ZY(J)7电液转辙机油管变形模的设计与改进
2021-09-17付雨泽
付雨泽
摘 要 ZY(J)7电液转辙机及其配套的安装装置与外锁闭装置是为满足我国提速线路需要而研制的新型道岔转换系统。本文通过对ZY(J)7电液转辙机φ6油管变形模的设计及改进过程进行简单介绍,解决了φ6油管在工作中与其他种类油管同时变形冲突的问题,减少了油管变形过程中工装拆卸、装夹、调试过程的繁琐问题,提高了工作效率,对于油管变形操作者以及工装设计者在工作中提供了新的思路和方法。
关键词 油管变形模 ZY(J)7电液转辙机 模拟仿真
中图分类号:U284 文献标识码:A 文章编号:1007-0745(2021)06-0001-03
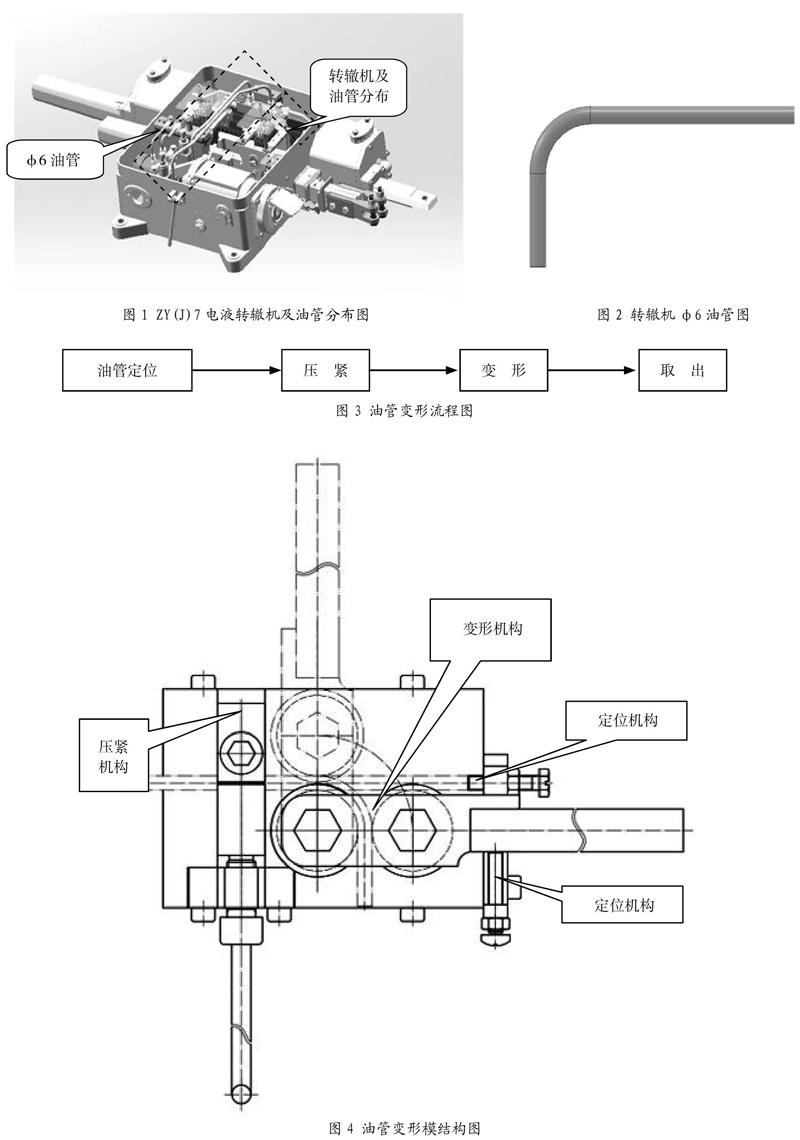
ZY(J)7电液转辙机及其配套的安装装置与外锁闭装置,是为满足我国提速线路需要而研制的新型道岔转换系统。它能转换、锁闭国内现有各种规格、型号的内、外锁闭道岔,并能正确反映尖轨及可动心轨辙叉的位置和状态。整机采用液压传动、机械锁闭,达到磨损小、寿命长、锁闭可靠的效果。油管作为连接液压系统各零部件的组成部分,其结构与性能对系统有着重要作用。[1]ZY(J)7电液转辙机用油管有φ6、φ10、φ12三种型号(油管分布见图1),采用材料牌号均为1Cr18Ni9Ti的精拔不锈钢无缝钢管,具有耐腐蚀、成本低、使用寿命长、安装方便、承受压力高等优点。
φ10、φ12油管由于结构复杂,为保证精度和外形要求我们使用自动弯管机进行油管变形,变形过程为:根据油管种类(管径)选择相应的工装,安装到自动弯管机上,然后进行工装、程序的调试,经过多次调试,待调试合格后方可进行油管的变形工序。而φ6油管由于结构较简单,只有一道直角弯(见图2),使用自动弯管机后虽然可以实现变形,但每次变形前都得对工装进行拆卸、装夹,过程繁琐,装好工装还需进行多次调试,工作效率不高。因此,我们决定设计一套手动油管变形模,专门针对φ6的油管变形,可实现与自动弯管机(弯管机主要对φ10、φ12油管变形)同时使用,减少工装的装夹及调试次数,提高生产效率。
1 设计思路
