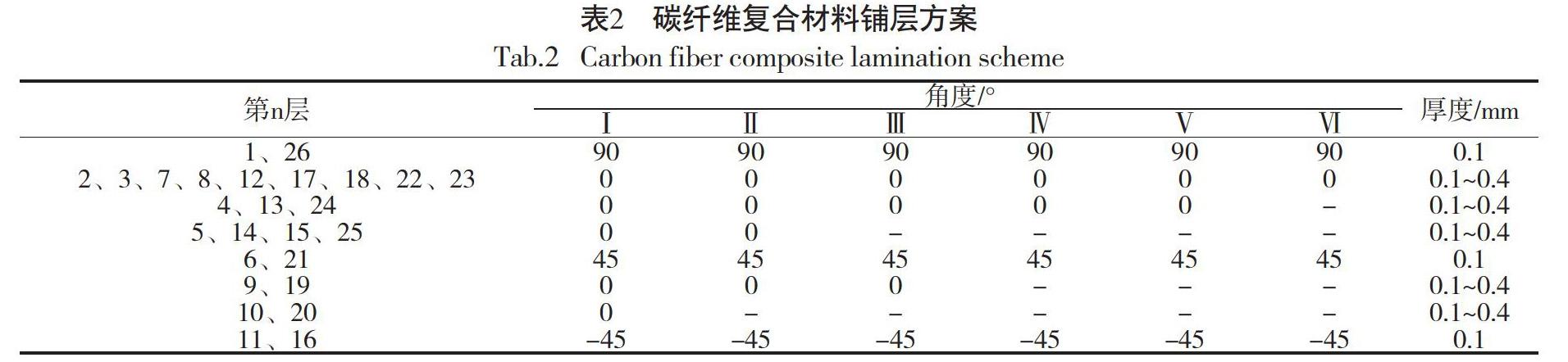
该型号原机械臂采用7075铝合金材料等壁厚矩形空箱截面结构,文章在不改变原有机械臂结构条件下,将加工材料更换为碳纤维复合材料,新的机械臂铺层方案如表2所示。其中0°、±45°处选择纵向拉伸模量、剪切模量更高的M40J复合环氧树脂材料;90°处选择横向拉伸模量更高的T300复合环氧树脂材料;制备两种碳纤维复合环氧树脂材料单层厚度均为0.1mm。为充分保证有化以后的机械臂能够获得更加轻质的结构,文章改变原有7075铝合金材料焊接机械臂壁厚,采用六段分铺设变壁厚方案,对碳纤维复合环氧树脂焊接机械臂进行铺层,如图1所示。
3 碳纤维焊接机械臂相贯线轨迹优化策略与算法
3.1 多层多道焊应用碳纤维机械臂特征
管管相贯的相贯线轨迹掌控,一直是焊接领域开展自动化、智能化焊接的重点和难点[7]。对于大型结构件如锅炉、压力容器等而言,使用文章设计的碳纤维复合材料焊接机械臂,能够在更高的比模量、更轻的重量优势下,实现大电流埋弧焊接速度和作业效率的有效提升。然而,由于碳纤维机械臂结构、质量等均产生了变化,为保证碳纤维机械臂应用于多层多道焊接工艺时的高效性,需要对每道焊接的轨迹进行重新规划或优化,实现碳纤维焊接机械臂作业时一次示教实现所有焊道轨迹规划的作业需求。
3.2 多层多道焊焊道填充策略
假设同一焊道同次焊接过程中焊道截面积不变。根据碳纤维焊接机械臂工艺要求,打底焊焊道上层焊道截面积通常要小于打底焊焊道截面积[8]。文章针对构建的碳纤维焊接机械臂,采用多层多道焊焊道填充策略,用以确定同层焊道高度始终为一固定值,焊道宽度则根据多层多道焊焊缝截面积进行实时规划与调整,有利于实现碳纤维焊接机械臂自动化、智能化运动轨迹规划与控制。
第1步,假设碳纤维焊接机械臂在多层多道焊中各层第一道焊道的截面积为Sn=1,焊道宽度与焊道高度的比值为λ,此时多层多道焊中每一层的焊道高度Hn可通过式(1)计算得出:
设碳纤维焊接机械臂焊接作业速度为Vh,焊接作业时焊丝的送丝速度为Vs,作业时所使用的焊丝直径为d,此时可根据式(2)得到多层多道焊各层第一道焊道的截面积Sn=1:
第2步,根据式(1)、(2)分别计算碳纤维焊接机械臂多层多道焊焊道参数Sn、Hn,根据两参数和各层某一时刻已经完成焊接作业的面积确定各层已完成的焊道数量以及未完成的焊道数量。
对于相贯线坡口(内/外)焊接而言,相贯线坡口外没有坡口壁通常会使每层最后一道焊道的宽度处于层层变化状态,可以根据碳纤维焊接机械臂作业情况在焊道Hn不变的条件下,实现对多层多道焊每层焊道宽度的调整;由于相贯线坡口内坡口壁的存在,导致每层最后一道焊道的宽度受限,通常无法按照坡口外焊道宽度调整方法对各焊道宽度进行调整,而只能通过调整最后一道焊道的高度实现焊道宽度的变化。设碳纤维焊接机械臂已完成焊接作业部分焊道高度为Hw,第n道焊道的底部宽度为Wd,管管相贯中的主管壁厚为δ。
当Hw<δ时,此时已完成焊接作业区域与坡口位置之间的关系。已完成焊接作业区域位于坡口内,则第J层焊道顶部宽度与焊道总截面积SJ可根据式(3)计算得到:
其中,WJ表示焊道顶部宽度,取值为Wd-HJtanε;ε为焊道坡度角。
