探讨中厚板轧机电控系统中PLC技术的应用
2021-09-17王极
王 极
(河钢唐钢中厚板材有限公司,河北 唐山 063000)
计算机信息技术的应用为钢铁企业的生产提供了巨大的支撑作用,在冶金生产流程中合理应用信息处理技术,可以起到提高生产效率、保证生产安全、提高产品质量的作用。其中又以PLC 技术(可编程逻辑控制系统)的应用最为广泛,其不仅具有较高的可靠性和稳定性,而且还具有编程直观、功能全面、适用范围广、接口丰富等实际应用方面的优势,其在冶金轧钢设备电控系统中合理应用是促进冶金行业长期发展的重要保障。
1 应用PLC 技术的重要性
冶金工业是国家工业体系的基础,在国家的发展过程中有着十分重要的战略性作用,我国作为工业大国,尤其是在产业升级的大背景下,提高冶金工业整体水平,对于我国的发展有着十分重要的作用。结合当前冶金行业的现状以及未来规划进行分析,可以看出冶金行业在其生产过程中产能和质量受到多种因素的影响,其中又以设备的影响最为明显,冶金设备在很大程度上会限制工艺的设计以及物料的加工。轧机是冶金工业中最为常见的加工设备之一,通过与传动、制动、安全等设备的协同操作,完成轧钢过程中最为关键的工作,轧机设备的应力承载力十分复杂,一旦设计或者使用过程不合理,就会导致中厚板产生质量问题(变形、开裂、厚度不均等情况)。轧机在工作过程中需要处理多方面的工作,调整的参数十分多,且各个参数之间还存在一定耦合左右,其中构件受力状况、应力范围都是其中的重点内容。通过应用PLC 技术可以建立一套完善的可编程的逻辑控制系统,进而达到降低设备体积、系统控制自动化,降低故障率的目的。[1]
2 PLC 技术在中厚板轧机电控系统中的应用
PLC 技术的应用包括以下几个方面:
2.1 PLC 技术的确定
PLC 技术在实际的应用中可以系统性地分为以下几个部分:基本单元、扩散单元。其中扩散单元又包括扩散和特殊功能等模块。在确定PLC 技术应用时,需要综合考虑控制系统的在生产流程的循环性要求。这里以特殊功能模块来分析,其在功能层面具有输入模拟量、高速处理信息等功能,实现依靠编程器电控系统的控制,需要对PLC 程序进行编程,以一个现有技术为例,其输入60 点,内存值4K。
2.2 PLC 技术结构框架
电控系统中PLC 技术的输入点为60,输出信号为50,将各类传感器与PLC 控制器电连接,将传感器开关作为输入端,PLC 控制器采集传感信息,并对其进行分析,然后经过设计好的时间、工艺顺序等计算逻辑进行调整,向设备发送动作命令,实现对设备的精准控制。
2.3 逻辑软件设计
通过应用PLC 技术还可以起到保障生产效率的目的,通过PLC 控制器控制变频电控系统,可以满足生产过程对于加速、减速、保护等诸多速度方面的需求。具体操作流程如下:首先,用两台并联的直流调速装置供电;然后,操作台控制速度,并将信号输送至辊道的CPU 内,CPU 根据实际情况调整电机的转速。运用DP 网络控制励磁系统装置,当其处在基本速度范围之内时,通过设置额定电流的方式,以基本速度的实际数值,进行弱磁调节。
2.4 系统监控和操作