通过多次研究自动弯管机油管变形过程,我们将轮模和导模(弯管机变形油管用工装)转换为两个压轮,压紧模转换为压紧机构,先对油管进行定位,油管通过两个压轮到达指定位置后将油管夹紧,其中一个压轮只可以绕压轮中心旋转,另一压轮以前一个压轮中心为轴,人工转动把手带动压轮旋转,通过压轮对油管的挤压实现油管的变形,完成后手动取出油管,油管变形流程图见图3。
2 油管变形模的组成
本套油管变形模主要由变形机构、压紧机构和定位机构三大部分组成,见图4。
压紧机构主要由静压紧块、动压紧块、紧固安装板、紧固螺栓和摇把组成,主要作用是油管到达指定位置后通过紧固螺栓的螺旋运动带动动压紧块运动,与静压紧块共同对油管进行压紧,保证其变形过程中位置保持不变。
变形机构主要由两个压轮、主轴、压轮轴、动作板和把手等组成,主要作用是通过把手带动两个压轮旋转,对油管进行挤压实现油管的变形,得到油管所需形状。[2-3]
定位机构主要由定位板、定位螺栓、紧固安装板组成,其作用是通過调节及固定定位机构对油管初始位置进行准确定位,保证变形后油管的外形尺寸一致[4-5];此外,还可以通过调节定位机构螺栓的尺寸实现变形机构旋转角度的控制,得到所需油管外形角度[6]。
3 项目改进
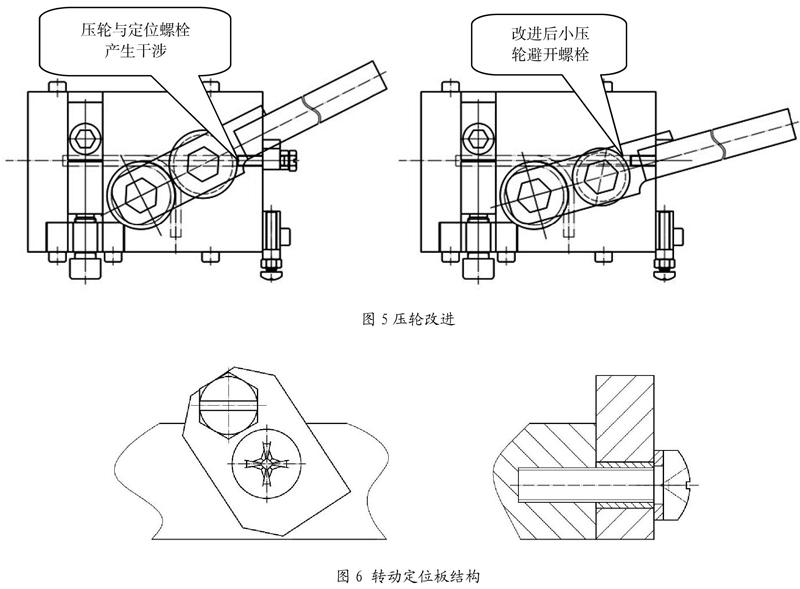
(1)通过模拟仿真及计算[7],所设计的油管变形模可以实现电液转辙机用其中一种φ6油管的变形,但另一种φ6油管变形过程中,压轮旋转时会与定位机构螺栓发生干涉现象,压轮无法顺利到达指定位置,故决定将两个大小相同的压轮改进为大、小不同的压轮,并调整两压轮之间的间距,使小压轮可以顺利通过定位机构,避免旋转过程中压轮与油管定位机构螺栓产生干涉,从而实现油管的变形(压轮改进方案见图5)。
(2)油管变形后由于油管直线段与定位机构中的螺栓处在同一条直线上,且油管与压轮之间间隙较小,故造成油管取出时困难。因此,我们需对定位机构进行改进,由原先固定的定位机构改为转动定位板上加装定位螺栓,转动定位板在一侧时定位螺栓与油管在同一直线位置,起到油管定位作用;待油管变形完成后将转动定位板旋转到另一侧正好可以使定位螺栓避开油管,从而实现油管的顺利取出(转动定位板结构见图6)。此外,还对压轮尺寸进行修正,增大其与油管间隙,增大压轮圆角,使油管取出时更加顺畅。