当Hw>δ时,已完成焊接作业区域与坡口之间的关系。已完成焊接作业区域位于坡口外,则第K道焊道顶部宽度与焊道总截面积SK可根据式4计算得到:
其中,WK表示焊道顶部宽度,取值为Wd-HKtanθ;θ为焊道坡度角。
将计算所得的各项参数带入公式(1)中进行计算,得到该层中第n道焊道的宽度:
通过计算得到的Wn、Sn、HW等参数计算第J层、第K道焊道的相贯线参数半径rJK(支管半径)、RJ(主管半径)。
3.2 第J层、第K道焊道相贯线轨迹优化算法
相贯线是一种由两立体相交(相贯)而在其内外多表面产生的交线(相贯线) [9]。相贯线空间结构复杂,具有表面性、封闭型、共有性等特征。常见的相贯线形态有正斜交、偏置及偏置斜交等心态,为充分验证碳纤维焊接机械臂相贯线焊接作业时的一般性,文章按照图2所示的工作坐标系进行偏置斜交相贯线焊接轨迹规划及优化计算,图2中各参数及其代表含义如表3所示。
主管及支管在相贯条件下的圆柱方程及支管圆柱参数方程分别如式(6):
其中,xb=-rjksinα;yb=rjksinα。支管坐标Os相对主管坐标Op开展变换矩阵,得到式(7)所示结果:
通过式(7)计算,分别得到Op、s两坐标系位置关系:
将式(8)带入式(6),最终分别得到主、支管坐标系Op、s的相贯线轨迹优化方程:
利用该方程和matlab等软件即可通过一次示教推演出相贯线多层多道焊各项参数及运动轨迹。
4 结语
综上所述,文章利用通用级T300碳纤维和M40J高模量碳纤维复合环氧树脂制备了一种碳纤维焊接机械臂,针对该机械臂在管管相贯接缝焊接工艺中的轨迹优化算法进行推演,得到了适用于偏置斜交相贯线焊接轨迹规划及优化计算方程。该方程能够根据多层多道焊焊接填充策略规划出整体作业流程中所有相贯线焊接轨迹,仅通过一次示教便能够对碳纤维焊接机械臂焊道全部相贯线轨迹进行推演,有效提升了传统焊接机械臂轨迹控制能力和作业效率。
参考文献
[1]张林文.“工业4.0”与复合材料工业发展—— 一个复合材料行业工作者的梦想[J].玻璃钢/复合材料.2015(08):93-95.
[2]王娣,朱龙超,韩鸿鹄,等.碳纤维复合材料在机械手臂中的应用[J].纺织报告,2020(6):18-22.
[3]全球首台采用碳纤维复合材料制成的机器人系统问世[J].玻璃钢/复合材料,2017(3):107.
[4]尚武林,朱龙超,龙浩,等.采用国产铣刀加工碳纤维复合材料的不足与建议[J].纺织报告,2019(4):1-3+7.
[5]曾孔庚,姚鹏程,崔江涛,等.空间中厚板相贯线轨迹多层多道机器人焊接系统[J].电焊机,2014,44(11):25-28.
[6]隋显航,郭辉,李显华,等.碳纤维增强环氧复合材料机械臂结构设计与性能研究[J].化工新型材料,2020,48(7):235-237+234.
[7]郝树萌,王士军,崔林圆.管相贯线接缝优化的等间距直线逼近算法的研究丰[J].制造技术与机床,2017(12):68-72.
[8]宗大圣,邓双成,龙腾宇,等.复杂曲面相贯线焊接轨迹控制算法的研究及仿真[J].新技术新工艺,2014(5):93-96.
[9]曾锦乐,都东,常保华,等,复杂空间轨迹焊接过程运动规划方法[J].清华大学学报:自然科学版,2016,56(10):1031-1036.