在电控系统中监控的作用十分重要,操作人员通过监控界面可以了解到系统运行的实际情况,并对相关的运行参数进行记录和储存,这样不仅可以实现对系统运行的检测,各类信息的储存也为后期的故障处理提供的数据支撑。操作人员在主界面不仅可以了解到当先的生产状态,还能对生产参数进行调整,结合钢材的特性、产品参数以及轧制工作的各项数据,及时的调整速差等设备参数,降低了操作人员的劳动强度,提高了工作效率。
3 PLC 技术的应用案例
结合实际应用案例,对PLC 技术的应用效果进行进一步分析。PLC 技术在中厚板轧机电控系统中的中应用,可以实现对咬钢速度、垂直和轧制道次数、水平辊道等参数进行调节,此外,还能在系统运行过程中起到自动投用和消除速差的作用。
3.1 核心控制功能
在冶钢企业生产5-7mm 规格的钢板的实际应用中,对中厚板轧机电控加入了PLC 技术,使其核心控制功能具有了以下控制能力:
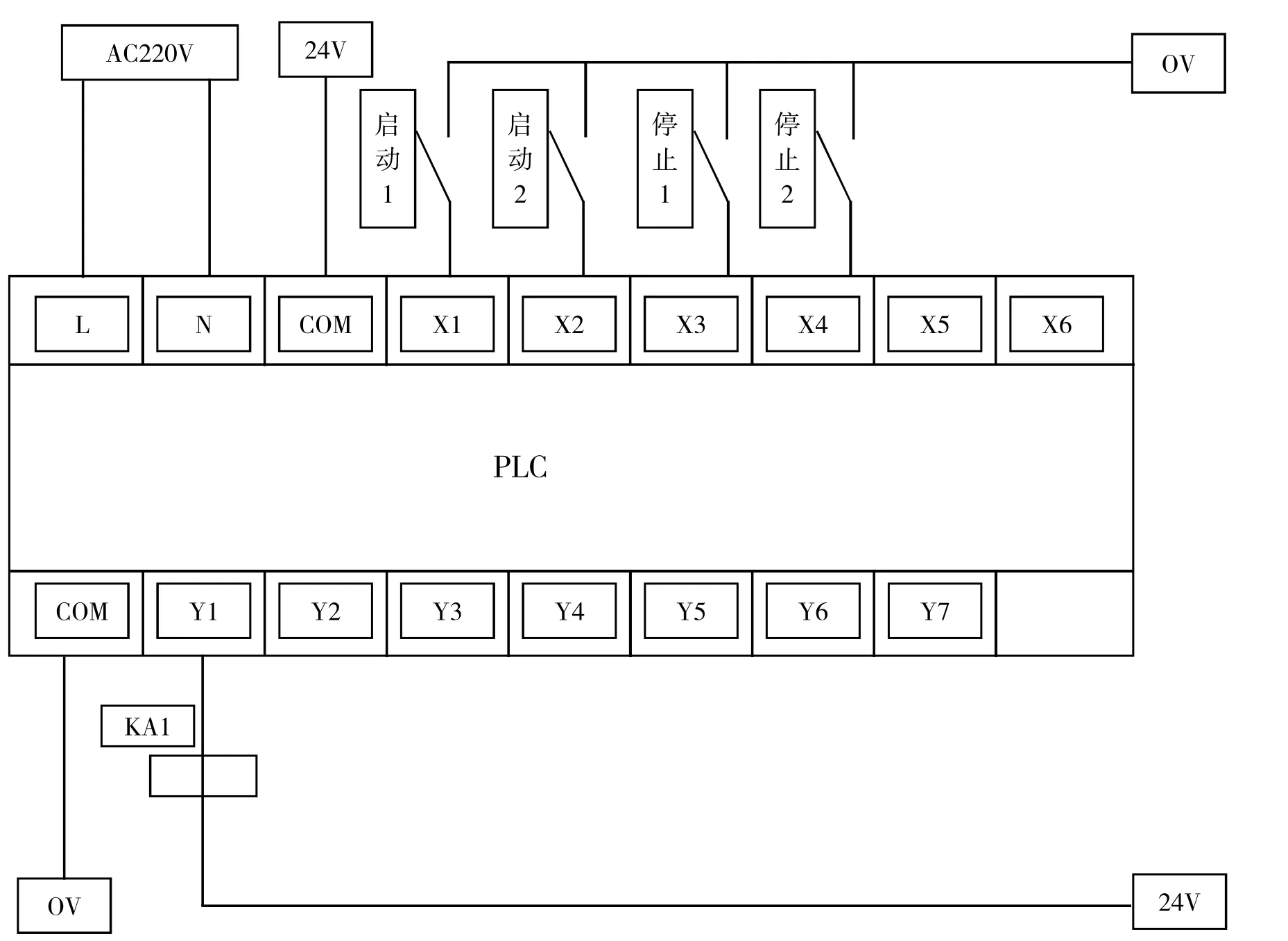
图1 PLC 控制系统原理示意图
首先,5-7mm 规格钢板的生产流程中对于道次数有着相对特殊的要求,通过应用PLC 技术能够实现监控轧机的状态的功能,能实现过程控制。具体是在三个道次上进行了监控分别为:坯料运输前、坯料到轧机前、产品运输到空过架。通过监控在很大程度上降低了故障的发生概率,保证了生产过程的稳定性。
其次,通过PLC 技术的控制系统还可以结合扎件的实际加工情况,控制轧钢的温度,进而控制坯料运输到轧机前这一道次。在温度降低时,系统需要对生产流程中的待温程序进行控制,通过PLC 技术可以根据加工件的长度设置合理的待温区域。此外在轧制过程中,还能利用伺服系统控制道次的轧件长度,根据轧道的位置调整其运行速度。
最后,中厚板轧制的主要参数包括:辊缝、道次、速度以及弯道力度等,在确保这些参数合理的前提下,才能实现冶金生产的效率和质量。在这其中,速度对于轧制道次的影响最为明显,利用伺服系统对咬钢速度、加速时间、轧制时间等进行控制,设置合理的参数,进行轧制,就能实现对轧制道次的科学控制。
3.2 其他方面的功能
PLC 技术的应用还能对中厚板轧机实现其他的功能,主要包括以下几个方面:第一,咬刚速度的限制。由于操作人员的操作习惯、经验等都存在一定的差异,因此在实际的生产过程中,中厚板的板型也会出现一定的区别。此外及时在生产同一个钢种时,其控制过程在细节层面上也存在诸多区别,此时就需要操作人员根据产品特性以及生产的实际情况进行调整,而通过应用PLC 技术,不仅可以减少系统误差,还可以降低操作人员的劳动强度,提生产效率;[2]第二,应用PLC 技术还具有自由投用和切除速差的功能,利用这两个功能,可以保证控制系统安全,平衡生产负荷、优化生产技术和工艺,进而降低生产成本,提高产品质量。
4 结语
综上所述,在中厚板轧机电控系统中应用PLC 技术的优势不言而喻,笔者结合切身实践,对PLC 技术的确定、PLC 技术结构框架、逻辑软件设计以及系统监控和操作等方面的应用进行了介绍和分析,通过PLC 技术能够有效地控制咬刚速度、切除速差,进而提高企业产品竞争力。