(3)油管变形模试验过程中,发现变形机构在旋转过程中由于摩擦阻力较大造成旋转过程较困难,于是我们将变形模底板和与底板接触的大、小压轮进行了磨削处理,使其粗糙度值达到1.6以上,并定期进行涂油润滑,很好的解决了变形机构旋转困难的问题。
4 技术特点
(1)整个油管变形过程无需更换、调试工装,首先将定位机构调整到位,放入φ6油管并夹紧后,通过旋转变形机构即可实现油管变形,不仅操作简单,省时省力,且工作效率高。
(2)通过调节定位机构中螺栓的长度位置可以实现两种φ6油管的变形,具有通用性。
(3)通过旋转定位机构中的转动定位板可以实现油管定位与变形后油管的顺利取出之间的相互转换。
(4)通过此油管变形模的使用可以实现φ6油管与其他种类油管的同时变形,提高生产效率。
5 结语
ZY(J)7电液转辙机油管变形模设计并制造完成后,积极投入到生产工作中,可以同时实现两种φ6油管的变形,实现了φ6油管与其他种类油管的同时变形,解决了φ6油管变形时需要拆装原有工装并进行多次调试的问题,且工作强度不大,工作效率较原来提高了5倍以上。以年产10000组电液转辙机为例,所需φ6回油管10000根,若使用自动弯管机进行变形,综合下来大约需要1.5分钟变形1根油管,使用本套油管变形模后,1.5分钟可以实现5根油管的变形,每年可以节约1万元左右,达到了很好的效果。
参考文献:
[1] 杜元筹.铁路道岔转辙机[M].北京:中国铁道出版社,2017.
[2] 濮良贵,纪名刚.机械设计[M].北京:高等教育出版社,2011.
[3] 闻邦椿.机械设计手册[M].北京:机械工业出版社,2018.
[4] 孙恒,陈作模,葛文杰.机械原理[M].北京:高等教育出版社,2010.
[5] 何庆复.机械工程材料及选用[M].北京:中国铁道出版社,2015.
[6] 郑爱云.机械制图[M].北京:机械工业出版社,2017.
[7] 胡仁喜,康士延.Solidworks2012有限元、虚拟样机与流场分析从入门到精通[M].北京:机械工业出版社,2012.
